

实用型特殊形状的CBN刀片
用于淬火钢、铸铁和烧结金属高效精加工

应用 & 特点
应用


特点
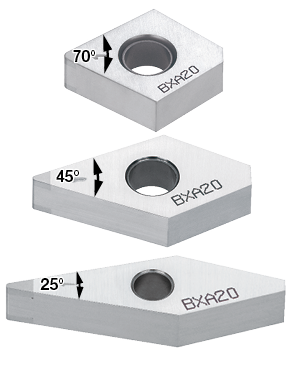
用于一般车削加工的新型CBN刀片
- 带70°刀尖角的GNGA 刀片
- 带45°刀具角的FNGA 刀片
- 更小的刀尖角能够使刀片后刀面和工件表面之间产生更大的间隙,从而获得更好的切屑流动和排屑。
- 能够在端面外拉车削加工中使用更大的切深(进给方向远离工件中心)。
- 带25°刀尖角的YNGA 刀片
- 能够实现传统V型刀片无法完成的清根,V型槽和其它类型的加工
高通用性
- 这些刀片可以使用在现有的ISO车刀杆上。
- GNGA 刀片: 用于安装 CNxx1204 刀片的刀杆
- FNGA 刀片: 用于安装 DNxx1504 刀片的刀杆
- YNGA 刀片: 用于安装 VNxx1604 刀片的刀杆
- 相对于ISO刀片无需补偿,因为刀尖位置的几何形状相同。
- 带有2个刀尖的双面刀片。

刀片& 材质
实际案例
案例 #1
汽车行业
| 零件: | 飞轮 |
| 材料: | FC250 / 250 |
| 刀杆: | DCLNR2525M12 |
| 刀片: | 2QP-GNGA120408 |
| 材质: | BX470 |
| 加工条件: | Vc = 500 (m/min) f = 0.10 (mm/rev) ap = 0.20 (mm) 应用: 端面车削 冷却方式: 外冷 |

案例 #2
通用工程
| 零件: | 夹头 |
| 材料: | SNCM220 / 20NiCrMo2 |
| 刀杆: | A25R-ACLNR12-D320 |
| 刀片: | 2QP-GNGA120408 |
| 材质: | BXM20 |
| 加工条件: | Vc = 70 (m/min) f = 0.06 (mm/rev) ap = 0.20 (mm) 应用: 内孔车削 冷却方式: 干切 |

标准加工条件
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
公制
英制
Main product report_No. 510-US


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統