泰珂洛的銷售代表如何與客戶密切合作以實現加工成功的成功案例。
泰珂洛的銷售代表如何與客戶密切合作以實現加工成功的成功案例。

售貨員
Kazuki Ishiguro
- 國家
- 日本
這是一個客戶在瑞士車床的有限空間內設置刀具時面臨挑戰的故事,以及外部刀具設置如何為其業務帶來成功。 Suzuki Manufacturing Co., Ltd. 總部位於日本山形縣,以其家用梭織機和臥式枕式包裝機而聞名。1968 年,他們為工匠和家庭生產了世界上第一台名為“Babylock”的緊湊型 serger。憑藉以客戶為中心的業務戰略,該公司不斷改進其產品並擴大其市場份額。利用他們積累的專業知識,他們於1977年開始開發和銷售枕式包裝機。如今,該公司憑藉其獨特的技術和高性能產品為包括食品、醫療和農業在內的各個行業領域做出了貢獻。Suzuki Manufacturing Co., Ltd. 的企業目標是作為「山形品牌」將其業務擴展到世界各地,並專注於持續發展。
長期合作關係
泰珂洛銷售代表石黑先生和鈴木製造株式會社的工廠經理松田先生於 2018 年首次見面,當時石黑先生與轉銷商 Taruishi 一起參觀公司進行自我介紹。Matsuda 先生與 Tungaloy 保持著長期合作關係,而 Ishiguro 先生實際上是 Suzuki Manufacturing Co., Ltd. 的第五位銷售代表。多年來,通過定期訪問、研討會和展覽,他們的關係變得更加牢固;他們的合作已經擴展到簡單的產品銷售,包括在公司的機器上測試原型切削工具。

瑞士車床提高效率的障礙
鈴木製作所 (Suzuki Manufacturing Co., Ltd.) 的主打產品縫紉機中使用的小零件是用瑞士車床在公司內部生產的。對於瑞士車床,提高機床利用率對於提高生產率至關重要。然而,更換刀片和更換刀具所需的眾多步驟和長時間使該公司無法提高機床利用率。

“我們不得不更換刀片並在機器內部設置工具。這需要時間並且需要精度,因此這項任務對於新的機器操作員來說尤其具有挑戰性。長期以來,改進瑞士車床生產線的換刀工藝一直是我們的主要挑戰。
更換刀片和設置工具所需的步驟
要改變插入邊角:
- 操作員在機器內更換刀片。
- 在刀架仍連接到刀架上的情況下,操作員鬆開螺釘並取出嵌件。
- 操作員更換轉角並擰緊螺絲。
要更改刀片和刀具:
- 操作員從刀架上取下刀架。
- 將刀架從機床中取出,操作員在外面更換刀片。
- 操作員使用以下方法校正刀尖的位置。
用於校正刀尖位置的方法
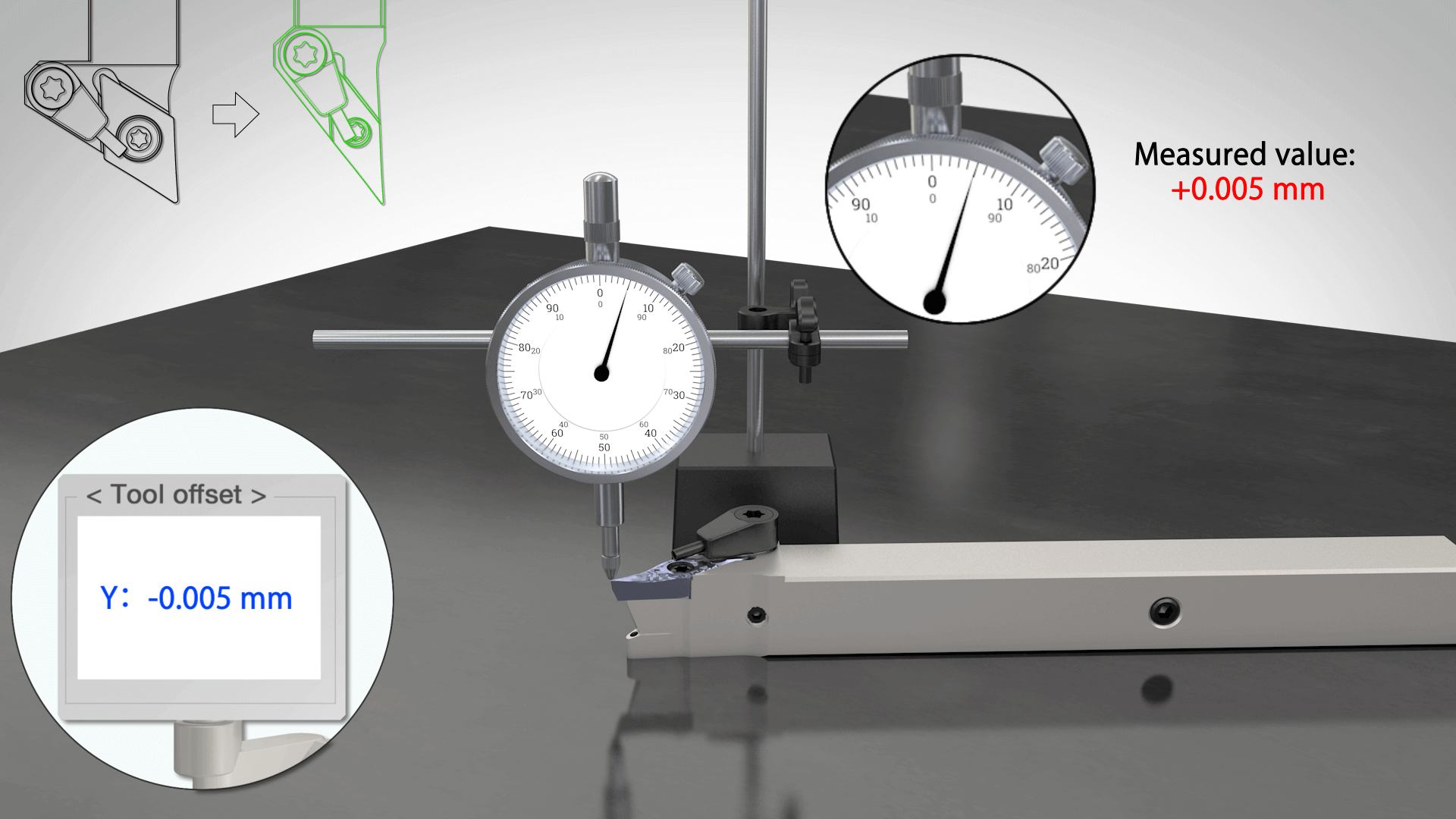
1. 調整邊緣高度(Y 軸)
- 將參考高度樣品放在床身上,並將千分表設置為零。
- 使用千分表測量新刀具的刀尖位置。
- 在 Y 軸上輸入測量值中的差值作為刀具偏置校正。
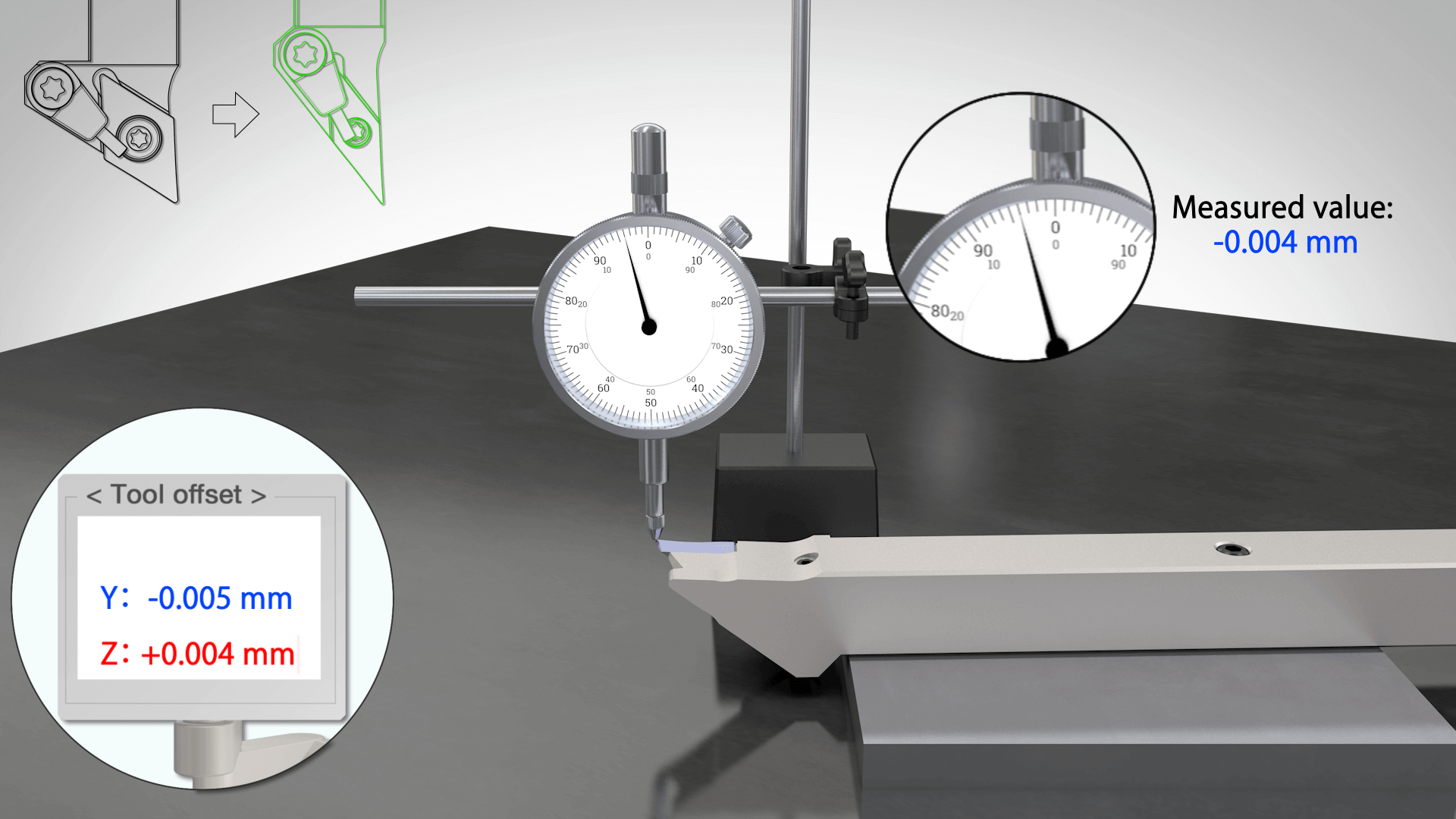
2. 調整工件的縱向測量(Z 軸)
- 將參考高度樣品放在床身上,並將千分表設置為零。
- 使用千分表測量新刀具的刀尖位置。
- 輸入測量值中的差異作為 Z 軸上的刀具偏置校正。
3. 調整直徑 (X 軸)
- 將新工具放在刀架上。
- 從襯套中伸出桿,使切削刃接觸其外徑。
- 當切削刃接觸時,使用固定螺栓擰緊並固定工具。

“更換刀片和設置刀具涉及許多步驟,我們需要小心,不要犯任何錯誤。瑞士車床內部的空間有限,即使是更換刀片或刀柄等簡單任務也具有挑戰性。緊湊的刀架以及相鄰刀具之間和襯套附近的有限空間也使該過程更加複雜。因此,操作員經常將嵌件和螺釘掉落在機器內。尋找它們很耗時,我們從未找到其中的一些。正如你所看到的,我們浪費了我們的時間和金錢。這個問題長期以來一直是我們的一個重大問題。
操作員需要在機床內部的有限空間內更換刀片和刀具。

尋找解決問題的解決方案
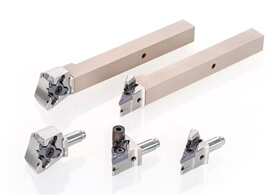
Tungaloy 銷售代表 Ishiguro 先生為 Suzuki Manufacturing Co., Ltd. 面臨的挑戰尋找解決方案。就在這時,為瑞士車床設計的新產品 ModuMini-Turn推向市場。刀頭可更換刀具具有出色的操作性和加工精度。它允許操作員在刀柄保持安裝在刀架上時更換刀片。其獨特的耦合機構確保頭部被牢固夾緊,從而實現刀尖定位的高精度。

“我有一種預感, ModuMini-Turn 將解決瑞士車床的換刀挑戰。它於 2021 年 9 月投放市場,我立即將其介紹給了 Suzuki Manufacturing Co., Ltd。
“當我從 Ishiguro 先生那裡聽說這個工具時,我也有一種感覺,它會解決我們的問題。為了利用產品的特性,我們認為最好的方法是 在機床外部更換刀片,並在不測量或調整刀尖位置的情況下快速更換刀具。
在機床外進行刀具設置的潛力
Matsuda 先生認為這個想法有可能解決他們的瓶頸,並著手測試該產品。最初的計劃如下:
- 從機器內部的刀柄上拆下刀頭(同時保持刀柄連接到刀架上)。
- 準備更換頭,並在機器外部安裝了外掛程式。
- 將此替換頭安裝到機器內部的刀柄上,然後進行加工過程。
“我對這項操作的主要關注點是刀尖位置的精度(工件的中心高度、直徑和縱向)。我們準備了 ModuMini-Turn 刀柄和刀頭的幾種組合,並測量了刀尖精度的變化。遺憾的是,這些變化沒有達到所需的精度範圍,尤其是用於衝壓成型的 M 級嵌件,其差異超過 0.1 毫米。我們很不情願地放棄了這種方法。
儘管他們最初的計劃沒有成功,但刀頭更換的便利性和在機器外更換刀片的潛力似乎對公司很有吸引力。Matsuda 先生說:“我們想以某種方式找到一種方法,使用 ModuMini-Turn 在機器外部設置刀具。為了實現這一目標,松田先生任命生產部門的田崎先生負責該專案。
建立測量切削刃位置並進行修正的流程

“我確信,如果我們能夠建立一種方法,在機床外部設置刀具,以及測量和校正刀尖位置,我們的生產率將顯著提高。除了嵌件和螺釘掉落到機器內部等小問題外,工具的安裝角度可能不正確,從而導致加工零件有缺陷。我們還遇到過這樣的情況:由於為刀具偏置校正輸入的值錯誤,刀具會碰到工件材料或襯套。由於重新檢查精度需要時間,這些問題可能會導致生產計劃嚴重延遲。為了防止此類重大麻煩的發生,我致力於為我們的刀具設置過程尋找解決方案。
經過大量的分析和測試,田崎先生終於找到了正確的道路。
使用特殊夾具和標準柄/標準頭校正刀尖在機器外部位置的方法
要改變插入邊角:
- 準備專用的測量夾具。
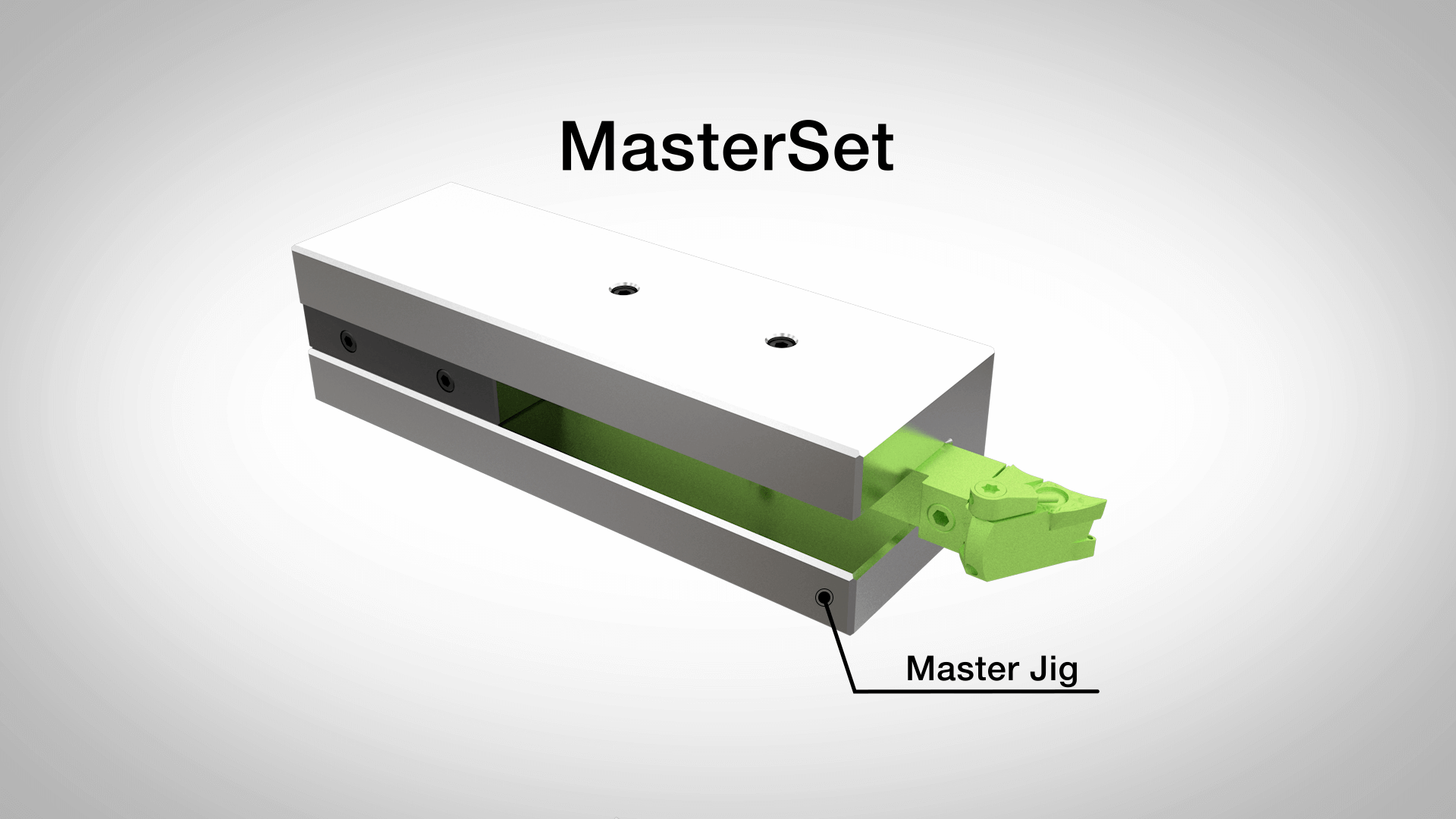
- 定義主柄和頭作為測量標準,並將它們用作輸入校正的參考。
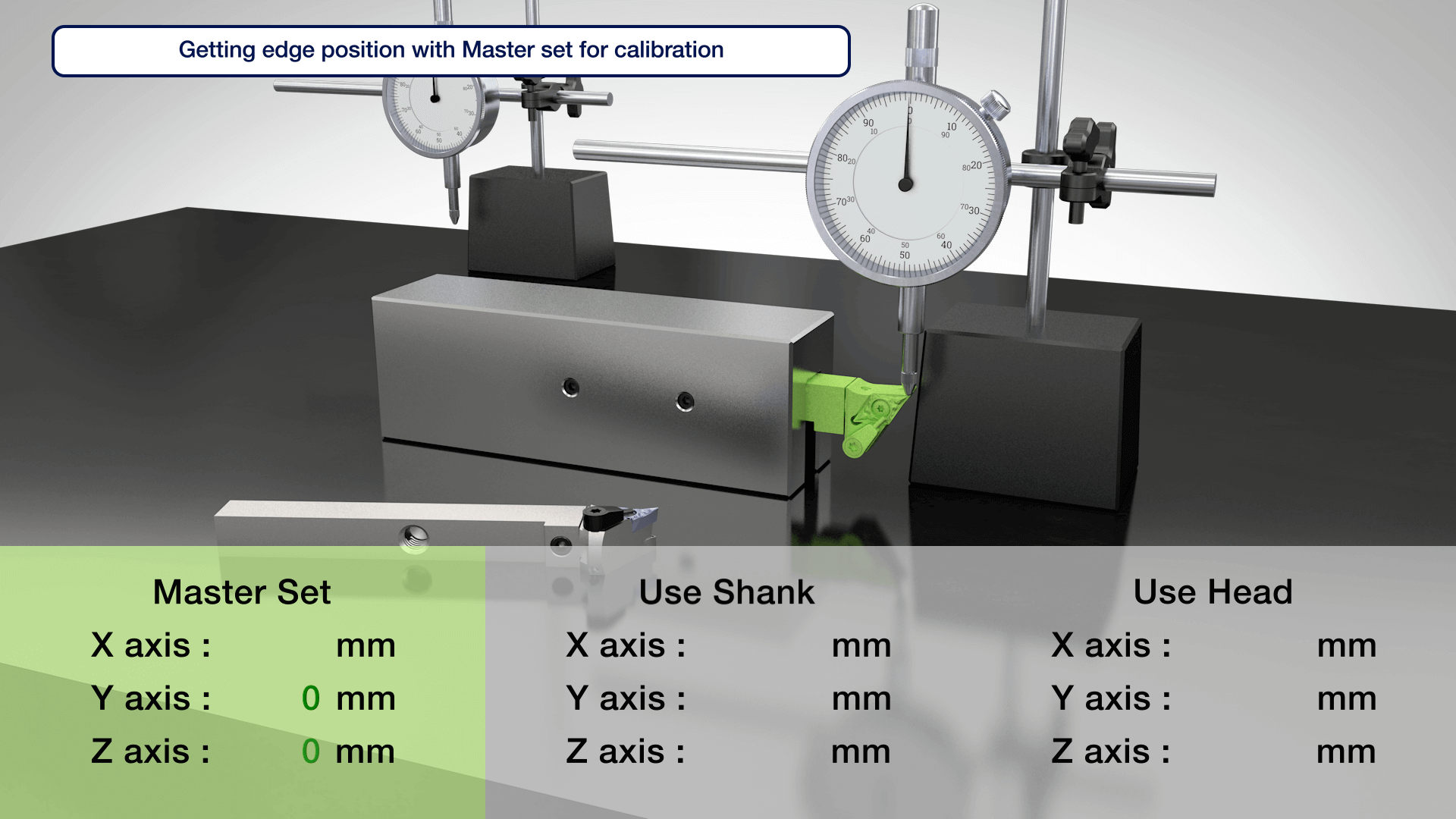
要校正刀尖位置(X 軸、Y 軸和 Z 軸):
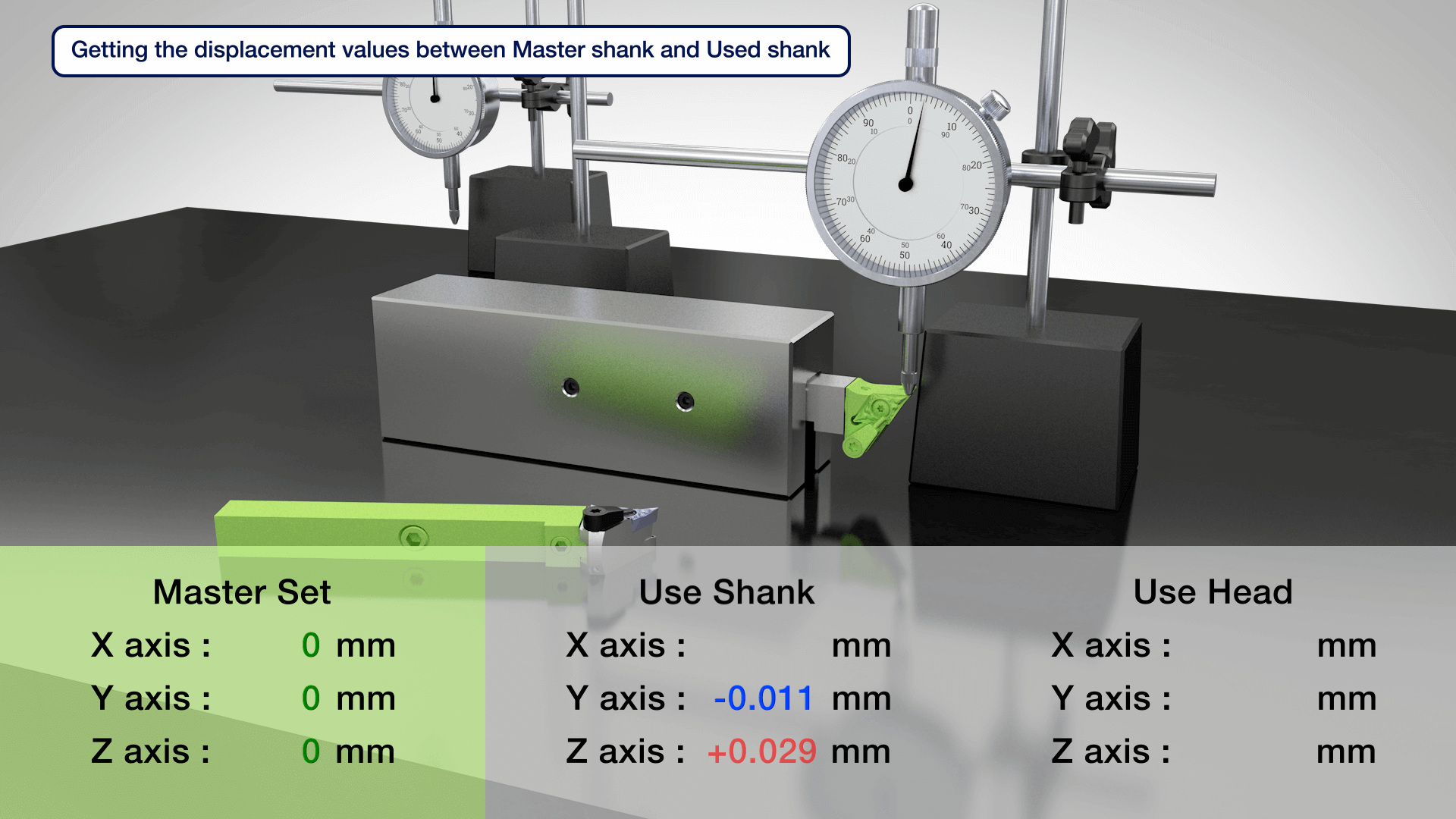
- 將主頭連接到將安裝在機器中的刀柄上。然後,測量要使用的每個刀柄的中心高度(Y 軸)、直徑(X 軸)和工件縱向(Z 軸)的差異,並與標準刀柄和刀頭的組合值進行比較。
- 測量后,將刀柄安裝在機器內部。
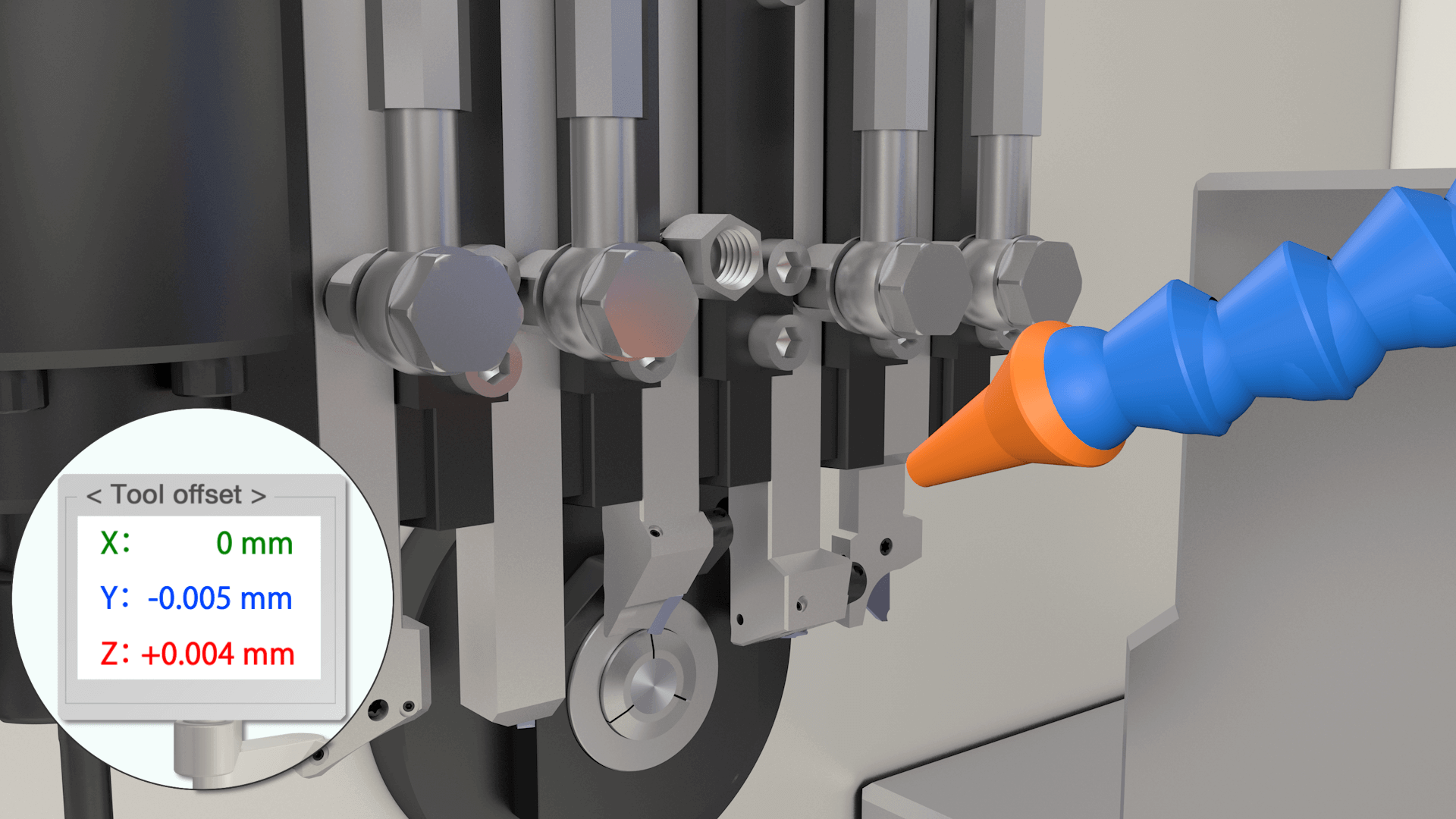
- 將外掛程式安裝到機器內部使用的頭部,然後將該頭部安裝在測量夾具上。
- 使用此設置,沿工件方向測量中心高、直徑和縱向位置。
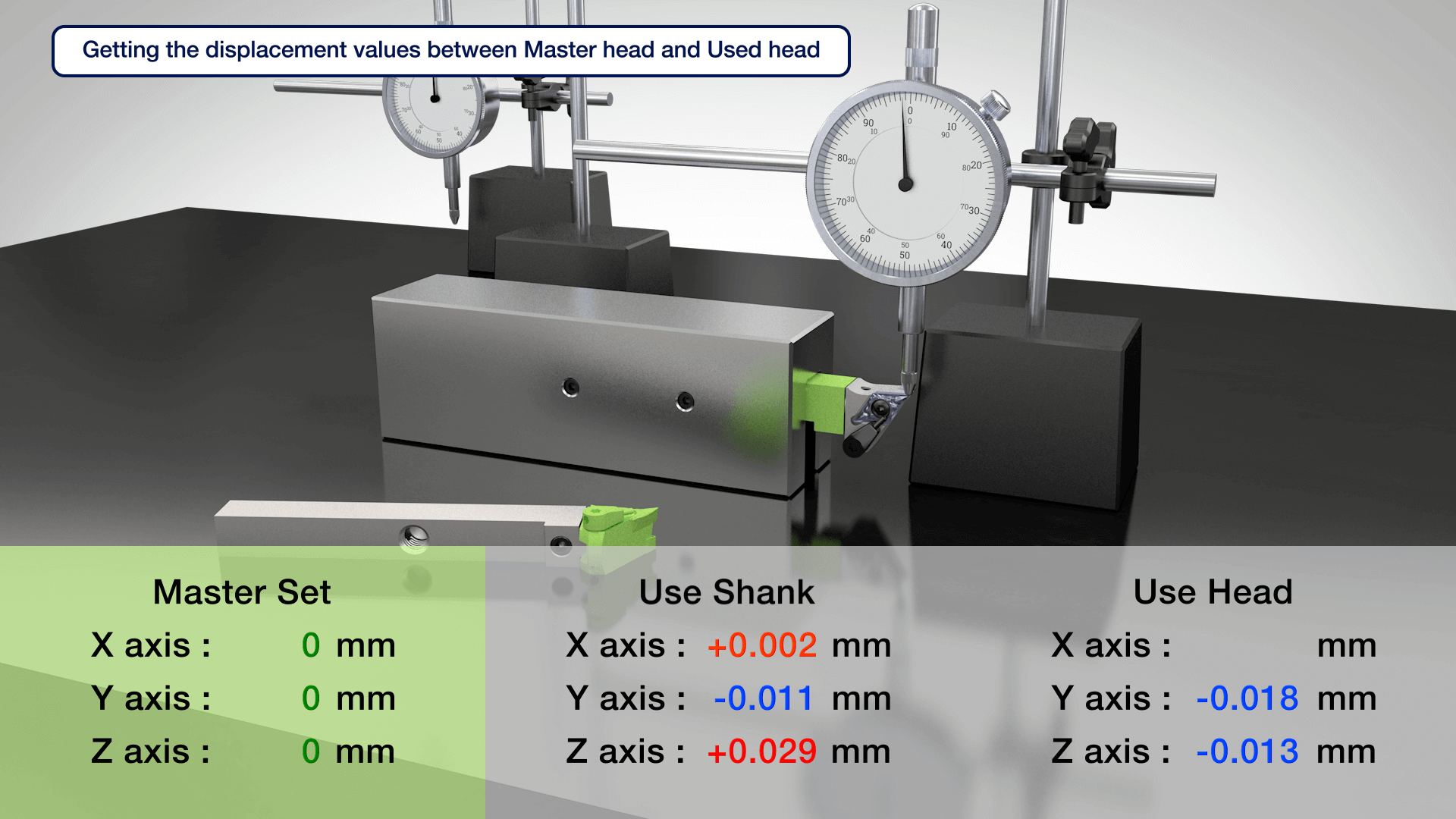
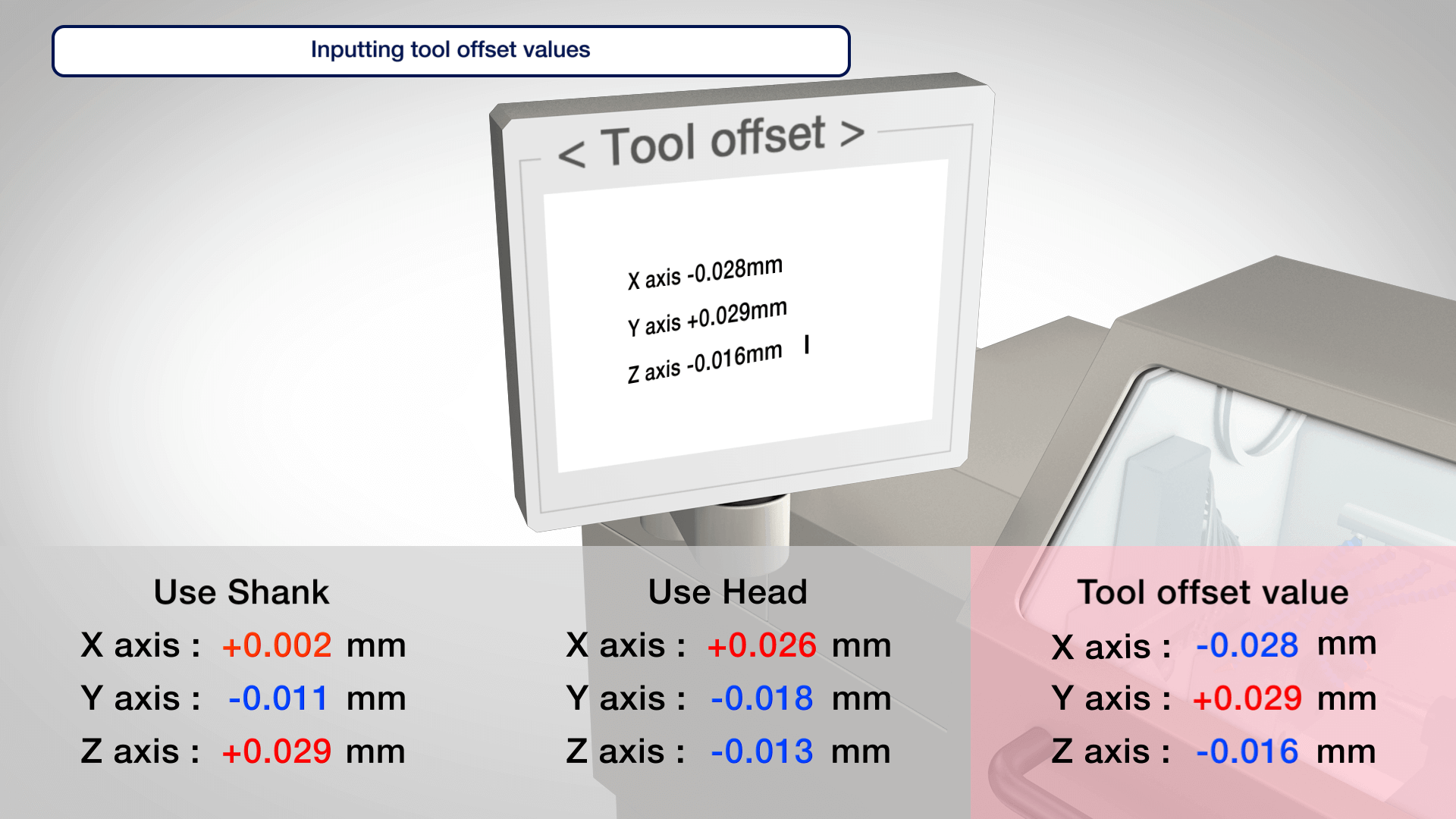
- 通過添加測量值和與標準刀柄的差異,您可以計算出要輸入刀具偏置的最終校正值。
成功縮短刀具設置時間
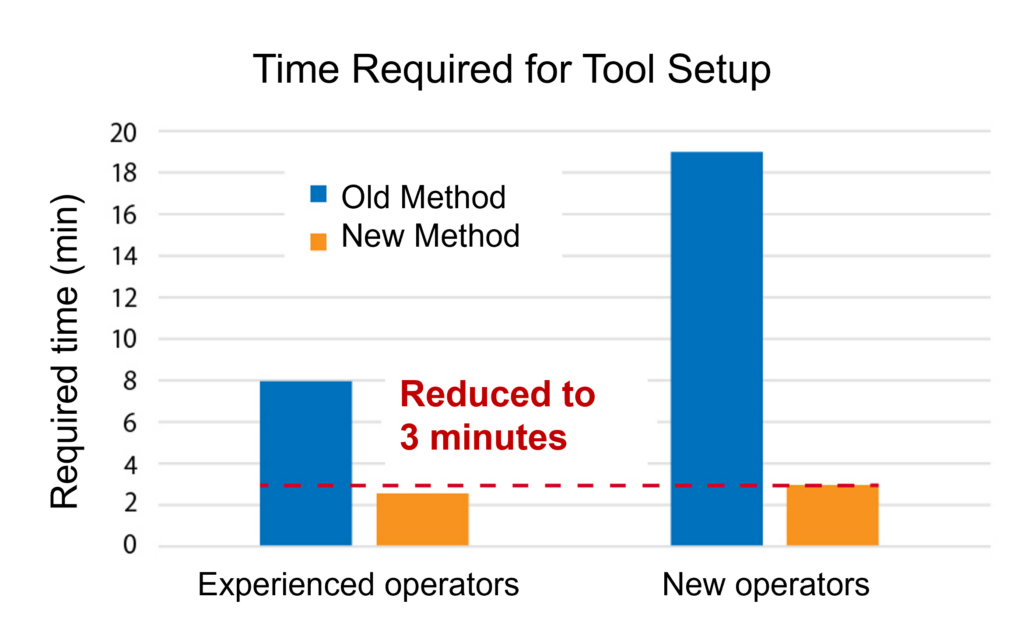
實施新工藝后,操作員花在刀片更換和刀具找正上的時間大大減少。經驗豐富的操作員需要 8 分鐘才能完成的過程縮短到 2.7 分鐘。對於新操作員來說,這種變化更加令人印象深刻,他們花了 19 分鐘使用舊步驟完成工作。新流程只花了 3 分鐘,這與經驗豐富的操作員所需的時間非常相似。新換刀流程的建立不僅縮短了換刀時間,還説明所有操作員成功地完成了工作,無論他們的技能如何。

“我一直擔心我更換工具的時間比我的高級同事要長得多。如果我試圖更快地完成它,那麼我更有可能犯錯誤。最大的挑戰是平衡時間效率和工作的精確性,而新方法使我能夠快速準確地完成任務。它還讓我騰出了一些時間來做其他工作,提高了我的整體工作效率和準確性。
“工具更換時間的減少和流程的標準化顯著提高了生產線的整體生產率。新的操作方法消除了在換刀期間移動刀架的需要,這有助於防止接觸問題,因為下一個移動將用於加工。毫無疑問,潛在麻煩的減少使生產線運行更加穩定,並減輕了我作為生產線經理的麻煩。
主要改進
-
由於縮短了換刀時間,提高了機床利用率
以前需要 10-20 分鐘的換刀時間縮短到大約 3 分鐘,有助於提高機床利用率。
-
所有操作員的工作程序標準化
在舊流程中,經驗豐富的工人和新操作員完成工作的時間存在顯著差異。通過使用 ModuMini-Turn對外部刀具設置進行更改,該過程實現了標準化,無論員工的技能水準如何,所需的時間都變得無關緊要。
-
降低出錯和重大故障的風險,有助於生產線的穩定運行
外部設置最大限度地減少了換刀期間的機床操作,減少了關鍵錯誤,例如因輸入錯誤的刀具偏置值而導致的接觸事故。這有助於該公司不間斷地運行其生產線。
邁向進一步改進
工廠經理 Matsuda 先生也認為,這種改進的結果給公司帶來了重大變化。
“刀具更換時間的減少、工作流程的標準化和故障的預防都是工廠非常重要的改進。我想請泰珂洛開發無需調整刀尖位置即可進行操作的工具。作為製造商同行,我知道這很有挑戰性,但這是我最初的目標,將進一步説明我們的生產流程。在製造業領域,始終需要持續改進。我們不會僅僅滿足於這種改進;我們的目標是進一步實現運營自動化,以提高我們的生產力。隨著自動化的發展,需要性能更好的刀具,例如具有穩定排屑能力的產品,可實現無故障運行,並延長刀具壽命以提高生產率。
“我向 Suzuki Manufacturing Co., Lt. 提議使用 ModuMini-Turn ,但他們教會了我如何超出我們的預期使用該產品。他們的策略甚至讓我們在 Tungaloy 的工程師大開眼界。切削工具製造商經常從最終用戶那裡學到重要的經驗教訓並找到新的想法,我很高興能夠與 Suzuki Manufacturing Co., Ltd. 在這個專案上合作。這次經歷更加強調了傾聽最終用戶的反饋、與我們的工程師分享並將其應用於我們的產品開發的重要性。我想繼續與我的客戶密切合作,確保在 Tungaloy 聽到他們的聲音。
在泰珂洛,所有成員都致力於開發和提供創新的切割工具,幫助我們的客戶提高生產力。

特色產品