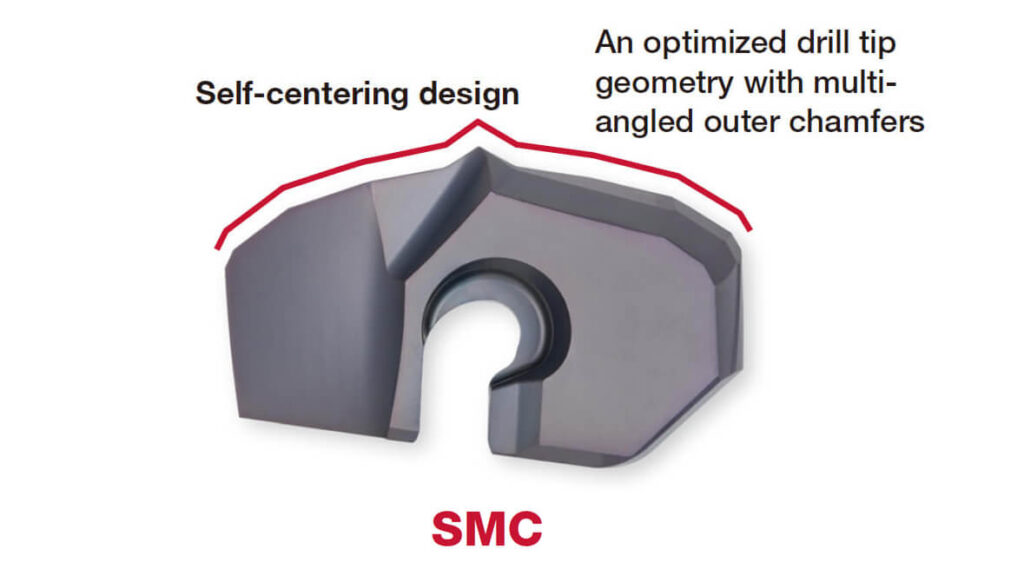
日本磐城 – 2025 年 7 月 – 泰珂洛株式會社(總裁:Satoshi Kinoshita,總部:福島縣磐城市)宣佈擴展其 DrillForce-Meister 系列,現在採用直徑為 ø20–25.9 mm 的新型 SMC 刀頭,具有牢固的螺釘夾緊機構和倒角邊緣幾何形狀,確保無毛刺深孔鑽削並延長刀具壽命。

挑戰和趨勢
在鋼結構建築、工程機械、汽車、模具和造船等各個行業,對ø20-25毫米範圍內的深孔鑽削的需求不斷增長。 然而,傳統的加工方法需要預孔鑽孔,這會導致交貨時間更長並增加刀具成本。 此外,還存在鑽頭在加工過程中鬆動的情況,對加工穩定性和表面質量產生負面影響。 因此,對能夠應對這些挑戰的產品的需求強勁。
產品概述
DrillForce-Meister是一款專門用於大直徑孔加工的可更換頭鑽頭。 它具有獨特的夾緊機構和雙刃設計,可提供高孔精度和生產率。 易於更換刀頭也有助於延長刀具壽命。

優點和特點
特點1:實現高精度、高效率的深孔加工
- 無需導向孔即可實現單程深孔鑽削,即使是高達 8×D 的長懸伸
- 通過縮短交貨時間和最大限度地減少換刀頻率來提高生產率
- 顯著降低模具成本,最大限度地提高成本效益
特點 2:將出色的切削性能與延長的刀具壽命相結合
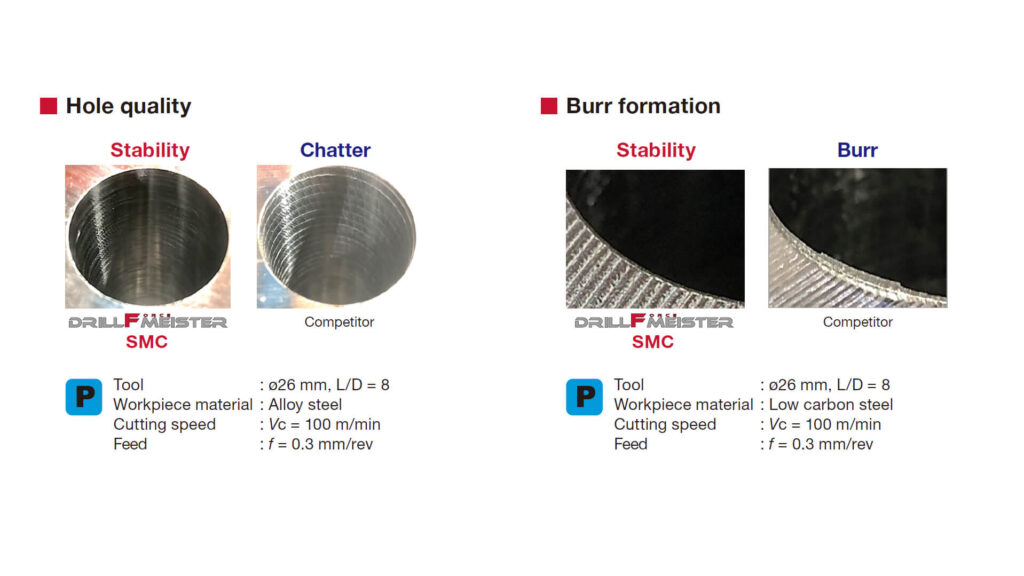
- 倒角切削刃設計可抑制加工過程中的崩刃,減少加工表面的毛刺
- 特殊PVD塗層“AH9130”為鋼(P材料)和鑄鐵(K材料)提供卓越的耐磨性
- 實現穩定的長期加工,延長刀具壽命並減少更換頻率
特點三:高可用性和相容性
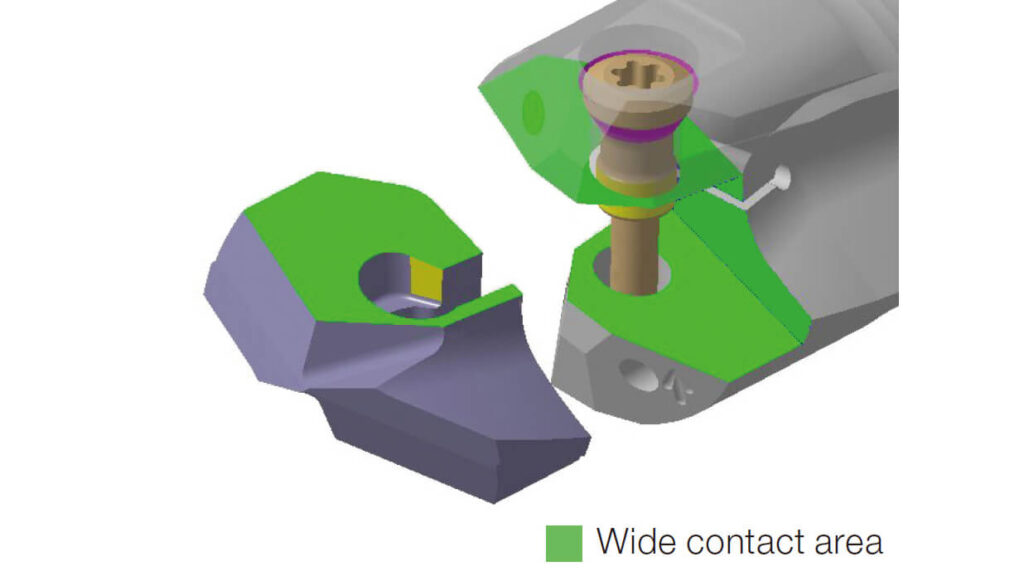
- 螺釘夾緊機構可防止加工過程中頭部鬆動
- 更換頭部時無需完全卸下螺絲,縮短設置時間
- 與現有的 DrillForce-Meister 主體相容,允許工具庫存整合
切割性能
穩定的長懸伸鑽孔,無需預鑽孔(SMC 頭)
| 工具 | TIS260F32-8 |
| 鑽頭 | SMC260型 |
| 年級 | AH9130 系列 |
| 工件材料 | FCD600 / 600-3 |
| 切割速度 | Vc = 80 米/分鐘 |
| 飼料 | f = 0.25 毫米/轉 |
| 孔深 | 高 = 150 毫米 |
| 孔型 | 通孔 |
| 冷卻劑 | 濕 |
成功案例
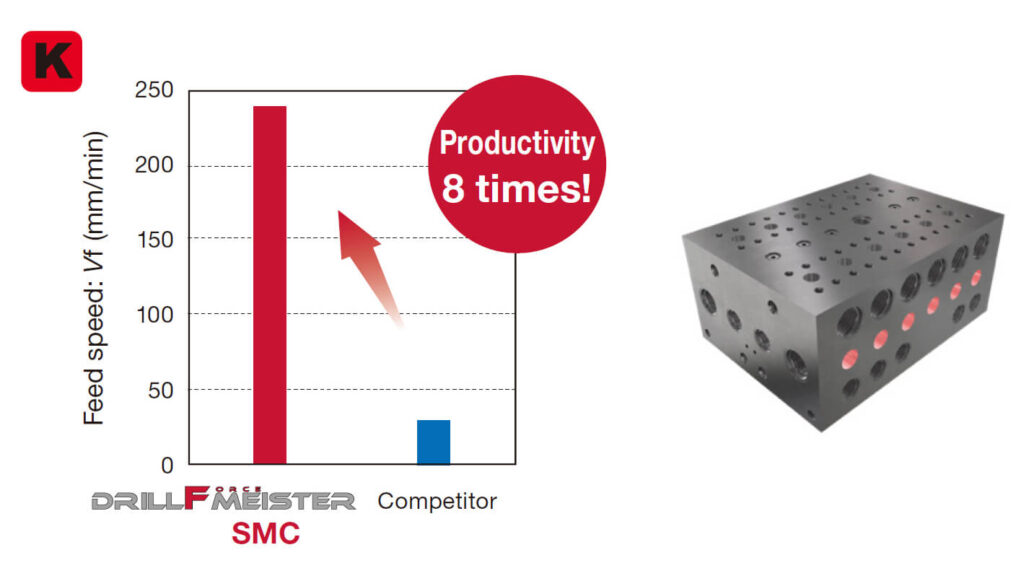
提高生產力
DrillForce-Meister 的生產率提高了 1.9 倍,這要歸功於 SMC 頭部的出色進入穩定性和極其堅固的鑽頭設計。 工件形狀和夾具多種多樣,但長懸伸加工能力使我們能夠統一工具。
| 工業 | 重 |
| 元件 | 機器部分 |
| 材料 ISO 代碼 | K – 鑄鐵 |
| 工件材料 | FCD600/GGG60 |
| 機床(主軸式) | 臥式加工中心大型(#50,HSK100) |
| 工具系列 | 孔加工 |
| 工具類別 | 鑽探 |
| 產品名稱 | DrillForce-大師 |
| TSR 編號 | 5275D |