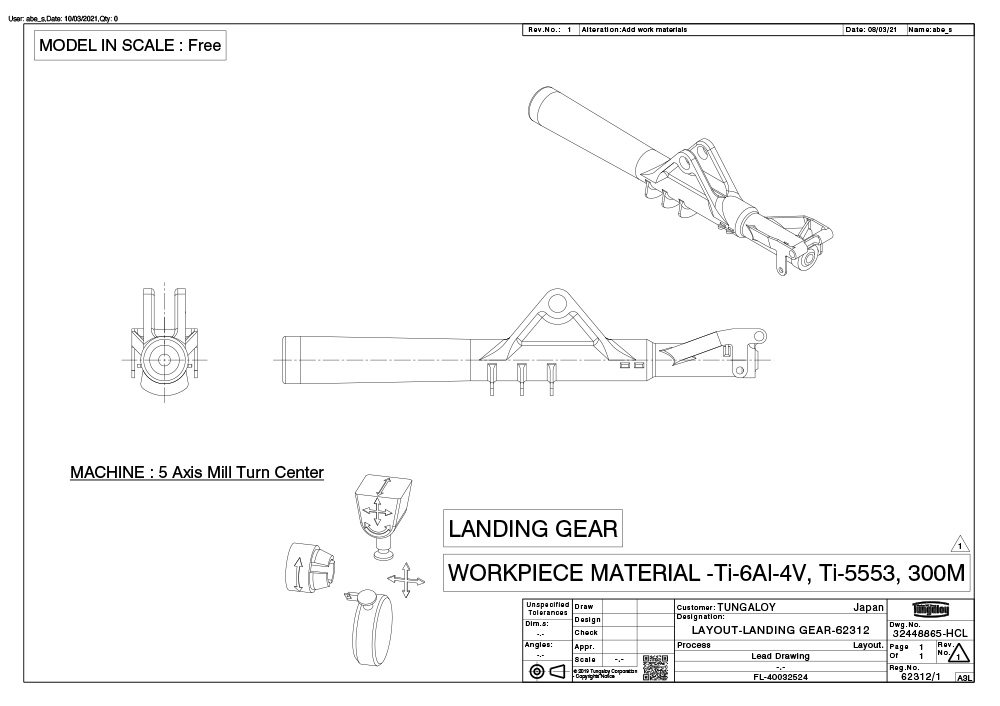
航空航太 – 起落架
起落架 是支撐飛機機身的設備,由輪子和減震器組成。用於起落架的材料需要剛性以承受著陸時的衝擊,並且重量輕以提高燃油效率。起落架的典型材料是鈦合金,具有優異的比強度和優異的耐腐蝕性,以及特殊的沉澱硬化不鏽鋼,具有優越的韌性、強度和科學穩定性。這些材料在加工方面非常困難,是許多機械車間的瓶頸。泰珂洛提供最佳的切削刃形狀,以減少切削阻力,併為難以切割的材料提供有效的解決方案。

工具概念
- 提高生產率並抑制顫振
- 選擇多功能刀具,例如高進給銑刀,可最大限度地提高 5 軸機床的性能
- 採用具有堅固切削刃的高進給車刀,實現粗車加工的高生產率和可靠性改進
- 防止振顫,在深孔內圓車削工藝中提供高生產率
- 採用高壓冷卻液支架,可有效延長難切削材料的使用壽命
特色工藝
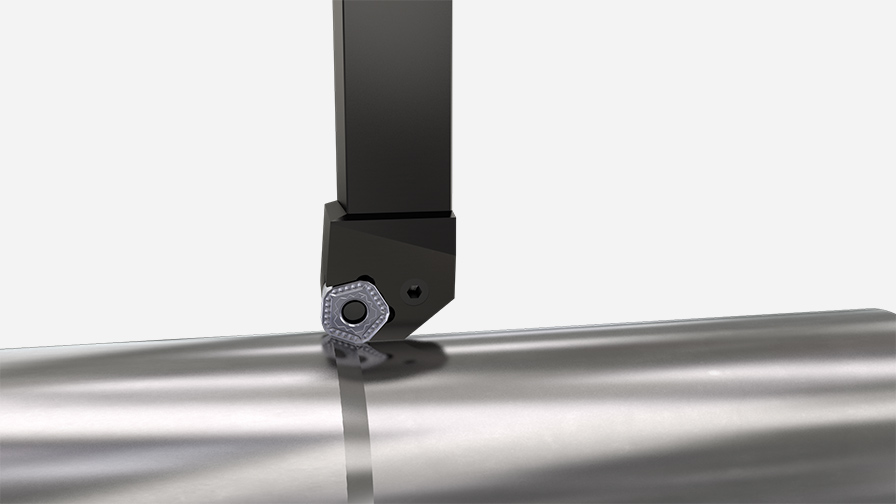
工藝 1:粗車外圓車削
好處
- 由於採用小主偏角設計,可減小切屑厚度,從而允許高進給率
- 由於具有10個切削刃的雙面刀片,因此成本效益高
- 槓桿鎖定夾緊系統和鴿子尾刀片形狀的組合可實現平穩的排屑和高夾緊剛度


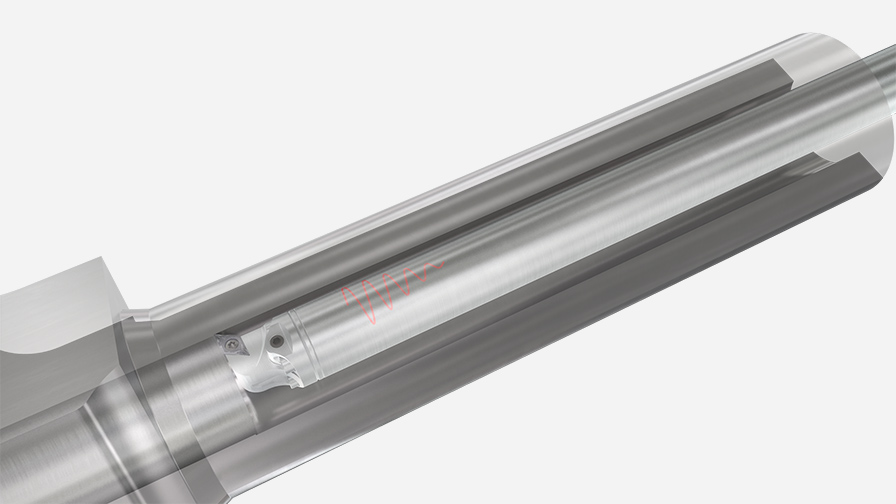
工藝 2:完成長懸伸內圓車削
好處
- 由於創新的防振系統,實現穩定的工藝,無顫振
- 改善了由於內冷卻液孔引起的排屑
- 各種類型的刀頭和最新的刀片可以安裝在鏜杆上


工藝 3:使用高進給銑刀進行粗銑
好處
- 小主偏角設計減小了切屑厚度,並延長了難切削材料的刀具壽命
- 大前角降低了切削力,並允許應用更高的進給率



工藝 4:高 D.O.C 的粗銑壁
好處
- 高 D.O.C 銑削方法顯著提高了壁銑的生產率
- 鋸齒狀切削刃可防止顫振,即使在經常發生顫振的高 D.O.C 條件下也能實現穩定的銑削



工藝 5:長懸伸槽銑
好處
- 由於採用高傾斜螺旋刃設計,切削力降低
- 傾斜螺旋刃和寬排屑槽設計提高了排屑性能,即使在經常出現咬屑問題的深槽情況下也能保證穩定的銑槽
- 由於採用雙面 4 刃刀片,因此經濟實惠
- DoTwistBall 刀片和夾緊設計可防止刀片旋轉,這是普通圓刀片銑刀提供穩定銑削過程的問題




