
在車床上使用傳統內徑鏜削和鉸刀的製造公司經常面臨振動、堵屑和刀具壽命短等問題。泰珂洛創新的可換頭 ReamMeister 解決了這些問題,並大大提高了生產率。
在車床上進行內圓精加工操作時發現的常見問題
長懸伸引起的振動
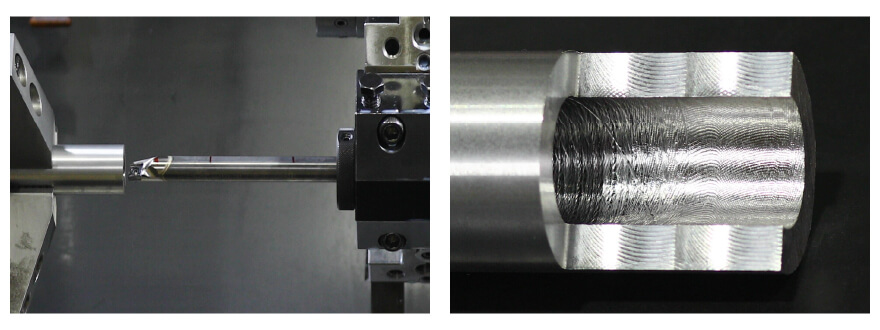
- 為了保持穩定性,您必須 降低切削條件。
- 為了達到所需的表面光潔度品質,您必須 添加額外的工藝,例如拋光和珩磨。
盲孔中的切屑堵塞
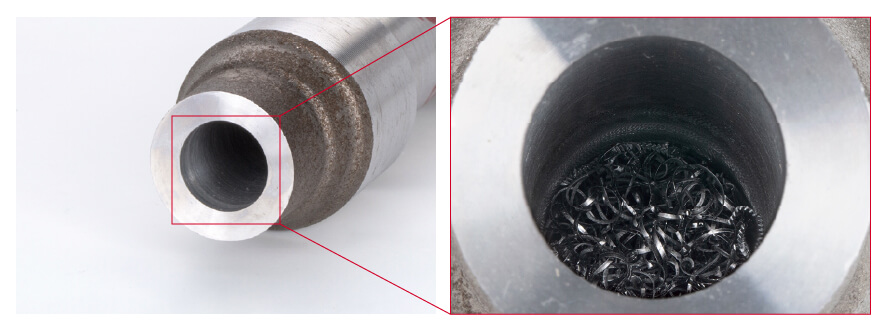
- 由於工具經常損壞,您必須 購買新工具並經常更換它們。
您也…
- 由於孔徑和表面粗糙度的突然偏差,刀具壽命短。
- 經常需要停止機器 以更換嵌件。
ReamMeister 可以解決這些問題!
ReamMeister 的主要特點,一種帶有可換頭的創新鉸刀
1. H7 孔精加工,高精度頭部和精確安裝
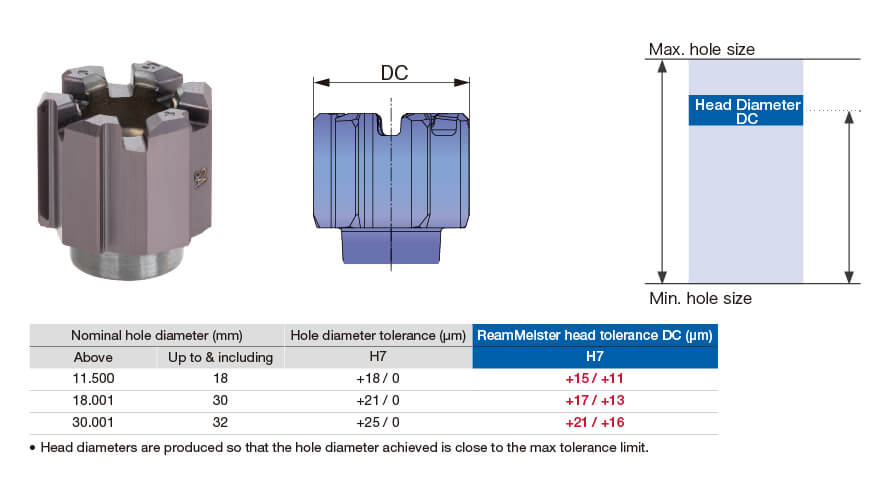
公差為 6μm 的高精度頭部
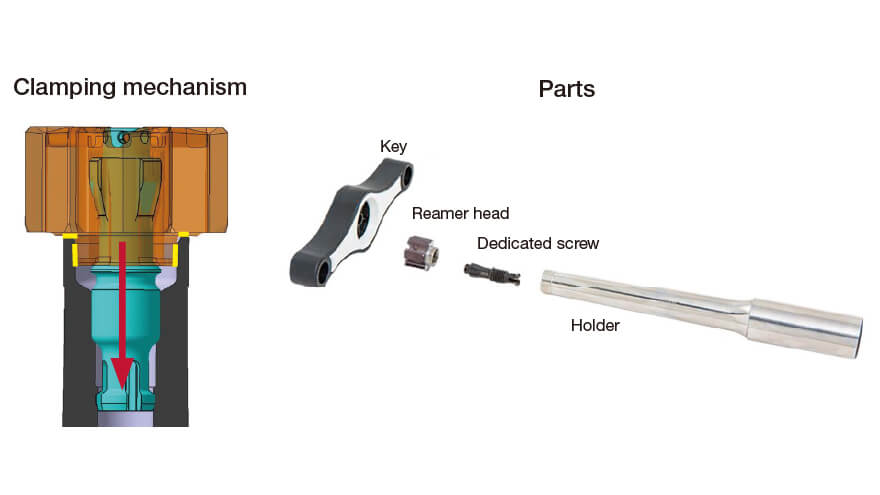
牢固夾緊頭部,觸點位於錐度和端面上,確保最小跳動的高重複性
2. 與傳統的內徑鏜削和鉸削工序相比,生產率更高
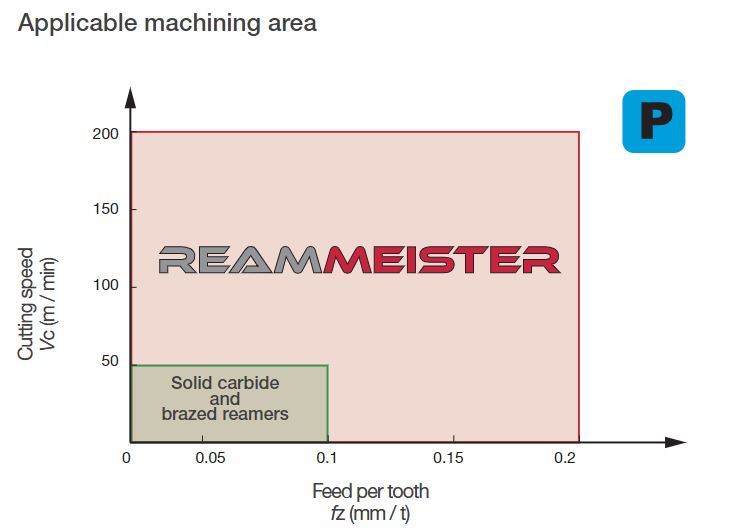
- 增加切削刃數量和提高進給率
- 由於 PVD 塗層刀頭,與無塗層整體硬質合金鉸刀和釺焊鉸刀相比,切削速度更高
3. 防止與切屑控制相關的問題
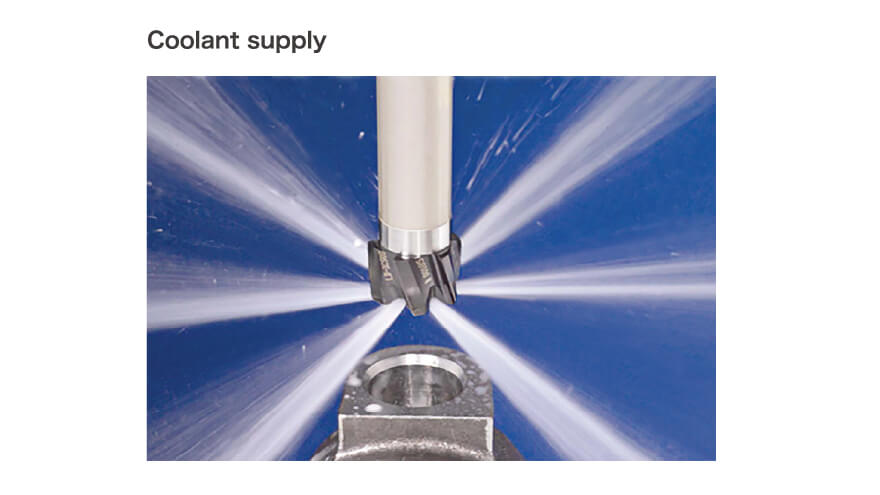
通過徑向向切削刃供應冷卻液來改善排屑
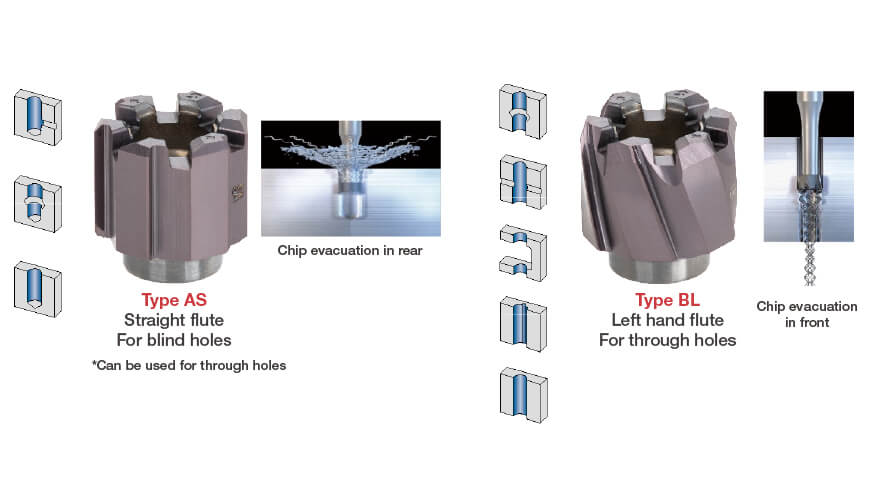
盲孔和通孔有不同的頭可供選擇。通孔頭特別增強了排屑能力,並顯著減少了切屑纏結問題。
在車床上使用帶鉸刀的浮動刀柄
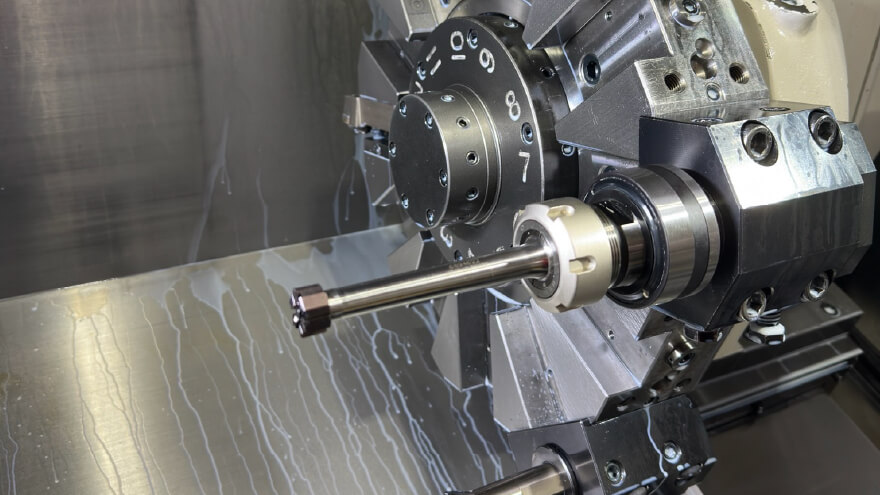
鉸削需要嚴格控制跳動,這對於沒有Y軸的車床來說可能具有挑戰性。為了提高在跳動控制受限的車床上進行鉸削操作時的穩定性,建議使用浮動刀柄。浮動刀柄可吸收工件材料和刀具之間的不對中,從而提高鉸削操作的穩定性。
使用 ReamMeister 進行內徑鏜削操作的優勢
- 提高工藝效率
通過增加切削刃數量顯著提高加工效率,生產率比傳統操作高出 10 倍。
- 深孔加工時的穩定性增強(L/D 比為5或更高)
在鏜削工序中,深孔加工可能具有挑戰性,但鉸削提供的邊緣支撐和消失效應顯著提高了加工穩定性。
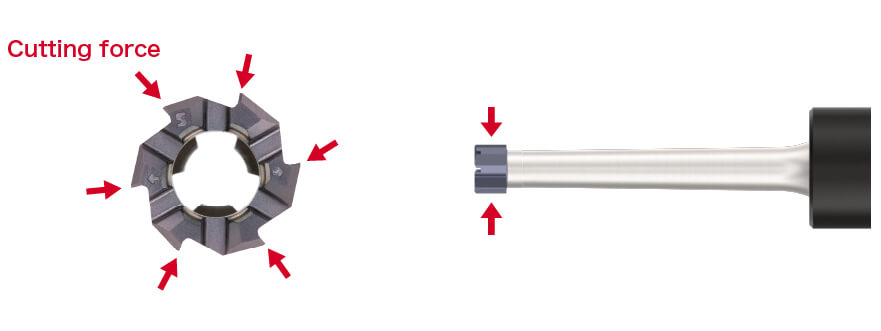
ReamMeister
由於切削刃位置相反,切削刃和切削刃支撐可實現穩定的加工。
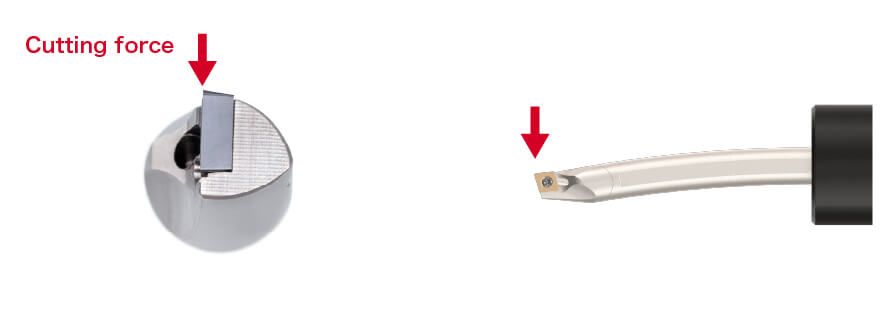
內徑鏜孔工具
由於切削力引起的刀具偏斜導致加工不穩定。
延長刀具壽命可減少刀片更換和機床停機時間
鉸刀可能具有較高的初始和運行成本。然而,在生產線中,為了保持精度或解決與直徑精度相關的問題,經常停止機器更換刀片,延長刀具壽命的好處可能超過初始投資。
使用 ReamMeister 的優勢
- 更高的生產率
- 通過邊緣支撐防止刀具彎曲,實現穩定的加工過程
使用 ReamMeister 的缺點
- 更高的工具成本
- 無法加工台階形狀和輪廓形狀
| BoreMeister 防振 |
內徑鏜刀 Carbide |
ReamMeister Steel |
|
|---|---|---|---|
| 生產力 | ○ | ○ | ◎ |
| L/D=5 | ○ | △ | ◎ |
| 運行成本 | ◎ | ◎ | △ |
| 粗糙度 | 鐳 1.6-3.2 | 鐳 1.6-3.2 | 鐮 0.8-1.6 |
| 輪廓形狀 | 可能 | 可能 | 不可能的 |
當效率和表面粗糙度受到高度重視時,ReamMeister 是最佳選擇。
有關突出顯示產品的資訊
