日本磐城 – 2025 年 6 月 – 泰珂洛公司(總裁:Satoshi Kinoshita,總部:福島縣磐城市)宣布擴展其 TungCut 系列,推出具有 3D 斷屑槽和 PCD 材質 DX160 的 STX 刀片,在有色金屬切槽應用中提供出色的切屑控制和表面光潔度。

挑戰和趨勢
在對有色金屬(如鋁合金)進行切槽、切斷和橫向切削作時,切屑往往會變長,並且容易與工件或工具纏結。 這可能導致機器停機或工具破損,從而導致重大問題。 這些問題在需要高速和高精度加工的環境中尤為嚴重,因為它們會嚴重阻礙生產率和穩定的加工。 然而,傳統的 PCD 刀片產品很少提供帶有斷屑槽的標準選項來協助切屑控制,這使得用戶沒有基本的解決方案。
產品概述
高精度、高效率的切槽和切斷工具
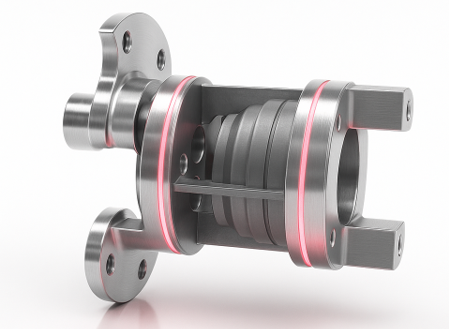
TungCut 通過出色的切屑控制和高剛性夾緊結構,在切槽和切斷作中提供高精度和穩定的性能。 它適用於各種工件形狀和加工條件,可實現高效加工和卓越的表面光潔度。

優點和特點
特點 1:使用 3D Breaker 實現卓越的切屑控制性能
狗骨形 3D 斷屑槽可在切槽和橫向進給作中有效地斷屑。
抑制切屑纏結和堵塞,適用於包括外圓、內圓和端面車削在內的各種應用。
增強的加工穩定性支援自動化生產線和長時間連續作。
特點 2:使用硬質合金刀片卸料槽和手動選項進行切屑流控制
硬質合金刀片上的卸料槽平穩地引導切屑流。
右手型和左手型允許將切屑排向加工過程的最佳方向。
受控排屑提高了表面品質並最大限度地減少了加工問題。
特點 3:採用高耐磨 PCD 材質 DX160
PCD 材質 DX160 是有色金屬加工的理想選擇,可實現長刀具壽命和高精度加工。
即使對於鋁合金等難加工材料,也表現出優異的耐磨性。
減少換刀頻率,有助於節省成本和提高生產率。

切割性能
切屑控制

| 插入 | STX200L-020 DX160 |
| 刀座 | CTEL2525-2T17 |
| 工件材料 | 編號 A5056 |
| 切割速度 | Vc = 500 米/分鐘 |
| 飼料 | f = 0.15 毫米/轉 |
| 切削深度 | ap = 15 毫米 |
| 冷卻劑 | 濕 |
STX 刀片採用優化的導屑槽,可實現平穩的排屑,同時消除鳥巢。

| 插入 | STX200L-020 DX160 |
| 刀座 | CTEL2525-2T17 |
| 工件材料 | 編號 A5056 |
| 切割速度 | Vc = 500 米/分鐘 |
| 飼料 | f = 0.15 毫米/轉 |
| 切削深度 | AP = 0.7 毫米 |
| 冷卻劑 | 濕 |
STX 刀片採用集成的 3D 斷屑槽,在切削寬槽時提供出色的切屑控制。

| 插入 | STX200L-020 DX160 |
| 刀座 | CTEL2525-2T17 |
| 工件材料 | 編號 A5056 |
| 切割速度 | Vc = 500 米/分鐘 |
| 飼料 | f = 0.15 毫米/轉 |
| 切削深度 | ap = 0.5 毫米 |
| 冷卻劑 | 濕 |
STX 刀片採用集成的 3D 斷屑槽,在切槽車削過程中提供出色的切屑控制。
成功案例
延長刀具壽命
與競爭對手的刀片相比,帶 PCD 刀尖的 TungCut STX 刀片在切槽和車削工序中提供了卓越的切屑控制和更長的刀具壽命。
這是通過其 3D 斷屑槽設計實現的,該設計增強了切削過程中的排屑和穩定性。
| 工業 | 工程 |
| 元件 | 套管 |
| 材料 ISO 代碼 | |
| 工件材料 | ADC12 |
| 機床(主軸型) | 數控車床 |
| 工具系列 | 把 |
| 工具類別 | 外部開槽和車削 |
| 產品名稱 | TungCut |
| TSR 編號 | 5248噸 |
延長刀具壽命和切屑控制
帶 PCD 刀尖的 TungCut STX 刀片顯著改善了切槽作中的切屑控制,與競爭對手的硬質合金刀片相比,刀具壽命延長了 25 倍。
雖然競爭對手的刀片由於切屑控制不佳而遭受切屑纏結和過早失效,但 STX 刀片的 3D 斷屑槽設計確保了高效的切屑控制。
結合 PCD 的耐磨性,這導致了顯著的刀具壽命延長和工藝可靠性。
| 工業 | 航空航太 |
| 元件 | 航空航太泵零件 |
| 材料 ISO 代碼 | |
| 工件材料 | 編號 A6061 |
| 機床(主軸型) | 數控車床 |
| 工具系列 | 開 槽 |
| 工具類別 | 外圓切槽 |
| 產品名稱 | TungCut |
| TSR 編號 | 5249噸 |