


PVD grades for heat-resistant alloys
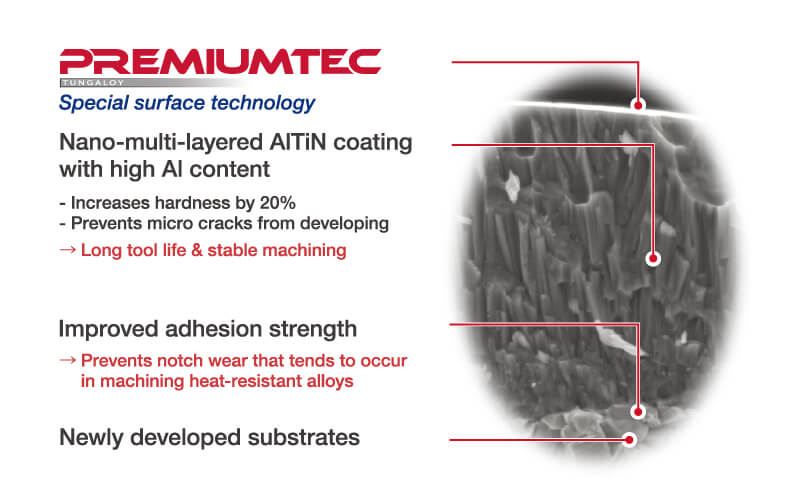
Incredible reliability in turning of heat-resistant alloy due to Nano-multi-layered AlTiN coating with high Al content

Applications & Features
Applications


Features
1. AH8000 series
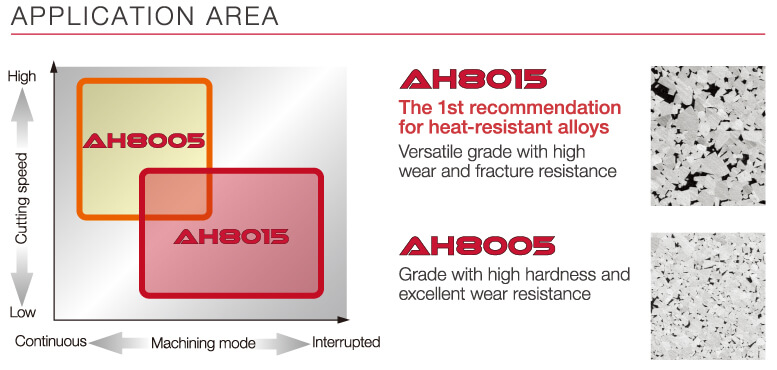
2. Application area
Main Grades
AH8005
- M01 – M10 / S01 – S10
- Good resistance to wear and adhesion
- Excellent performance in machining heat-resistant alloy at high speed
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
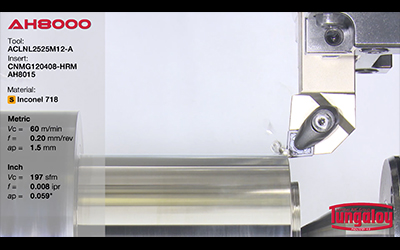
Practical examples
Example #1
Aerospace Industry
| Part: | Aircraft parts |
| Material: | Inconel 718 |
| Insert: | CNMG120408-HRM |
| Grade: | AH8015 |
| Cutting conditions: | Vc = 40 (m/min) f = 0.22 (mm/rev) ap = 2.0 (mm) Coolant: Wet |

Example #2
Aerospace Industry
| Part: | Aircraft parts |
| Material: | Inconel 909 |
| Insert: | CNMG120412-HRF |
| Grade: | AH8015 |
| Cutting conditions: | Vc = 55 (m/min) f = 0.30 (mm/rev) ap = 0.5 (mm) Coolant: Wet |

Example #3
General Engineering
| Part: | Toggle pin |
| Material: | Tool steel (49 HRC) |
| Insert: | CNMG190616-HRM |
| Grade: | AH8005 |
| Cutting conditions: | Vc = 66 (m/min) f = 0.6 (mm/rev) ap = 1.25 (mm) Application: External turning Coolant: Dry Machine: NC lathe |

Standard cutting conditions
For negative inserts chipbreaker
| ISO | Chipbreaker | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|
| AH8005 | AH8015 | |||||
 |
HRF | 0.4 | 0.2 – 1.5 | 0.05 – 0.23 | 40 – 100 | 20 – 80 |
| 0.8 | 0.2 – 1.5 | 0.05 – 0.25 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.2 – 1.5 | 0.07 – 0.27 | 40 – 100 | 20 – 80 | ||
| HRM | 0.4 | 0.5 – 4 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 4 | 0.07 – 0.33 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 4 | 0.10 – 0.35 | 40 – 100 | 20 – 80 | ||
| 1.6 | 0.5 – 4 | 0.15 – 0.4 | 40 – 100 | 20 – 80 | ||
| SDM | 0.4 | 1 – 4 | 0.2 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 1.2 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 28 | 0.4 | 0.5 – 3 | 0.08 – 0.2 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
For positive inserts chipbreaker
| ISO | Chipbreaker | Size | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|
| AH8005 | AH8015 | ||||||
|
PSF | – | 0.4 | 0.05 – 0.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 |
| – | 0.8 | 0.05 – 0.5 | 0.02 – 0.3 | 40 – 100 | 20 – 80 | ||
| PSS | – | 0.4 | 0.3 – 2 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.3 – 2 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.3 – 2 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PS | – | 0.4 | 0.5 – 2.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.5 – 2.5 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.5 – 2.5 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PM | – | 0.4 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| RS | RCMT06… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | |
| RCMT08… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT10… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT12… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT16… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT20… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT25… | – | 1.5 – 5 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| JS | – | < 0.1 | 0.5 – 3 | 0.02 – 0.05 | – | 20 – 80 | |
| – | < 0.2 | 0.5 – 3 | 0.02 – 0.1 | – | 20 – 80 | ||
| – | < 0.4 | 0.5 – 3 | 0.05 – 0.2 | – | 20 – 80 | ||
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system