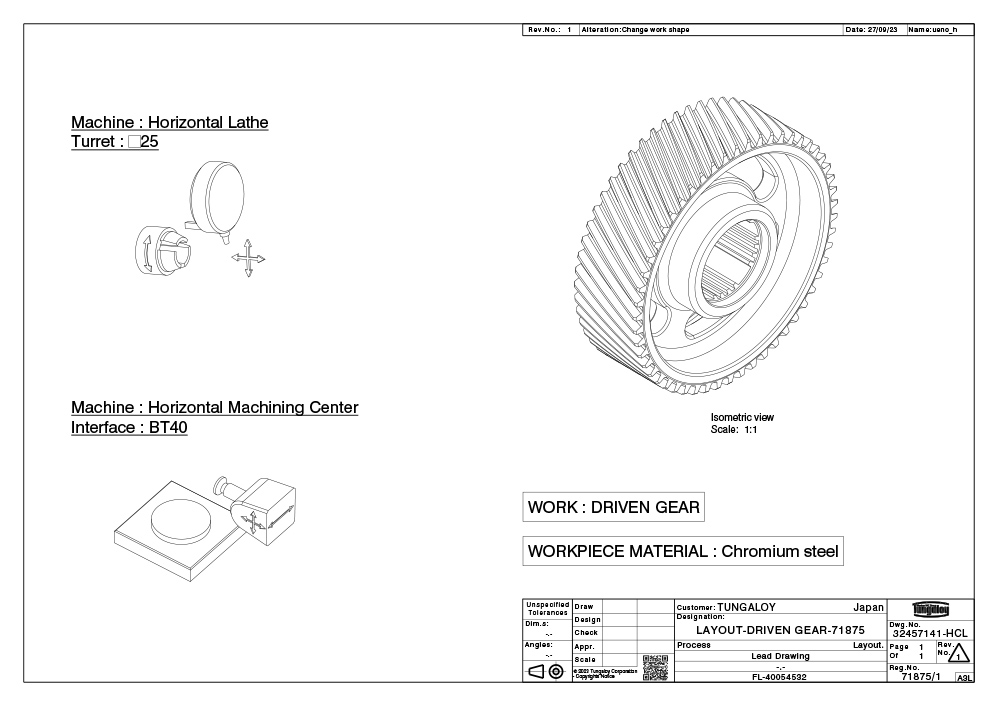
汽車 – 從動齒輪
從動齒輪,顧名思義,是指機構中接收動力的齒輪。
通常,它從「驅動齒輪」獲得動力,並將該動力傳輸到機械或機構的其他部分。齒輪,也稱為齒輪,通過其齒的啮合來傳遞動力,這種運動對於無數機械裝置和設備至關重要。然而,如果沒有正確的加工技術,就無法實現這種精確的動力傳輸過程。在齒輪製造中,經常使用相對較軟的材料,如低碳鋼。此類材料在切割過程中會產生長而連續的切屑,從而帶來切屑纏結在工具上等風險,並阻礙工件的正確運輸。
實現有效的切屑處理有助於穩定工藝、保持從動齒輪的品質並提高生產效率。精確高效的加工支援從動齒輪的重要作用,是最大限度地提高整個機器性能的關鍵。

工具概念
- 使用 AddMultiTurn 應用高進給回 (拉) 車削可實現高效加工。
- 利用 AddForceCut 的高剛性實現高效加工,即使在長懸伸工序中也是如此。
- 通過 TungMeister 的快速換刀提高生產力。
特色工藝
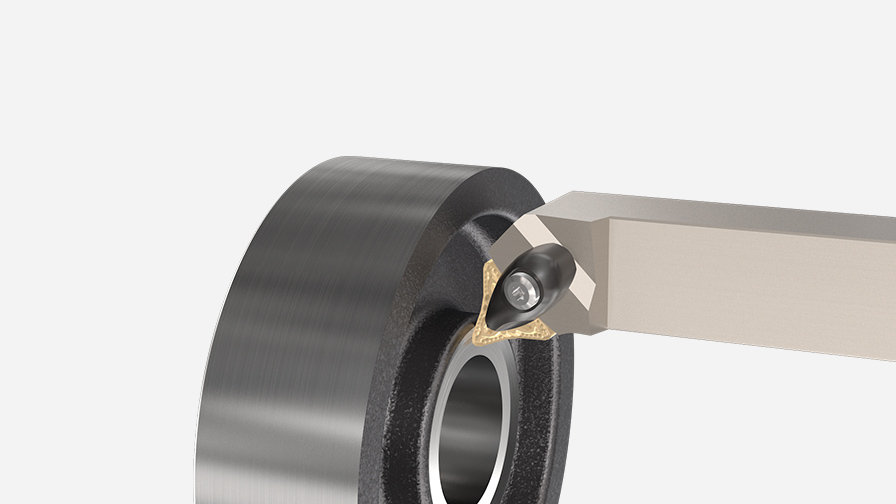
工藝 1:完成外圓車削和端麵車削
好處
- 帶后車削的高進給邊緣槽型可實現高效加工,在車削工序中比傳統 ISO 刀具高出約 200%。
- 在需要高加工效率的粗加工中,採用背車削,在表面粗糙度至關重要的精加工中,採用前車削。通過根據加工條件和應用有效地使用兩種類型的切削刃,提高了生產率。
- Y-PRISM 刀片夾緊系統以其獨特性和堅固性而聞名,可確保出色的夾緊剛度。此功能可實現穩定的多向加工,並有助於實現高效加工。


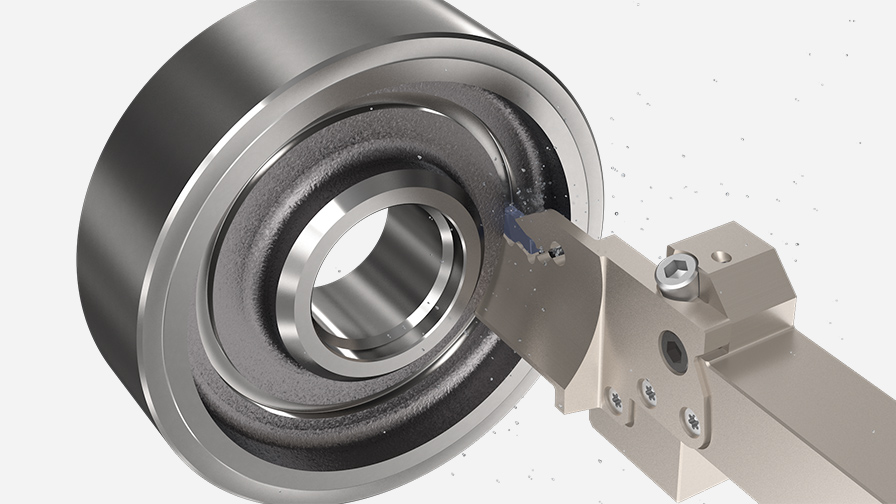
工藝 2:精加工端面開槽
好處
- 在刀片背面應用厚度增加的高剛性刀柄。為深槽提供安全的端面切槽操作。
- 使用最佳位置的夾緊螺釘夾緊。高刀具剛度確保即使在端槽銑削和橫向進給加工中也能實現出色的穩定性。
- 確保在加工過程中向槽供應冷卻液,以促進排屑。實現穩定的加工。


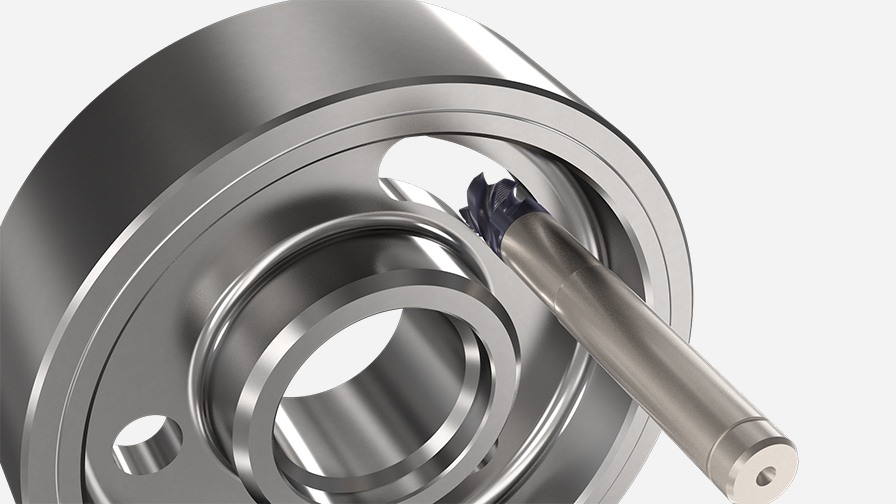
工藝 3:精銑槽
好處
- 粗切削刃具有波浪形粗加工切削刃,同時具有比精加工切削刃更小的外徑。該規格允許獲得與方立銑刀相當的精加工表面,同時由於粗加工立銑刀的抗振性能而保持高生產率。
- 由於頭部可互換性,大大減少了機器停機時間。無需調整突起或類似任務,因為只需要更換頭部。
- 錐度和端面的雙面約束,保持高再現性和精度。


工藝 4:完成倒角
好處
- 除了表面倒角外,還應用能夠進行反向倒角的 VCW 頭。這允許使用相同的刀具加工正面和背面,有助於刀具整合。
- 由於頭部可互換性,大大減少了機器停機時間。無需調整突起或類似任務,因為只需要更換頭部。
- 錐度和端面的雙面約束,保持高再現性和精度。



更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統