日本磐城 – 2025 年 9 月 – Tungaloy Corporation(總裁:木下 聰、總公司:福島縣磐城市)宣布擴展其 AddMultiTurn 系列,推出方形柄型(20 mm 和 25 mm)的內冷刀柄,全國有售。

挑戰與趨勢
近年來,在外圓車削作業中,同時實現更高的生產力和能源效率已成為一項關鍵挑戰。 在通用機械和汽車零件的量產環境中尤其如此,在這些環境中,縮短加工時間至關重要。 由於縮短加工時間不僅可以提高運營效率,還有助於減少機器運行時間,從而降低電力消耗,因此對高效切削刀具的需求正在迅速增長。 從環境角度來看,這一點也越來越受到關注。在此背景下,市場越來越希望推出更高性能的刀具。
產品概述
AddMultiTurn 是一種高效刀具,能夠使用單個刀具處理各種車削作業,包括外圓車削、端面車削、仿形車削和高進給車削。 其具有六個切削刃的雙面刀片可延長刀具壽命和生產力,同時通過減少刀具更換次數來幫助降低成本。

優點與特色
特色 1:擴展了刀柄種類,以適應不同的機器規格
PSC 類型提供三種尺寸:C4、C5 和 C6。
方形柄類型提供 20 mm 和 25 mm,使其與各種機床兼容。
這種廣泛的兼容性使更多的製造現場可以從 AddMultiTurn 的高性能中受益。

特色 2:通過靠近切削刃的多點冷卻方式供應來增強加工性能
冷卻方式從總共七個點供應:頂部四個點,底部三個點。
該設計確保冷卻方式直接傳遞到正向和反向車削的切削刃,從而顯著改善冷卻和切屑排出。
抑制切削熱,減少刀片磨損並大大延長刀具壽命。

特色 3:支持多方向加工的高剛性內冷刀柄
新擴展的內冷刀柄系列具有高剛性夾具,並具有優化的冷卻方式路徑。
確保在多方向加工中具有高穩定性,例如正向車削、反向車削、端面車削和仿形車削,這是 AddMultiTurn 的標誌。
特別是在高進給反向車削中,刀具剛性和冷卻方式傳遞性能的協同作用可實現高效加工。

切削性能
通過內冷改善切屑控制和刀具壽命

| 背車 | |
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 刀柄 | ATXOR2525X25-CHP |
| 切深 | Vc = 250 m/min |
| 進給量 | f = 1 mm/rev |
| 切削深度 | ap = 1 mm |
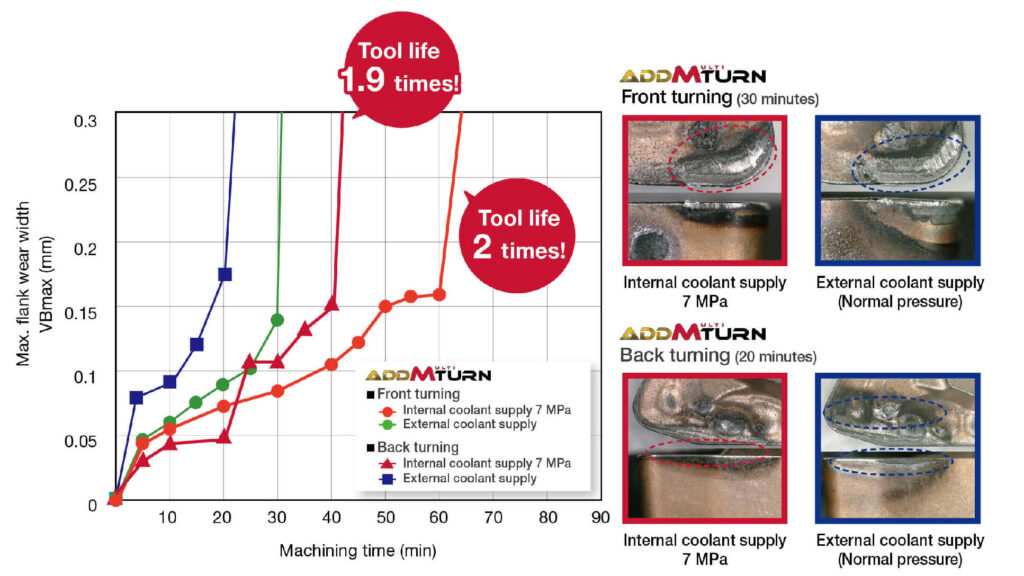
正面車削
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 切深 | Vc = 250 m/min |
| 進給量 | f = 0.3 mm/rev |
| 切削深度 | ap = 1.5 mm |
背車
| 刀片 | 6C-TOMG250608M-TM T9215 |
| 切深 | Vc = 250 m/min |
| 進給量 | f = 1 mm/rev |
| 切削深度 | ap = 1 mm |
新型內冷刀柄在正面車削中實現了 2 倍的壽命,與外冷供應相比,在背面車削中實現了 1.9 倍的壽命!
成功案例
改善的刀具壽命
新型內冷 AddMultiTurn 由於 4 MPa 的有效冷卻方式供應,刀具壽命延長了 4 倍。
| 行業 | 汽車 |
| 組件 | 汽車零件 |
| 材料 ISO 代碼 | |
| 工件材料 | SUP10/51CrV4 |
| 機器(主軸類型) | CNC 車床 |
| 刀具系列 | 車削 |
| 刀具類別 | 外圓和端面車削 |
| 產品名稱 | AddMultiTurn |
| TSR 編號 | 5257T |
減少的加工時間
新型內冷 AddMultiTurn 由於高進給背面車削,加工時間減少了 20%,並且刀具壽命與當前刀具相同或更好。
| 行業 | 汽車 |
| 組件 | 輪 |
| 材料 ISO 代碼 | |
| 工件材料 | FCD500 |
| 機器(主軸類型) | CNC 車床 |
| 刀具系列 | 車削 |
| 刀具類別 | 外圓和端面車削 |
| 產品名稱 | AddMultiTurn |
| TSR 編號 | 5258T |
