

出色的成本效益: 相同的切削性能, 仅尺寸更小
ISO-EcoTurn 小尺寸刀片,拥有较大的经济优势



GNMG/FNMG
应用 & 特点
应用


特点
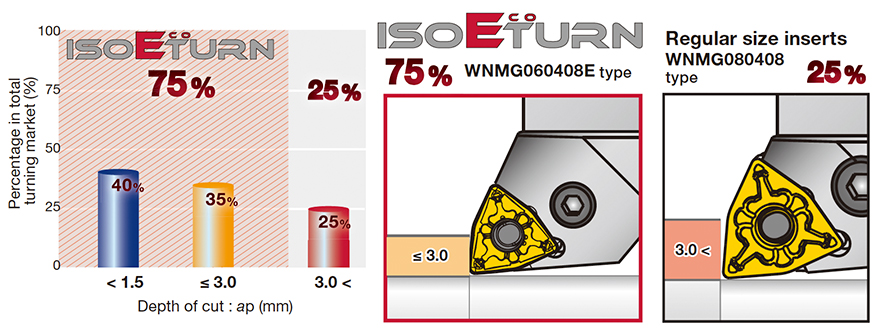
1. 超过75%的车削市场仅使用3mm及以下的切深
* 基于泰珂洛市场调查。
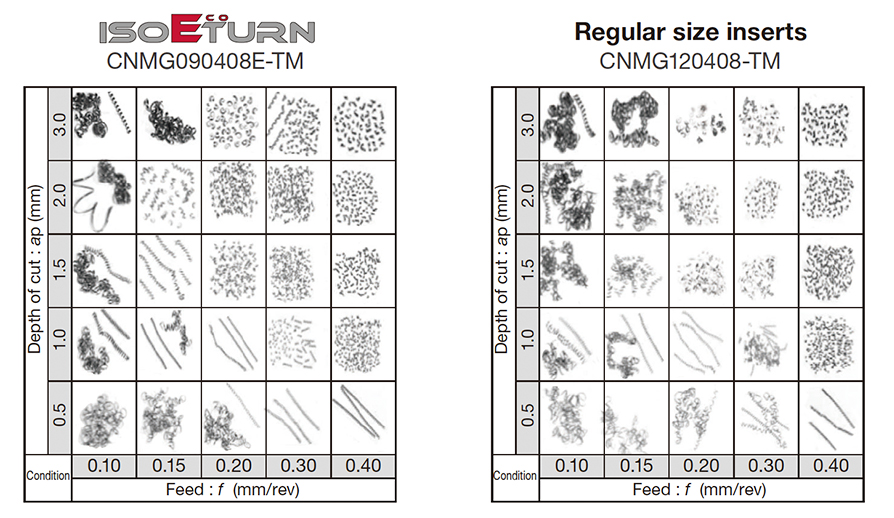
2. 切屑控制
ISO-EcoTurn 刀片拥有与常规尺寸刀片相同的断屑槽几何形状,在切深3mm以内相同的切屑去除能力。
工件: S45C / C45
切削速度: Vc = 200 m/min
冷却方式: 冷却液
3. 刀片性能不变
ISO-EcoTurn 和常规尺寸刀片对比
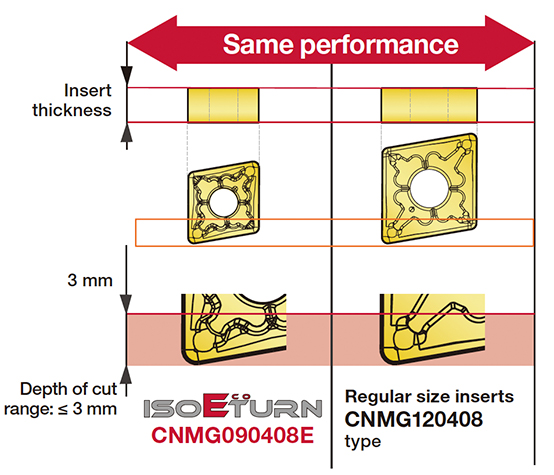
ISO-EcoTurn 刀片拥有与泰珂洛常规尺寸刀片相同的刀片厚度和断屑槽几何形状。
这些特点使其具有与常规尺寸刀片相同的切削性能,包括3mm及以下的切屑控制能力。
刀片 & 材质
刀片





主要材质
T6215
![]()
- M10 – M30
- A CVD-coated grade suited for high speed cutting
- Demonstrates superior wear resistance during continuous cutting
AH6235
![]()
- M30 – M40
- Provides high reliability during interrupted cuts or at great depths of cut.
T6225
![]()
- Versatile CVD grade covering from continuous to light interrupted cut-ting. Provides excellent wear resistance in the medium cutting range
AH6225
![]()
- M15 – M30
- A fi rst-choice for stainless steel
- A versatile PVD grade for excellent performance in a wide range of stainless steel applications
实际案例
案例 #1
通用工程
| 零件: | 机床零件 |
| 材料: | SCM415 |
| 刀杆: | AWLNR2525M0604-A |
| 刀片: | WNMG060408E-TM |
| 材质: | T9215 |
| 加工条件: | Vc = 240 (m/min) f = 0.1 – 0.25 (mm/rev) ap = 1 (mm) 应用: 外圆、端面车削 冷却方式: 冷却液 |

案例 #2
汽车行业
| 零件: | 轴 |
| 材料: | S45C / C45 |
| 刀杆: | ADJNR2525M1104-A |
| 刀片: | DNMG110408E-TSF |
| 材质: | T9215 |
| 加工条件: | Vc = 260 (m/min) f = 0.2 (mm/rev) ap = 1 (mm) 应用: 外圆车削 冷却方式: 冷却液 |

标准加工条件
| ISO | 应用 | 断屑槽 | 材质 | 切深 ap (mm) |
进给 f (mm/rev) |
切削速度: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| 低碳钢合金钢 | 中碳钢 合金钢 | 高碳钢 合金钢 |
||||||
| 精密精加工 | TF | T9215 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TF | T9225 | 0.1 – 0.5 | 0.03 – 0.15 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TF | NS9530 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| 精加工 | TSF | NS9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |
| TSF | GT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | AT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TSF | T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | T9215 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PS | T9225 | 0.3 – 1.5 | 0.1 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PS | NS9530 | 0.3 – 1.5 | 0.1 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | T9215 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| TS | T9225 | 0.5 – 2.5 | 0.1 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| TS | NS9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| TS | GT9530 | 0.5 – 2.5 | 0.1 – 0.3 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| 精加工 for mild steel | ZF | T9215 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZF | T9225 | 0.2 – 1.5 | 0.07 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| ZF | NS9530 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| 精加工到半精加工 | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| ZM | T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 精加工 to 半精加工 | NM | T9225 | 0.5 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |
| 精加工 (修光刃) | FW | T9205 | 0.5 – 1.5 | 0.2 – 0.4 | 180 – 400 | 180 – 400 | 150 – 350 | |
| FW | T9215 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| FW | T9225 | 0.5 – 1.5 | 0.2 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| FW | NS9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| FW | GT9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | ||
| 半精加工(修光刃) | SW | T9205 | 0.5 – 2 | 0.3 – 0.6 | 180 – 400 | 180 – 400 | 150 – 350 | |
| SW | T9215 | 0.5 – 2 | 0.3 – 0.6 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| SW | T9225 | 0.5 – 2 | 0.3 – 0.6 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 半精加工 | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| TM | T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| PM | T9215 | 0.5 – 3 | 0.15 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| PM | T9225 | 0.5 – 3 | 0.15 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | ||
| 半精加工 | SM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| SM | T6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| SM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 精加工 | SS | AH6225 | 0.5 – 3 | 0.08 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |
| SS | AH6235 | 0.5 – 3 | 0.08 – 0.2 | 50 – 150 | 70 – 170 | – | ||
| 精密精加工 | TF | T6215 | 0.1 – 0.5 | 0.03 – 0.15 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TF | AH6225 | 0.1 – 0.5 | 0.03 – 0.15 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 精加工 | TSF | T6215 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| TSF | AH6225 | 0.2 – 1.5 | 0.08 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PS | T6215 | 0.3 – 1.5 | 0.1 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PS | AH6225 | 0.3 – 1.5 | 0.1 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TS | T6215 | 0.5 – 2.5 | 0.1 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TS | AH6225 | 0.5 – 2.5 | 0.1 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| ZF | T6215 | 0.2 – 1.5 | 0.07 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| ZF | AH6225 | 0.2 – 1.5 | 0.07 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 半精加工 | ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| ZM | AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| TM | T6215 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| TM | AH6225 | 1 – 3 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| PM | T6215 | 0.5 – 3 | 0.15 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| PM | AH6225 | 0.5 – 3 | 0.15 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | ||
| 灰铸铁 | 球墨铸铁 | |||||||
| 半精加工 | TM | T515 | 1 – 3 | 0.2 – 0.5 | 150 – 700 | 150 – 300 | ||
| Flat-top | T515 | 0.05 – 2 | 0.2 – 0.6 | 150 – 700 | 150 – 300 | |||
| 钛合金 | 镍基合金 | |||||||
| 精密精加工 | TF | AH8015 | 0.1 – 0.5 | 0.03 – 0.15 | 20 – 150 | 20 – 100 | ||
| 精加工 | TSF | AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 20 – 150 | 20 – 100 | ||
| PS | AH8015 | 0.3 – 1.5 | 0.1 – 0.4 | 20 – 150 | 20 – 100 | |||
| TS | AH8015 | 0.5 – 2.5 | 0.1 – 0.3 | 20 – 150 | 20 – 100 | |||
| ZF | AH8015 | 0.2 – 1.5 | 0.07 – 0.2 | 20 – 150 | 20 – 100 | |||
| 半精加工 | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 150 | 20 – 100 | ||
| TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 150 | 20 – 100 | |||
| PM | AH8015 | 0.5 – 3 | 0.15 – 0.5 | 20 – 150 | 20 – 100 | |||


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.