

阵容丰富的可转位式钻头满足各种钻孔加工
钻体内扭曲的冷却孔实现了优秀的排屑和表面精度

应用 & 特点
应用


特点
1. 钻头丰富的阵容适用于各种钻孔加工
- 钻头直径: ø12.5 – ø 54.0 mm
- L/D = 2, 3, 4, 5

丰富的断屑槽和材质实现高通用性。
2. 优秀的排屑
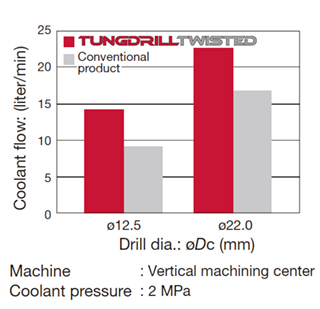
冷却孔增加了1.5倍的冷却液流量,提高了排屑,实现了优秀的表面精度。
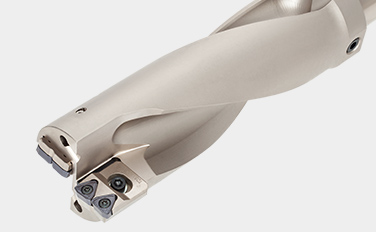
3. TungDrillBig
带可调节刀夹的钻体,覆盖孔直径范围:øDc: ø55 mm – ø80 mm, L/D = 2.5

-
高刚性钻体和优化的刀片定位
为高精度孔加工提供了良好的平衡切削力和稳定的加工条件。

-
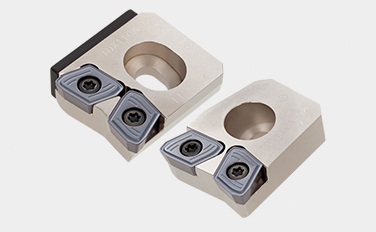
可调节刀具直径
TungDrillBig拥有5种钻体尺寸,可容纳从55 mm到80 mm一系列直径范围的设置平板。

-
多种选项的设计
相同钻体上可以分别安装TDX和TDS型刀夹。
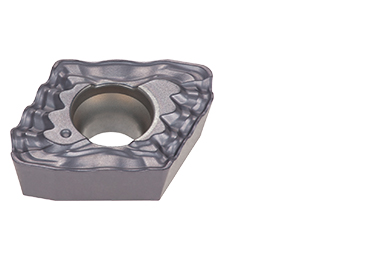
刀片 & 材质
刀片

主要材质
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T1115
![]()
- K10 – K25
- High wear resistance
- Suitable for milling cast iron
AH7020
![]()
![]()
- Wear-resistant grade that enables high speed machining in steel and cast iron. Improved machining efficiency with no compromise on tool life.
AH7030
![]()
![]()
![]()
![]()
![]()
- First-choice grade in all material groups.Extremely fracture resistant, the grade provides predictability in unstable drilling applications that might, otherwise, induce edge chipping.
AH6030
![]()
![]()
- M25 – M35 / S15 – S30
- 高抗崩损性
- 适用于钢和耐热合金一般条件下的加工
AH9030
![]()
![]()
- P15 – P35 / K10 – K25
- 高耐磨性
- 适用于钢和铸铁的高速加工
钻体 & 相关刀具



实际案例
案例 #1
汽车行业
| 零件: | 小齿轮 |
| 材料: | SCM435 / 34CrMo4 |
| 钻头: | TDX185F25-2 |
| 刀片: | XPMT06X308R-DW |
| 材质: | AH9030 |
| 加工条件: | Vc = 160 (m/min) f = 0.11 (mm/rev) Vf = 300 (mm/min) H = 18 (mm) 冷却方式: 冷却液 机床: 数控车床 |

案例 #2
汽车行业
| 零件: | 轭 |
| 材料: | S33C |
| 钻头: | TDX200F25-3 |
| 刀片: | XPMT06X308R-DJ |
| 材质: | AH725 |
| 加工条件: | Vc = 138 (m/min) f = 0.06 (mm/rev) Vf = 132 (mm/min) H = 25 (mm) 冷却方式: 冷却液 机床: 非标机床 |

案例 #3
汽车行业
| 零件: | 连杆 |
| 材料: | S55C |
| 钻头: | TDX200F25-3 |
| 刀片: | XPMT06X308R-DW |
| 材质: | AH725 |
| 加工条件: | Vc = 90 (m/min) f = 0.06 (mm/rev) Vf = 86 (mm/min) H = 22 (mm) 冷却方式: 冷却液 机床: 非标机床 |

标准加工条件
Recommended insert
| ISO | Workpiece material | First choice | Wear resistance | Chip control |
|---|---|---|---|---|
 |
Low carbon steel (C ≤ 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| Carbon steel (C > 0.3%), Low alloy steel, Alloy steel |
DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
Stainless steel | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
Grey cast irons | DJ AH7020 | DJ T1115 | – |
| Ductile cast irons | DJ AH7030 | DJ AH7020 | – | |
 |
Aluminium alloy | DJ AH725 | – | DG AH725 |
 |
Heat-resistant alloys, Titanium alloys |
DJ AH7030 | DJ AH7020 | – |
 |
Hardened steel | DJ AH7030 | DJ AH7020 | – |
Standard cutting conditions
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| Low alloy steels SCM415, etc. |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
Stainless steels (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Martensitic and ferritic) SUS430, SUS416, etc. X6Cr17, X20Cr13, etc. |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Stainless steels (Precipitation hardening) SUS630, etc. X5CrNiCuNb16-4, etc. |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
Grey cast irons FC250, etc., 250, etc. |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| Ductile cast irons FCD700, etc., 600-3, etc. |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
Aluminium alloy A2017, ADC12, etc. AlCu4SiMg, AlSi11Cu3, etc. |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
Hardened steel | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
Standard cutting conditions for DG Chipbreaker
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Series L/D |
Feed: f (mm/rev) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.