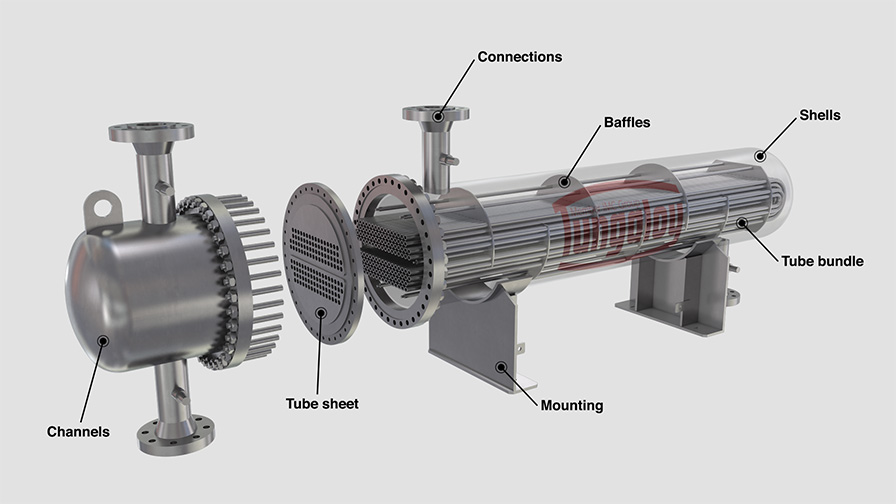
熱交換器 – 管板
熱交換器 有許多管子穿過一個密封的殼,通過用具有不同熱能的流體覆蓋管子,熱能在管中的流體和殼中的流體之間交換。
由於孔數量眾多,管板的主要過程是鑽孔。提高鑽孔工藝效率是提高生產率的關鍵之一。泰珂洛提供廣泛的工具和解決方案,以改善管材生產。

工具概念
- 採用「high D.O.C」 和 「high feed」 組合的高效粗車削
- 高生產率和高精度的深鑽解決方案
- 銑削內槽,可實現工藝集成
- 高度經濟和高生產率的倒角解決方案
特色工藝






工藝 1:粗車削
好處
- 應用高 D.O.C 車削以去除偽造的表皮。 通過減少加工路徑的數量,減少了材料加工硬化的影響並延長了刀具壽命
- 去除鍛造表皮后,採用高進給車削以縮短加工時間
- 相同的刀片可以安裝在兩個刀柄上,以實現高 D.O.C 和高進給
- 10 角刀片帶來的高經濟性解決方案

")

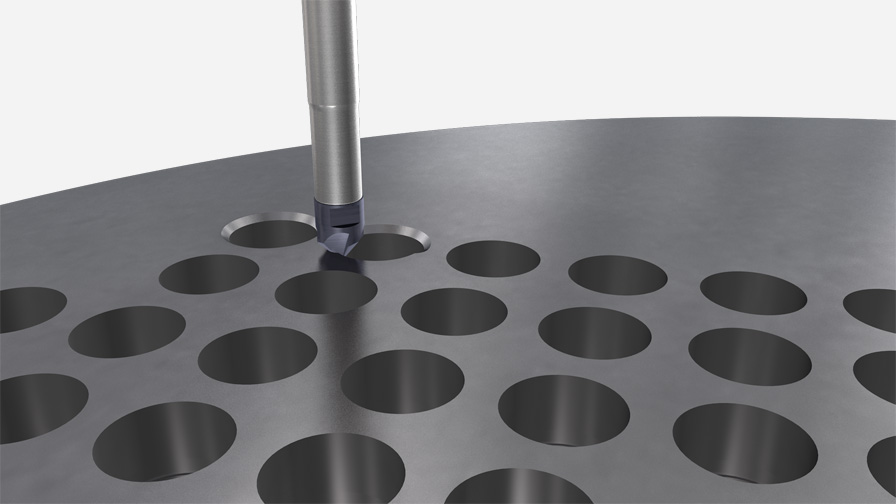
工藝 2:鑽孔(薄管板)
好處
- 用於高精度鑽孔的 DMC 頭提供高孔定位精度和孔直線度
- DMC 刀頭即使在 12XD 鑽孔中也不需要預孔加工,從而縮短了加工時間




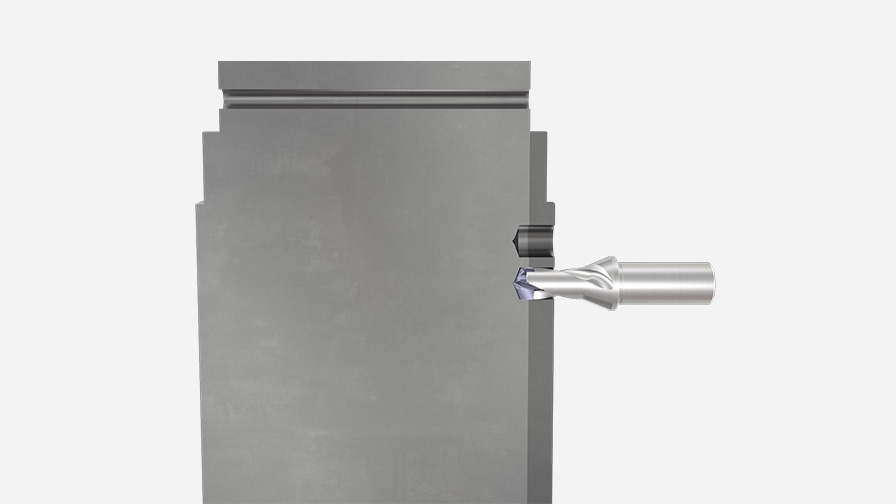
工藝 3:複合材料鑽孔
好處
- 首先用具有高刀具剛度的 1.5XD 或 3XD 鑽頭去除複合材料層,然後使用長鑽頭進一步深入。通過應用這種加工方法,在加工難以加工的複合材料中,穩定性和刀具壽命得到了顯著提高

工藝 4:深鑽(厚管板)
好處
- 應用可更換插入式槍格柵,DeepTri-Drill 用於超過 12XD 孔深的深鑽孔加工
- 槍鑽是一種獲得最高直線度和孔定位的鑽孔方法
- 通過防止孔錯位和孔彎曲來提高管板的質量,這些都是厚管板的問題



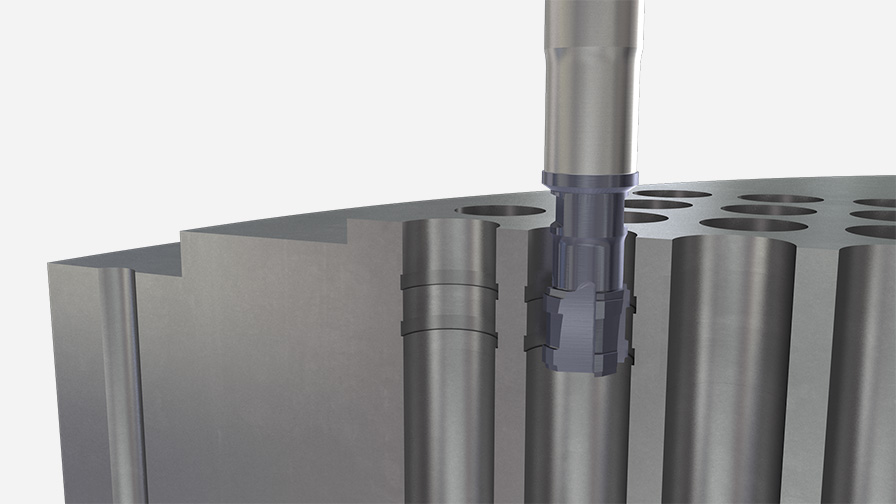
工藝 5:銑削內槽
好處
- 用於管板的專用刀頭,一次可加工兩個槽
- 取消加工過程有助於縮短加工時間

")

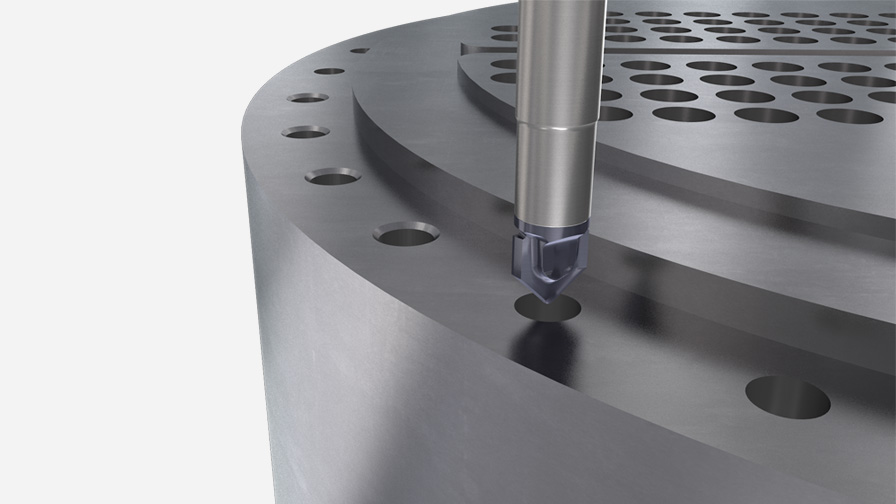
過程 6:倒角
好處
- 對於 Z 進給倒角,建議使用具有高經濟效益的 VCP 頭
- 對於銑削倒角,建議使用具有高切削刃密度的 VCA 刀頭
VCP 頭
VCA 頭