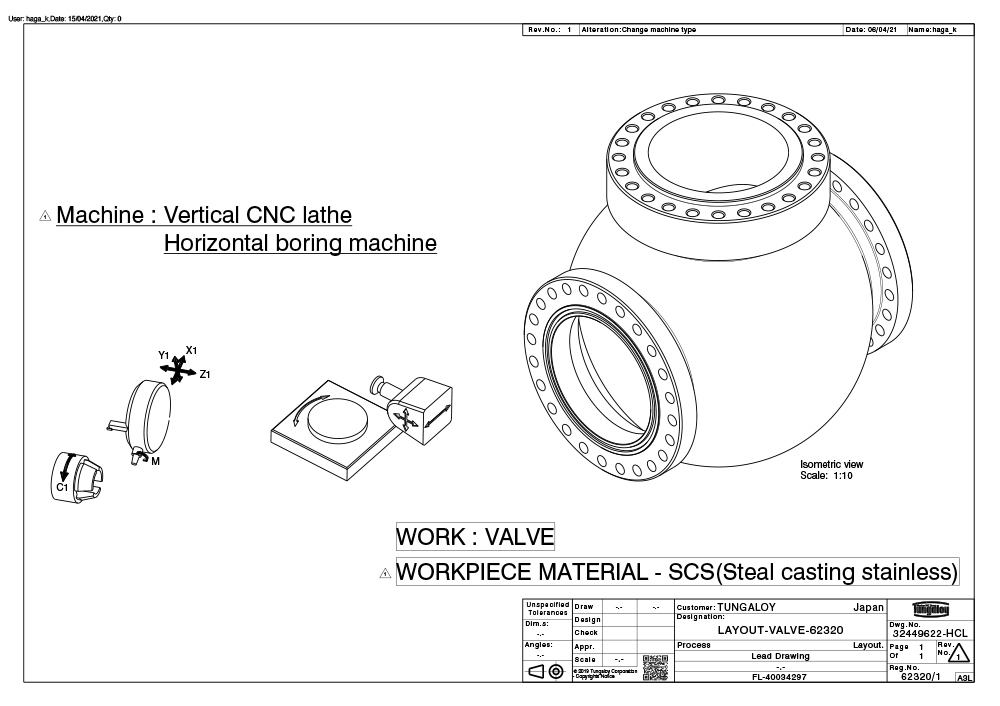
石油和天然氣 – 閥門
工業閥門 在許多加工工業中用於控制流體,例如漿料、氣體和蒸汽流動管道系統。
石油工業用球閥在要求高耐腐蝕性、耐熱性、耐壓性和抗氧化性的惡劣使用條件下使用,因此要求產品具有更高的耐用性和可靠性。為了滿足這些高品質要求,選擇能夠實現穩定和高精度加工的刀具非常重要。
泰珂洛提供先進的切削工具和有效的解決方案,以提高生產力,從而實現穩定的加工並提高工業閥門加工的盈利能力。

工具概念
- 選擇的刀具即使在加工插入物容易碎裂的鍛造表面時也能確保穩定的刀具壽命
- 使用鏜削刀具,即使在機床上也能輕鬆微調刀具直徑
- 通過螺紋銑刀進行螺紋切削。實現穩定的螺紋加工,以防止意外問題,例如突然破損的刀具
- 實現穩定切屑產生和排空的高效槽加工
- 在大直徑孔鑽削中實現高精度和可靠性的刀具選擇
- 使用刀頭可換刀,以減少刀具設置時間和刀具管理
特色工藝
工藝 1:粗銑面
好處
- 通過採用燕尾式刀片夾緊結構,即使在重型加工中也能實現較長的刀具壽命和穩定的加工。在刀片可能是碎屑的鍛造表面加工中表現出高可靠性。
- 切削刃的凹形形狀會產生桶形切屑,即使對於切屑較長的工件材料(如不鏽鋼鑄鋼)也能實現良好的切屑控制。
- 大前角降低了切削力。
- 八角形雙麵 ONGU 刀片具有 16 個切削刃,非常經濟。


工藝 2:精鏜
好處
- 採用數位計數器,直徑調整單位為 1 μm。
- 只需將數位單元插入本體的指定位置,即可以數位方式檢查刀具直徑,從而輕鬆調整機床上的直徑。
- 消除了內冷卻液供應的切屑控制問題。


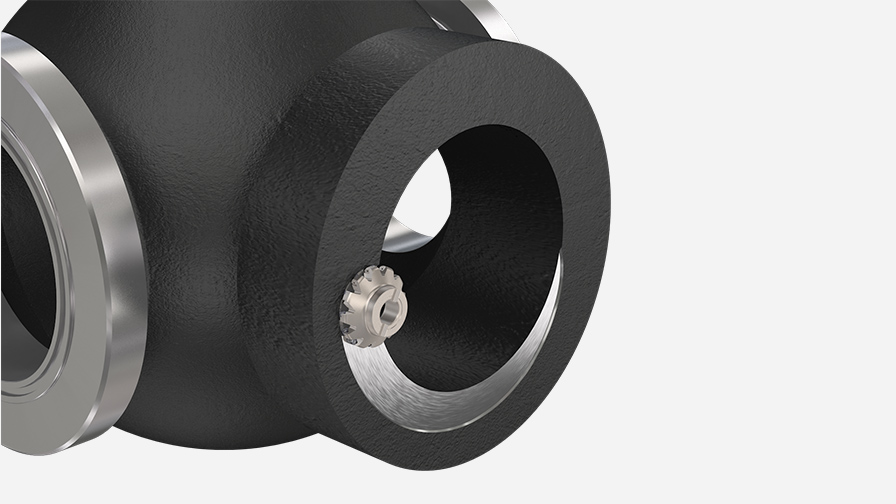
工藝 3:螺紋銑削
好處
- 使用螺紋銑削以獲得良好的切屑控制,即使是在切屑控制困難的情況下使用不鏽鋼也是如此。
- 由於切削刃與工件材料的接觸面積小於絲錐的接觸面積,因此可以減少主軸負載。通過防止因絲錐破損和扭矩過載而導致主軸停止,實現穩定的加工。
- 通過使用能夠進行多級螺紋加工的螺紋銑刀工具實現高生產率。


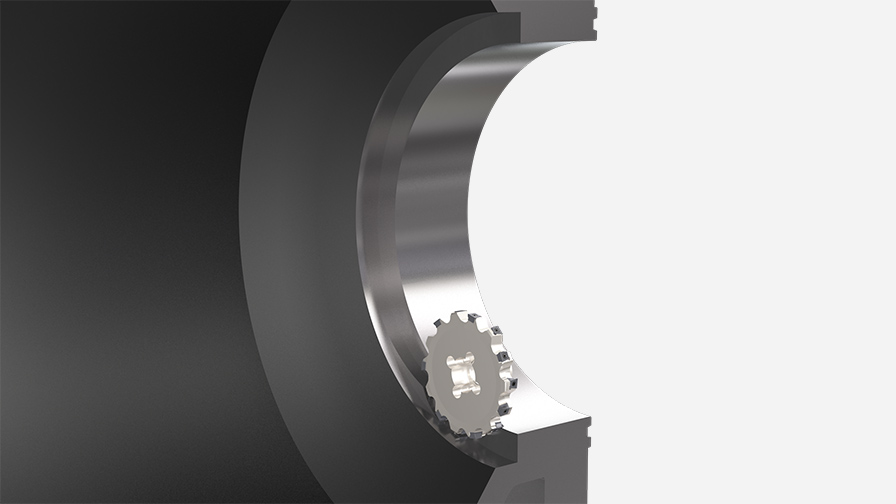
工藝 4:開槽
好處
- 大刀腔和優化的 斷屑槽 設計可提供緊湊的切屑和平穩的排屑。實現穩定的開槽工藝。
- 採用可靠性高的垂直刀片,防止刀片突然破損,實現穩定高效的開槽。
- 傾斜度和大前角會降低切削力。
- 左右手雙面 4 角刀片提供經濟的解決方案和簡單的刀具管理。


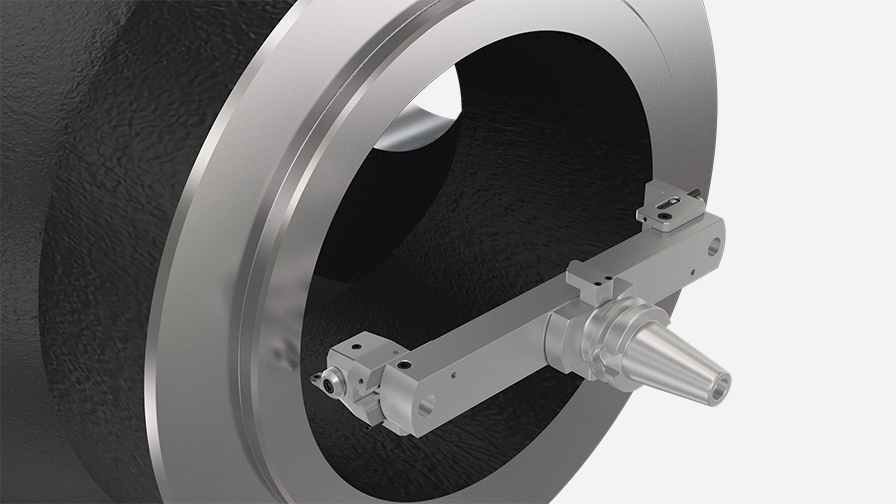
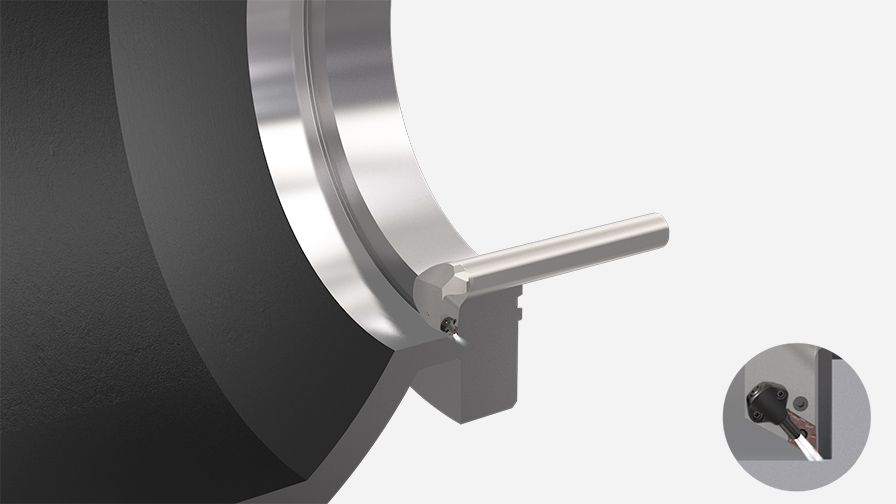
工藝 5:完成內圓車削
好處
- 即使在加工冷卻液難以觸及的地方時,冷卻液也從位於切削點附近的噴嘴供應,並通過改善切屑控制和排屑來實現穩定的加工。
- 冷卻液可以從前刀面和後刀面供應。加速切削刃的冷卻效果,以實現更長的刀具壽命。
![]()

- 不鏽鋼車削的首選材質。
- 塗膜的外層使用新開發的富鈦納米層膜。由於高硬度和緻密的細晶粒結構,具有出色的耐磨性。
- 使用具有優異抗崩裂性和高導熱性的專用基板。快速分散加工過程中產生的切削熱,防止切削刃溫度升高。顯著減少塑性變形。

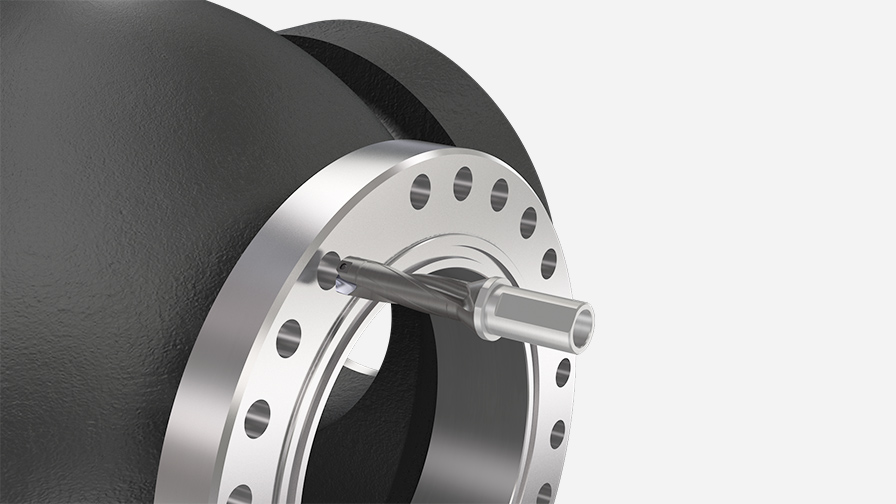
過程 6:鑽孔
好處
- 通過應用 2 刃鑽頭提供高生產率和可靠性鑽孔。
- 排屑槽設計在排屑和剛度之間實現了出色的平衡。
- 鑽頭和鑽體的寬接觸面實現了大直徑鑽孔的高鑽孔精度和可靠性。




更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.