

耐热合金加工用 PVD 材质
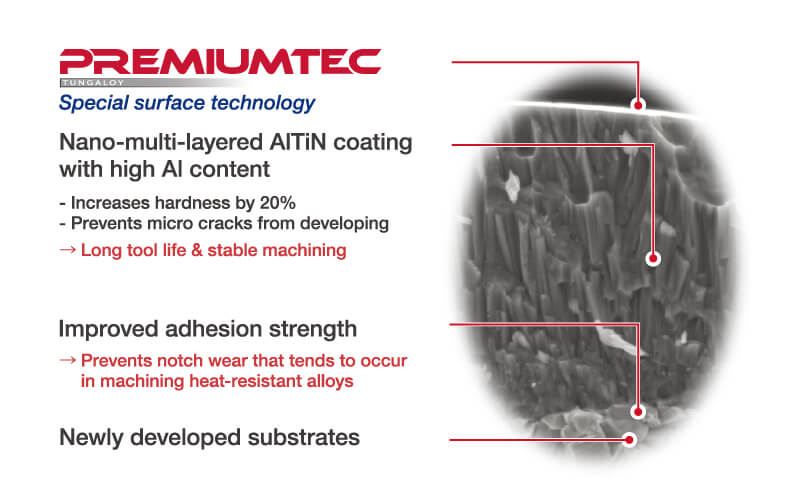
采用高铝含量的AlTiN 纳米复合涂层,在耐热合金车削加工中实现了出色的可靠性

应用&特点
应用


特点
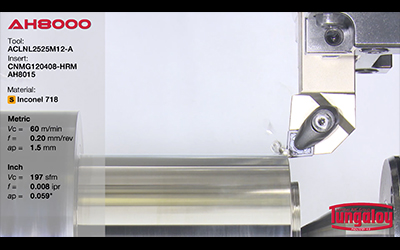
1. AH8000 系列
2. 应用范围
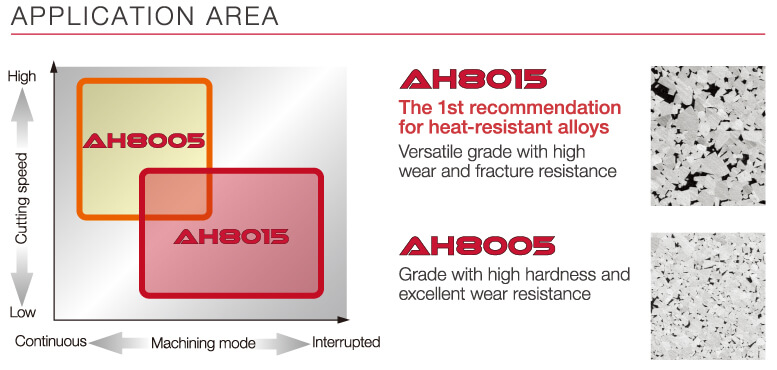
主要材质
实际案例
案例 #1
航空航天
| 零件: | 飞机零件 |
| 材料: | Inconel 718 |
| 刀片: | CNMG120408-HRM |
| 材质: | AH8015 |
| 加工条件: | Vc = 40 (m/min) f = 0.22 (mm/rev) ap = 2.0 (mm) 冷却方式: 冷却液 |

案例 #2
航空航天
| 零件: | 飞机零件 |
| 材料: | Inconel 909 |
| 刀片: | CNMG120412-HRF |
| 材质: | AH8015 |
| 加工条件: | Vc = 55 (m/min) f = 0.30 (mm/rev) ap = 0.5 (mm) 冷却方式: 冷却液 |

案例 #3
通用工程
| 零件: | 拨动销 |
| 材料: | Tool steel (49 HRC) |
| 刀片: | CNMG190616-HRM |
| 材质: | AH8005 |
| 加工条件: | Vc = 66 (m/min) f = 0.6 (mm/rev) ap = 1.25 (mm) 应用: 车外圆 冷却方式: 干式 机床: 数控车床 |

标准加工条件
For negative inserts chipbreaker
| ISO | Chipbreaker | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|
| AH8005 | AH8015 | |||||
 |
HRF | 0.4 | 0.2 – 1.5 | 0.05 – 0.23 | 40 – 100 | 20 – 80 |
| 0.8 | 0.2 – 1.5 | 0.05 – 0.25 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.2 – 1.5 | 0.07 – 0.27 | 40 – 100 | 20 – 80 | ||
| HRM | 0.4 | 0.5 – 4 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 4 | 0.07 – 0.33 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 4 | 0.10 – 0.35 | 40 – 100 | 20 – 80 | ||
| 1.6 | 0.5 – 4 | 0.15 – 0.4 | 40 – 100 | 20 – 80 | ||
| SDM | 0.4 | 1 – 4 | 0.2 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 1.2 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 28 | 0.4 | 0.5 – 3 | 0.08 – 0.2 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
For positive inserts chipbreaker
| ISO | Chipbreaker | Size | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|
| AH8005 | AH8015 | ||||||
|
PSF | – | 0.4 | 0.05 – 0.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 |
| – | 0.8 | 0.05 – 0.5 | 0.02 – 0.3 | 40 – 100 | 20 – 80 | ||
| PSS | – | 0.4 | 0.3 – 2 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.3 – 2 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.3 – 2 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PS | – | 0.4 | 0.5 – 2.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.5 – 2.5 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.5 – 2.5 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PM | – | 0.4 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| RS | RCMT06… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | |
| RCMT08… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT10… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT12… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT16… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT20… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT25… | – | 1.5 – 5 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| JS | – | < 0.1 | 0.5 – 3 | 0.02 – 0.05 | – | 20 – 80 | |
| – | < 0.2 | 0.5 – 3 | 0.02 – 0.1 | – | 20 – 80 | ||
| – | < 0.4 | 0.5 – 3 | 0.05 – 0.2 | – | 20 – 80 | ||
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統