
使用立銑刀進行槽銑削的局限性
許多車間通常使用立銑刀進行槽銑。然而,由於刀具直徑和剛度的限制,在實現加工效率和精度方面往往存在挑戰。特別是對於小直徑立銑刀,由於刀具剛度不足和刀具壽命短而導致的顫動等問題都是個問題。
T 型槽銑削為這些挑戰提供了一種新的解決方案。本文詳細介紹了 T 型槽銑削相對於立銑刀的優勢及其高效率的秘訣。

T 型槽銑削簡介:高效加工的新標準
T 型槽銑削作為一種可以替代立銑刀的高效槽加工方法而受到關注。立銑刀受刀具直徑的限制,導致小直徑刀具出現剛度問題。相比之下,T 型槽銑削克服了這些限制,提供了更高的效率和更長的刀具壽命。讓我們探討一下為什麼 T 型槽銑削效率很高。

高效率的原因
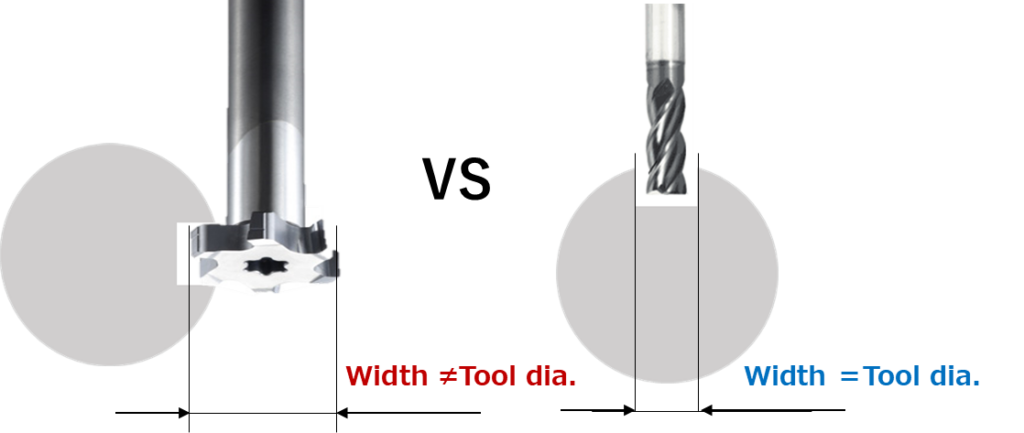
1. 更少的刀具直徑限制
- 立銑刀受刀具直徑的限制,具體取決於槽寬,特別是對於小直徑刀具,這些刀具的剛度低且加工效率有限。
- T 型槽刀具不受槽寬的限制,在選擇刀具直徑和增加切削刃數量方面具有更大的靈活性,從而提高加工效率。此外,增加切削刃的數量有助於延長刀具壽命。
2. 能夠使用更大直徑的刀柄
- 在 T 型槽銑削中,刀具位於槽的橫向位置,允許使用更大直徑的刀柄 (※ 需要改變刀具接近方向)。
- 這允許使用更大直徑的刀柄,提高刀具剛度,從而抑制顫振並允許更高的進給率。

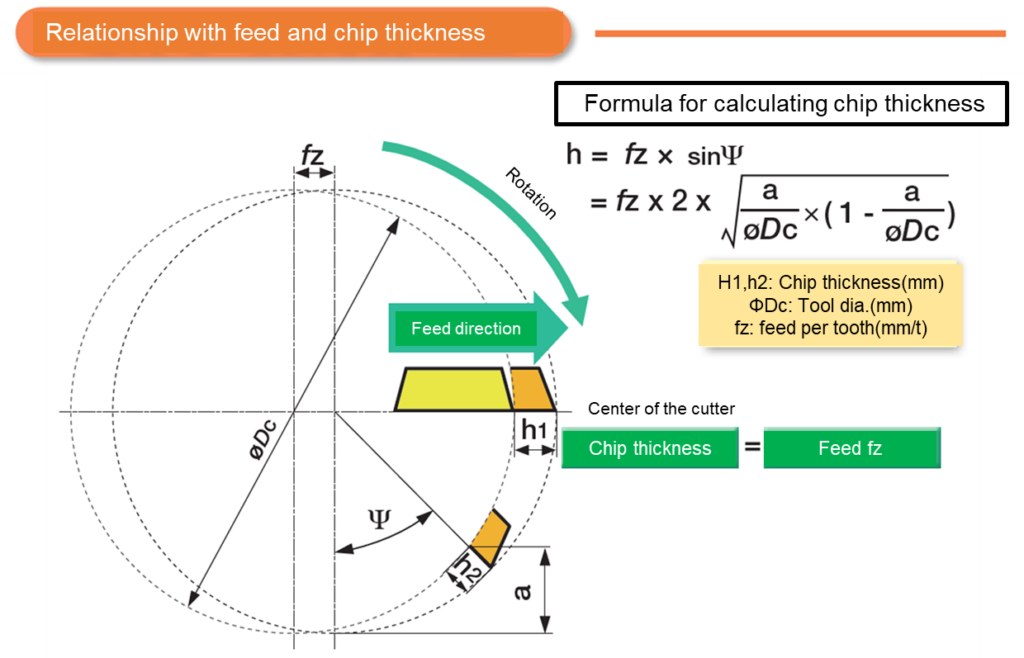
3. 更薄的晶元厚度
-
- 立銑刀的切削寬度等於刀具直徑 (ae/DC=1),使切屑厚度等於每齒進給量。
- 在 T 型槽銑削中,與刀具直徑 DC 相比,切削寬度 ae 往往更小,從而導致切屑厚度更薄 (ae/DC<<1)。
- 更薄的切屑厚度可實現更高的每齒進給量,從而提高加工效率。
T 型槽銑頭在銑槽中實現最高效率的潛力
TungMeister的優勢
TungMeister 在 T 型槽銑削中表現出卓越的性能,體現在以下幾個方面。
1. 可換頭 T 型槽頭的經濟效益
- 與傳統的整體硬質合金 T 型槽銑刀或硬質合金釺焊 T 型槽銑刀相比,可換頭 T 型槽銑刀頭需要的硬質合金量最少,從而降低了刀具成本。
- 此外,無需重新研磨管理,從而簡化了刀具管理。
2. 多功能性強,刀柄選擇範圍廣
- TungMeister 提供各種直徑和長度的刀柄,提供靈活的規格以匹配加工條件。
- 刀柄材料包括最常見的鋼刀柄、高剛性硬質合金刀柄和減振鎢刀柄。

案例研究:使用 TungMeister T 型槽頭

TungMeister的T型槽頭已在許多車間中被證明是有效的。例如,在汽車零部件製造現場,從立銑刀切換到 T 型槽頭可以提高加工速度並顯著延長刀具壽命。在一個特定的成功案例中,以前需要使用立銑刀的三道走刀的工藝減少到使用 T 型槽銑削的一道走刀。結果,加工時間縮短了 31%,刀具壽命延長了 10 倍。這減少了加工時間並節省了成本。

