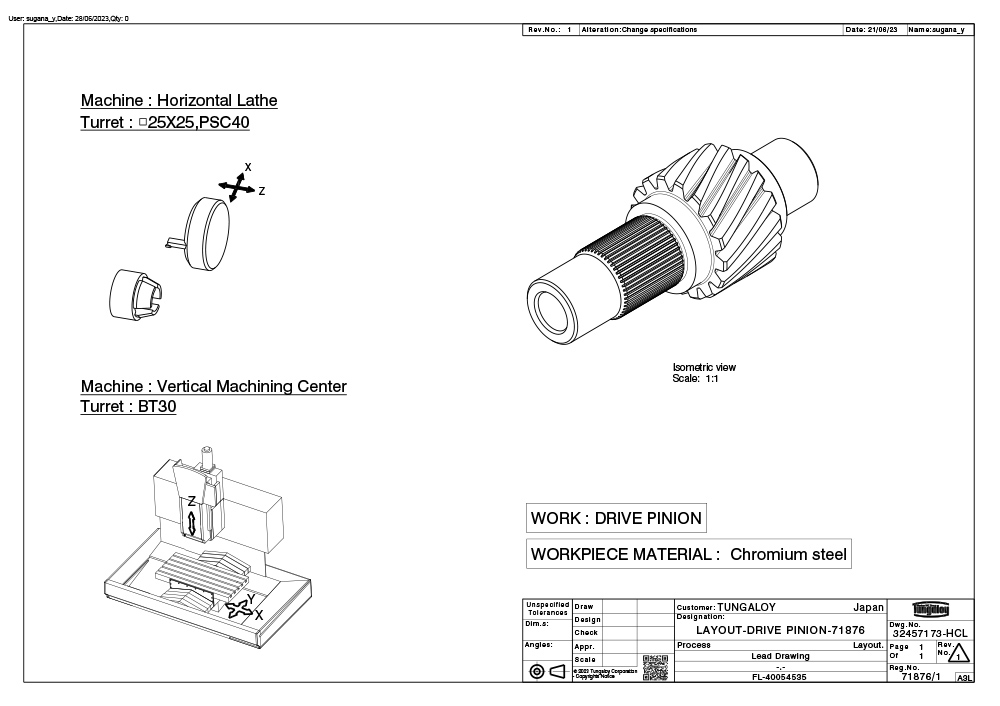
汽車 – 驅動小齒輪
汽車驅動小齒輪 是從發動機接收動力以驅動車輪、控制速度和扭矩並支援車輛的動力傳輸和駕駛性能的部件。作為車輛動力總成的一部分,它在提供適當的駕駛特性方面發揮著至關重要的作用,是汽車動力傳輸系統的核心元件。由於在汽車驅動齒輪中使用低碳鋼(如 SCr420、SCM415),在晶片處理方面難以管理,因此在很多情況下存在晶元處理問題。後硬化加工也是必要的,因此使用高效且經濟的 CBN 刀片是一個重要點。泰珂洛憑藉其專有技術,提供全面的解決方案,以解決軸類加工難題,例如“深孔加工”、“改善切屑處理”和“高效利用 CBN 刀片”。

工具概念
- 使用能夠進行一次性加工的刀具無需導向孔,即使在深孔加工中也是如此,從而顯著縮短了加工時間。
- 通過使用 AddMultiTurn 技術進行高進給精銑,實現高效加工。
- 使用 TungCap 工具最大限度地減少機器停機時間,以提高性能和可靠性。
- 通過在後硬化工藝中應用硬車削來提高加工效率並降低生產成本,無需磨削。
特色工藝
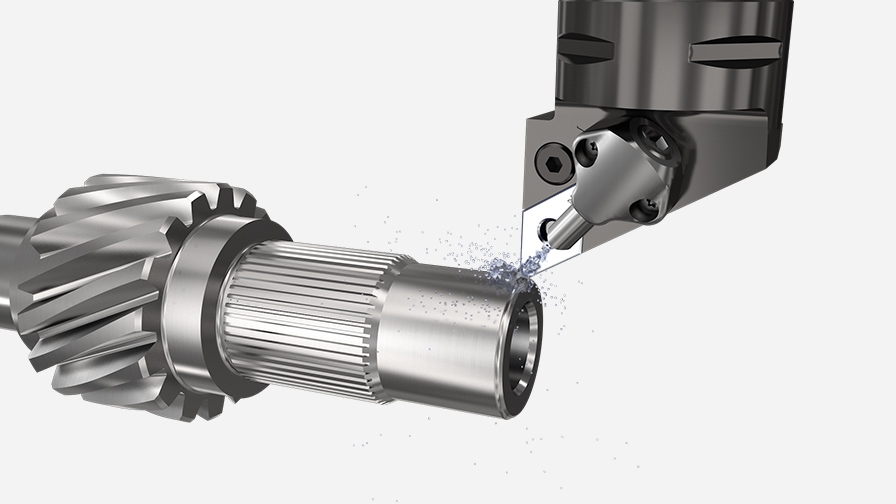
工藝 1:面銑
好處
- 對弱夾緊的鍛造件進行操作。
- 切割角度為 70° 的銑刀:
- 平衡主力和反力的理想角度。
- 提供穩定性和可靠的控制,尤其是在鍛造材料夾緊力不穩定的情況下。
- 鋒利的切削刃和大前角降低了切削阻力。
- 高車身剛度設計和多槽相容性。
- 實現高效加工。



過程 2:鑽孔
好處
- 快速居中形狀和雙邊距穩定了頭部行為,實現了出色的表面粗糙度和直線度。
- 快速更換刀頭有助於顯著減少機器停機時間。
- 兩個扭曲的冷卻液孔確保切削刃的出色冷卻和高效的排屑。



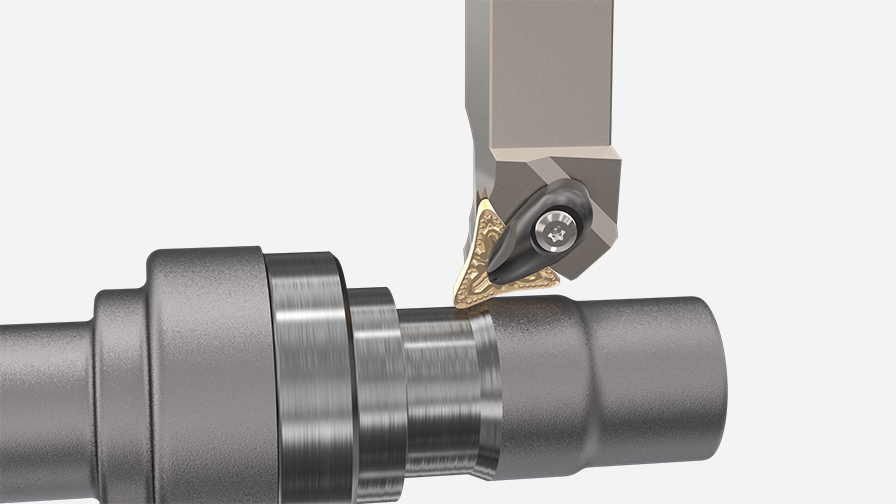
工藝 3:粗車外圓車削
好處
- 帶后車削的高進給邊緣槽型可實現高效加工,在車削工序中比傳統 ISO 刀具高出約 200%。
- 背車可有效減少階梯軸加工中常見的迴環形狀毛刺的發生。
- Y-PRISM 刀片夾緊系統以其獨特性和堅固性而聞名,可確保出色的夾緊剛度。此功能可實現穩定的多向加工,並有助於實現高效加工。
![]()

6C-TOMG-TM
- 經濟實惠,採用雙面 6 角規格。
- 80° 刀尖角類型,適用於從半切削到粗切削操作。
- T9215 材質可確保在鋼件車削工序中具有出色的耐磨性和抗崩損性,從而提供出色的性能。

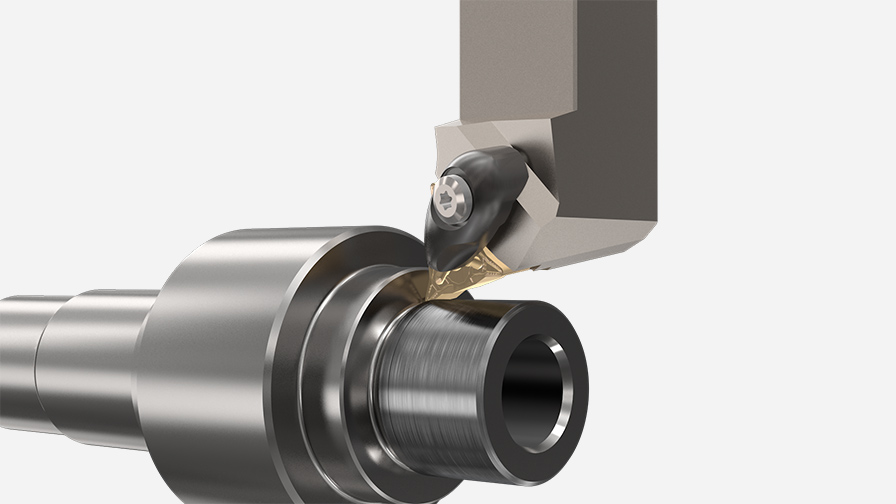
工藝 4:完成外圓車削
好處
- 帶后車削的高進給邊緣槽型可實現高效加工,在車削工序中比傳統 ISO 刀具高出約 200%。
- 背車可有效減少階梯軸加工中常見的迴環形狀毛刺的發生。
- Y-PRISM 刀片夾緊系統以其獨特性和堅固性而聞名,可確保出色的夾緊剛度。此功能可實現穩定的多向加工,並有助於實現高效加工。
![]()

6V-TOMG-TSF
- 經濟實惠,採用雙面 6 角規格。
- 35° 刀尖角類型,針對精加工操作進行了優化。
- T9215 材質可確保在鋼件車削工序中具有出色的耐磨性和抗崩損性,從而提供出色的性能。
工序 5:完成外圓車削 (Hard Turning)
好處
- WavyJoint 刀片具有較大的釺焊接觸面積,可有效消散切削過程中切削刃處產生的熱量,降低切削刃溫度並抑制月牙窪磨損。
- TungTurn-Jet刀柄通過其冷卻效果進一步降低了邊緣溫度。刀片和刀柄的組合顯著提高了使用壽命。
- WavyJoint 嵌件擁有較大的釺焊接觸面積,可實現高釺焊強度。這種設計確保了卓越的可靠性,即使在間歇切削操作中也是如此。




更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統