Onderdruk trillingen en verleg de grenzen. Voorbewerken en nabewerken in één gereedschap — Combinatie vingerfrees

Trillingen bij slotting, ruwe oppervlakken van voorbewerkingsfrezen, het gedoe van het wisselen van gereedschap tussen voor- en nabewerken — Tungaloy’s unieke Combination Edge-ontwerp pakt al deze uitdagingen op de werkvloer aan. Met zijn gepatenteerde snijkantgeometrie die golfvormige en rechte snijkanten combineert — niet verkrijgbaar bij concurrenten — onderdrukt het trillingen terwijl het alles van voorbewerken tot nabewerken afhandelt met één enkel gereedschap. De VEE-C met verwisselbare kop en de volhardmetaal FinishMeister — een productassortiment met 2 lijnen — dekken elke application. Dit artikel biedt een grondige analyse van de mogelijkheden van de Combination Edge, ondersteund door interne testgegevens en 5 praktijkcases van gebruikers.
Wat je in dit artikel zult leren
- De grootste uitdaging bij vingerfrezen is “trilling” — wat de praktijkgegevens onthullen
- De sleutel tot de oplossing: Wat is de Combination Edge?
- Vergelijking van meetgegevens — waarom het uitblinkt in slotting, shoulder milling en nabewerken
- Prestaties in de praktijk: praktijkcases van gebruikers (5 succesverhalen + gepubliceerde case)
- Samenvatting — Onderdruk trillingen en ga door naar de volgende snede
1. De grootste uitdaging bij vingerfrezen is “trilling” — Wat de praktijkgegevens onthullen
Wat is de uitdaging waar de meeste werkplaatsen tegenwoordig mee worstelen bij vingerfrezen?
Het antwoord wordt duidelijk getoond in een enquête die Tungaloy in 2023 hield tijdens een seminar over shoulder milling.
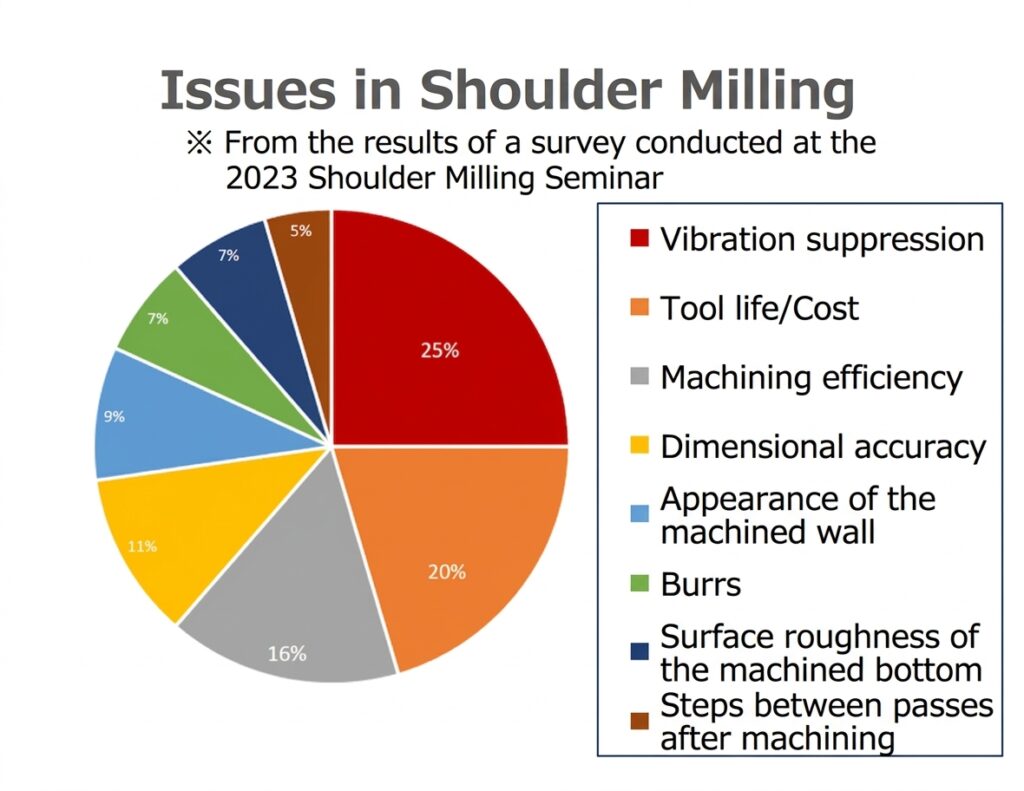
| Rang | Uitdaging | Percentage |
|---|---|---|
| 1e | Onderdrukken van trillingen | 25% |
| 2e | Levensduur gereedschap / Kosten | 20% |
| 3e | Verspaningsefficiëntie | 16% |
| 4e | Maatnauwkeurigheid | 11% |
| 5e | Uiterlijk van het wandvlak | 9% |
| 6e | Bramen | 7% |
| 7e | Ruwheid van het bodemvlak | 7% |
| 8e | Overgangen tussen bewerkingsstappen | 5% |
1 op de 4 respondenten noemde het “onderdrukken van trillingen” als hun grootste uitdaging. Het staat stevig op de 1e plaats, vóór “levensduur gereedschap/kosten” (2e) en “verspaningsefficiëntie” (3e).
Deze enquête ging over shoulder milling, maar bij slotting is de situatie nog lastiger. Slotting heeft structurele factoren waardoor trillingen waarschijnlijker zijn dan bij shoulder milling.
- Hoog aantal actieve flutes — Door het maximale aantal gelijktijdige snijkanten is de snijweerstand veel hoger dan bij shoulder milling
- Moeilijke spaanafvoer — Chips hopen zich vaak op onderin de sleuf, met risico op hersnijden, hitteopbouw en schade
- Versterking van trillingen — Volledige omtreksingrijping + lange uitsteeklengte maakt trillingen nog waarschijnlijker
- Risico op breuk — In diepe sleuven (1×D of meer) neemt de gereedschapsbuiging toe, wat direct tot breuk kan leiden
Ondertussen grijpen veel werkplaatsen standaard naar “de gebruikelijke universele 4-snijder vingerfrees.” Volgens verkoopgegevens van Tungaloy (2022–2025) maken 4-snijder vingerfrezen 84% uit van het gebruik van vingerfrezen op basis van het aantal flutes. Hoewel ze bijna uitsluitend worden gekozen vanwege hun veelzijdigheid, zijn 4-snijder vingerfrezen niet specifiek ontworpen voor het onderdrukken van trillingen.
Hoe kun je trillingen onderdrukken en tegelijkertijd efficiëntie en stabiliteit bereiken bij slotting? Het antwoord is de Combination Edge.
2. De sleutel tot de oplossing: Wat is de Combination Edge?
Structuur van de Combination Edge
De Combination Edge in FinishMeister- en VEE-C-koppen is een gepatenteerde snijkantgeometrie waarbij golfvormige snijkanten en rechte snijkanten afwisselend zijn gerangschikt.
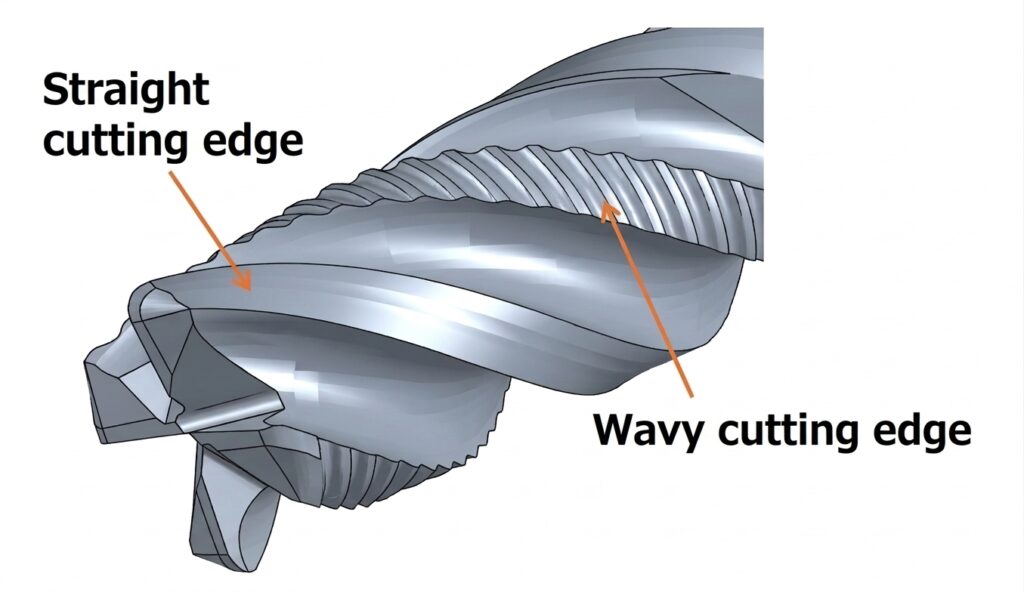
Deze structuur heeft twee verschillende rollen:
- Golfvormige snijkanten — Verdelen de contactlengte van de snijkant om de snijweerstand te verminderen. Onderdrukken trillingen
- Rechte snijkanten — Gladstrijken van het oppervlak dat door de golfvormige kanten is achtergelaten, waardoor de ruwe textuur die typisch is voor voorbewerkingsfrezen wordt geëlimineerd. Garanderen de kwaliteit van de oppervlakteafwerking
Met andere woorden, één enkel gereedschap bereikt tegelijkertijd “verminderde weerstand bij het voorbewerken” en “gegarandeerde kwaliteit van de oppervlakteafwerking.”
Hoe het verschilt van andere snijkanttypes
| Snijkanttype | Trillingsonderdrukking | Oppervlaktekwaliteit | Toepassingsbereik | Opmerkingen |
|---|---|---|---|---|
| Universele 4-snijder (ongelijke spoed/spiraalhoek) | △ | ○ | Algemeen gebruik (slotting, shoulder milling) | Risico op breuk in diepe sleuven |
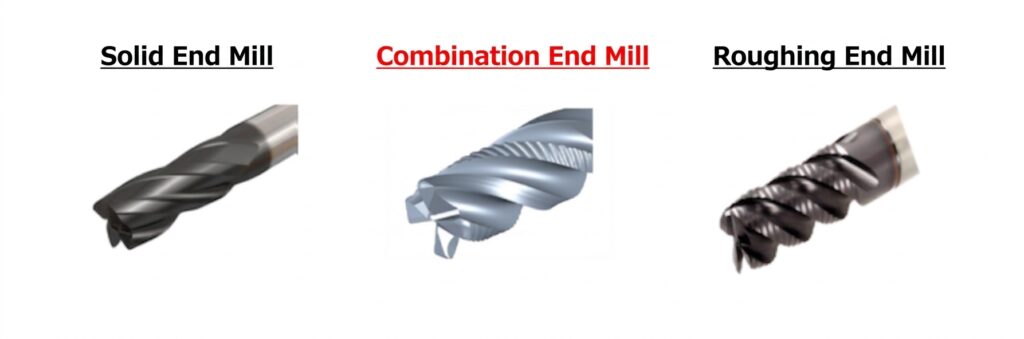
| Voorbewerken | ◎ | × | Alle voorbewerkingsbewerkingen | Ruw oppervlak vereist apart nabewerkingsgereedschap |
| Combinatie | ○ | ○ | Slotting tot shoulder milling (voor- + nabewerken) | Voor- tot nabewerken in één gereedschap |
PUNT
Een unieke snijkantgeometrie die alleen verkrijgbaar is bij Tungaloy — Productassortiment met 2 lijnen
De Combination Edge levert een trillingsonderdrukking die vergelijkbaar is met die van voorbewerkingsfrezen, terwijl een oppervlaktekwaliteit wordt bereikt die dicht bij die van universele 4-snijder vingerfrezen ligt. Deze combinatie bestaat niet bij producten van concurrenten — het is een snijkantgeometrie die alleen Tungaloy kan bieden.
Combination Edge — 2 productlijnen
Tungaloy biedt de Combination Edge aan in 2 productseries. Kies de optimale lijn op basis van bewerkingscondities, kosten en toepassingseisen.
| Product | Type | Gereedschapsdiameter | Kenmerken & Toepassingen | |
|---|---|---|---|---|
 |
VEE-C | Verwisselbare kop (TungMeister) |
φ10–φ25 | Kopvervanging verlaagt de operationele kosten. Compatibel met schachten met hoge stijfheid voor machines met lage stijfheid |
 |
FinishMeister | Volhardmetaal | φ6–φ20 | Verkrijgbaar vanaf kleine diameters. Bewezen staat van dienst op multitaskingmachines en bij toepassingen met een lange uitsteeklengte. Gepubliceerde praktijkcase bij Kondo Iron Works |
Beide delen dezelfde Combination Edge-ontwerpfilosofie (afwisselend golfvormige + rechte snijkanten). Hoewel de gegevens en praktijkcases in dit artikel zich voornamelijk richten op VEE-C, levert de Combination Edge even effectieve resultaten met FinishMeister.
3. Vergelijking van meetgegevens — Waarom het uitblinkt in slotting, shoulder milling en nabewerken
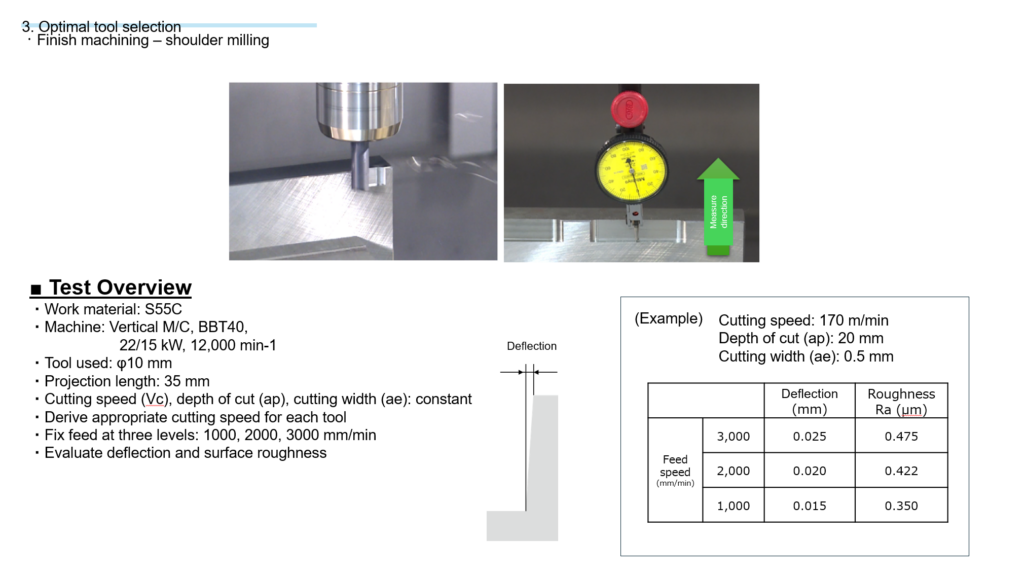
Vanaf hier verifiëren we de prestaties van de Combination Edge op drie assen — slotting, shoulder milling en nabewerken — aan de hand van gegevens uit uitgebreide snijtests die intern bij Tungaloy zijn uitgevoerd.
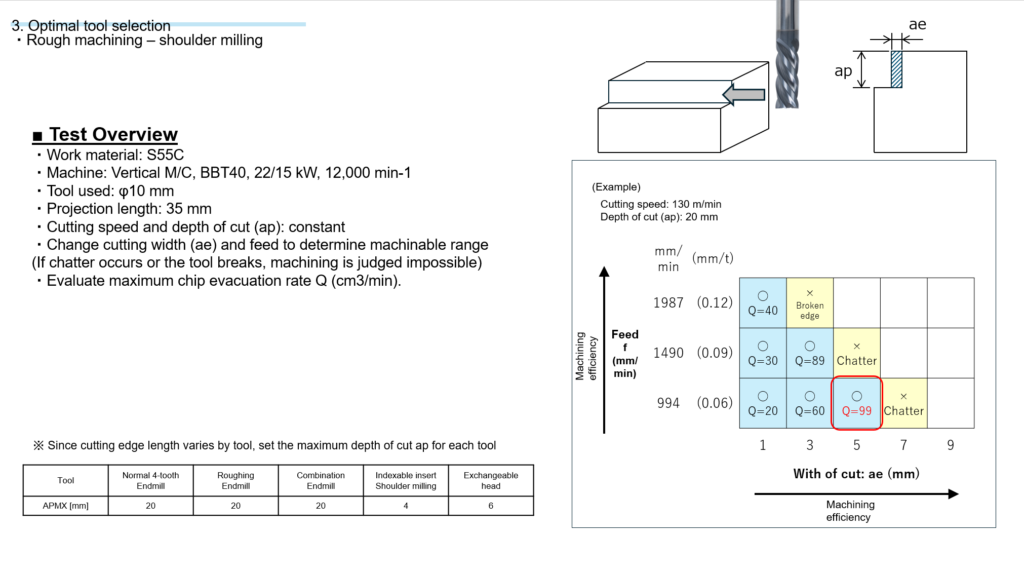
Testoverzicht
| Materiaal werkstuk | S55C |
|---|---|
| Machine | Vertical machining center BBT40 (22/15kW, 12.000 min⁻¹) |
| Gereedschapsdiameter | φ10mm |
| Uitsteeklengte | 35mm (L/D=3,5) |
| Snijsnelheid | Vc = 100 m/min *Geëvalueerd bij een snelheid die gevoelig is voor trillingen voor beoordelingsdoeleinden |
① Slotting — Overweldigende efficiëntie in diepe sleuven
Bij slotting grijpt de snijkant over de volledige omtrek in het werkstuk, wat resulteert in een hoge snijweerstand en risico’s op trillingen/breuk die veel groter zijn dan bij shoulder milling. Deze veeleisende omgeving is precies waar de golfvormige snijkanten van de Combination Edge het grootste effect op de verdeling van de snijweerstand leveren.
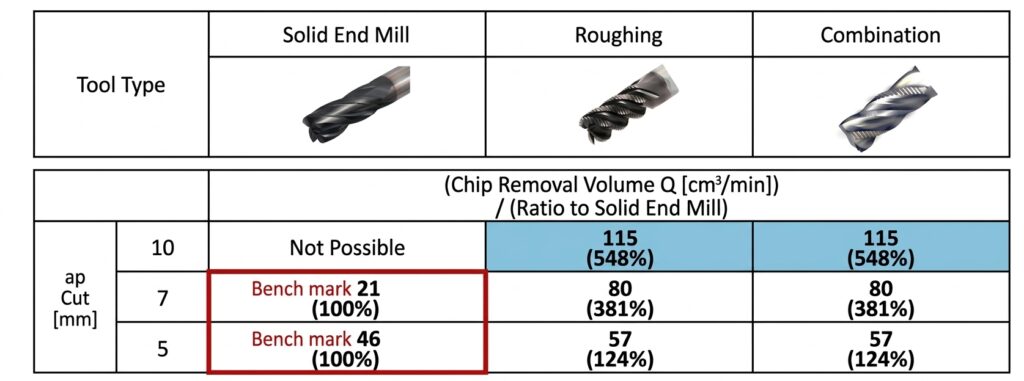
Belangrijkste gegevens
548% t.o.v. universele 4-snijder bij 1×D diepe sleuf
Bij ap=10mm (sleufdiepte 1×D) was de universele 4-snijder niet in staat om te verspanen. De Combination Edge bereikte een 548% hogere spaanverwijderingssnelheid t.o.v. de universele 4-snijder. In dit bereik van diepe sleuven — waar hogevoedgereedschappen en types met wisselplaten niet kunnen werken — maakt alleen de Combination Edge stabiele bewerking mogelijk.
Waarom is het sterk in diepe sleuven? — De golfvormige snijkanten verdelen de contactlengte per flute, waardoor de scherpe toename van de snijweerstand door de volledige omtreksingrijping wordt getemperd. Dit onderdrukt trillingen, waardoor de bewerking kan worden voortgezet zonder breuk, zelfs op dieptes die een universele 4-snijder niet aankan.
② Shoulder Milling — Minder trillingen betekent dat je harder kunt pushen
Zoals geïntroduceerd in Sectie 1, is de grootste uitdaging bij shoulder milling het “onderdrukken van trillingen” (25%). De Combination Edge levert zowel trillingsonderdrukking als een hoge efficiëntie, ook bij shoulder milling.
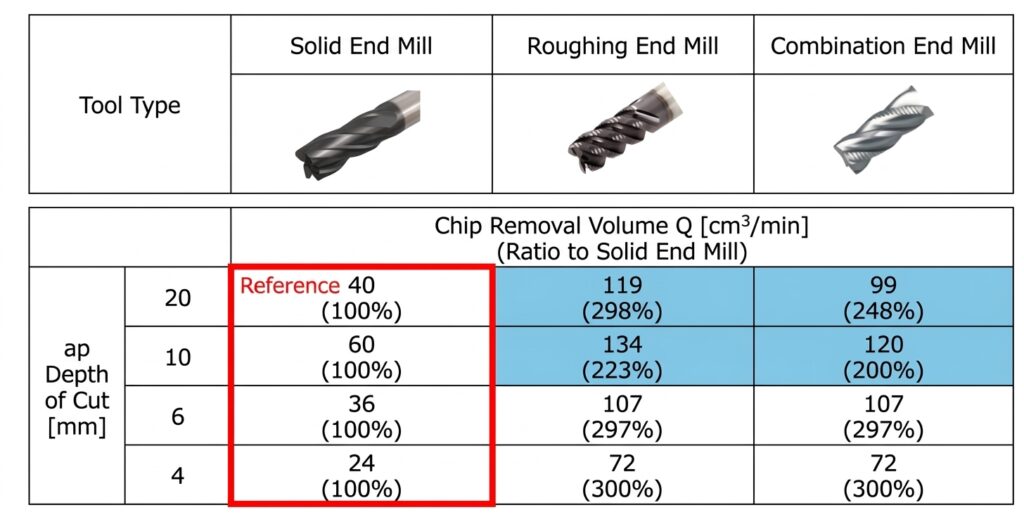
Drie belangrijke conclusies uit deze gegevens:
Punt 1: Bij ap≤6mm, volledig gelijke efficiëntie als voorbewerkingsfrezen
In het bereik ap=4–6mm — de meest gebruikte snijdiepte bij daadwerkelijke shoulder milling — bereikt de Combination Edge een vrijwel identieke spaanverwijderingssnelheid als voorbewerkingsfrezen. Vergeleken met de universele 4-snijder, tot wel 300% (3×). In dit bereik is Combinatie = Voorbewerken wat betreft efficiëntie.
Punt 2: Zelfs bij diepe sneden van ap=10–20mm, 2–2,5× t.o.v. universele 4-snijder
Zelfs bij diepe shoulder milling op ap=20mm bereikt de Combination Edge 248% t.o.v. de universele 4-snijder. Hoewel het niet tipt aan voorbewerkingsfrezen, behoudt het de op één na hoogste efficiëntie. Bovendien, aangezien voorbewerkingsfrezen niet de hieronder besproken afwerkingskwaliteit kunnen leveren, wint de Combination Edge vaak in totale procesefficiëntie wanneer nabewerken wordt meegerekend.
Punt 3: Minder trillingen betekent dat je de “condities harder kunt pushen”
De golfvormige snijkanten van de Combination Edge verdelen ook de contactlengte van de snijkant bij shoulder milling, waardoor de snijweerstand afneemt. Dit onderdrukt trillingen, waardoor het gemakkelijker wordt om Vc en fz te verhogen. Naast de efficiëntieverschillen die in de gegevens worden getoond, is dit een groot voordeel vanuit het perspectief van “kun je de condities op de werkvloer daadwerkelijk verhogen?”
In feite werden in praktijkcase 3 (SS400, BT40), bij het vervangen van een voorbewerkingsfrees door VEE-C, de condities verhoogd — Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — wat resulteerde in 1,5× efficiëntie en 1,7× levensduur. “Het trilt niet, dus je kunt harder pushen” — dit is wat gebruikers op de werkvloer ervaren.
Samenvatting Shoulder Milling
Tot 3× efficiëntie t.o.v. universele 4-snijder
De Combination Edge levert tot 3× efficiëntie t.o.v. de universele 4-snijder bij shoulder milling. Bij ap≤6mm is het volledig gelijkwaardig aan voorbewerkingsfrezen. Bovendien creëert het trillingsonderdrukkende effect ruimte om de snijcondities te verhogen, wat in de praktijk efficiëntiewinst oplevert die verder gaat dan wat de gegevens alleen suggereren.
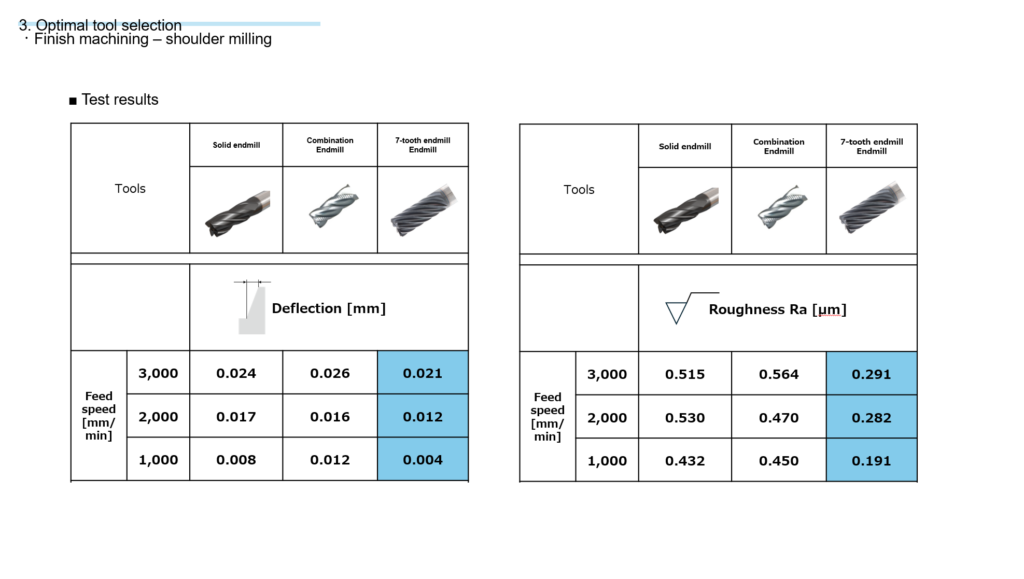
③ Nabewerken — Bewezen oppervlaktekwaliteit gelijk aan universele 4-snijder
“Ik begrijp dat het bestand is tegen trillingen en efficiënt is bij het voorbewerken. Maar kan de Combination Edge echt een goede afwerking leveren?” — Dit is de meest gestelde vraag.
Het korte antwoord is: de Combination Edge bereikt een kwaliteit van de oppervlakteafwerking die vrijwel gelijk is aan die van een universele 4-snijder. Bekijk de gegevens over wandbuiging en oppervlakteruwheid Ra gemeten in seminartests.
Vergelijking wandbuiging [mm]
| Voeding | Universele 4-snijder | Combinatie | Verschil | 7-snijder (referentie) |
|---|---|---|---|---|
| 3.000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1.000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Vergelijking oppervlakteruwheid Ra [μm]
| Voeding | Universele 4-snijder | Combinatie | Verschil | 7-snijder (referentie) |
|---|---|---|---|---|
| 3.000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1.000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Dit zijn de belangrijkste conclusies uit de gegevens:
① Verschillen in buiging en Ra t.o.v. universele 4-snijder zijn minimaal
Het maximale verschil in buiging is 0,004 mm en het maximale verschil in Ra is 0,049 μm. Beide zijn geen significante verschillen voor praktische bewerkingsdoeleinden. Bij een voeding van 2.000 mm/min presteerde de Combination Edge zelfs beter dan de 4-snijder (lagere waarden) in zowel buiging als Ra.
② Een compleet ander afwerkingsniveau vergeleken met voorbewerkingsfrezen
Voorbewerkingsfrezen bestaan volledig uit golfvormige snijkanten, waardoor onregelmatigheden in het oppervlak achterblijven die een aparte nabewerking vereisen. De rechte snijkanten van de Combination Edge maken het oppervlak glad, waardoor een afwerkingskwaliteit wordt bereikt die totaal anders is dan die van voorbewerkingsfrezen. Dit is de directe reden waarom “voor- en nabewerken in één gereedschap” mogelijk is.
③ Kan niet tippen aan een specifiek 7-snijder nabewerkingsgereedschap, maar de toepassing is anders
Voor uiterst nauwkeurige nabewerking waarbij een Ra in het bereik van 0,2 μm vereist is, is een 7-snijder gereedschap optimaal. Echter, voor typische nabewerkingstoleranties (rond Ra 0,5 μm) is de Combination Edge volledig capabel. Bovendien, aangezien de Combination Edge direct kan overgaan van voorbewerken naar nabewerken, komen gereedschapswissels en insteltijden te vervallen.
Samenvatting nabewerken
Kwaliteit van de oppervlakteafwerking gelijk aan universele 4-snijder
De oppervlakteafwerking van de Combination Edge is vergelijkbaar met die van de universele 4-snijder in zowel buiging als Ra. Het is niet zomaar “een gereedschap voor alleen voorbewerken” — de gegevens bewijzen dat het alles van voorbewerken tot nabewerken aankan met één enkel gereedschap. Voor algemene nabewerking rond Ra 0,5 μm is het niet nodig om van gereedschap te wisselen tussen voor- en nabewerken.
Samenvatting Sectie 3 — Veelzijdigheid die slotting, shoulder milling en nabewerken dekt
| Vergelijkingsas | t.o.v. universele 4-snijder | t.o.v. voorbewerkingsfrees |
|---|---|---|
| Efficiëntie slotting | Tot 5,5× (548%) | Gelijk of beter (superieur in diepe sleuven) |
| Efficiëntie shoulder milling | Tot 3× (300%) | Gelijk (ap≤6mm) |
| Trillingsonderdrukking | Overweldigend superieur | Gelijk (superieur bij slotting) |
| Oppervlaktekwaliteit | Gelijk (minimaal verschil in buiging/Ra) | Overweldigend superieur |
| Gereedschapsconsolidatie | — | Voor- + nabewerken in één gereedschap |
De Combination Edge is niet “een gereedschap voor alleen slotting.” Overweldigende efficiëntie bij slotting, hoge efficiëntie met trillingsonderdrukking bij shoulder milling en een oppervlakteafwerking gelijk aan de universele 4-snijder — het is de enige snijkantgeometrie die hoge prestaties levert op alle drie de assen.
4. Prestaties in de praktijk: praktijkcases van gebruikers (5 succesverhalen + gepubliceerde case)
Naast interne testgegevens hebben alle 5 praktijkevaluaties door gebruikers geresulteerd in een positieve beoordeling. We presenteren praktijkcases van zowel VEE-C (verwisselbare kop) als FinishMeister (volhardmetaal).
Overzicht praktijkcases
| # | Product | Bewerkingsmethode | Materiaal werkstuk | Gereedschapsdia. | Machine | Efficiëntieratio | Levensduurratio gereedschap |
|---|---|---|---|---|---|---|---|
| Case 1 | FinishMeister | Shoulder milling (klep) | SUS316 | φ12 | Multitaskingmachine | 3× | 15× |
| Case 2 | FinishMeister | Shoulder milling (zuiger) | FCD500 | φ25 | Groot horizontaal M/C / HSK100 | 3× | Gelijk |
| Case 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | Verticaal M/C / BT40 | 1,5× | 1,7× |
| Case 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | Verticaal M/C / BT50 | 2× | 2× |
| Case 5 | VEE-C | Slotting | SUS430F | φ10 | Verticaal M/C / BT30 | 2,8× | Gelijk |
Hoogtepunt
Positieve beoordelingen voor zowel VEE-C als FinishMeister
Of het nu gaat om een verwisselbare kop of volhardmetaal, de effectiviteit van de Combination Edge is bewezen. Met een tot 3× hogere efficiëntie en een tot 15× langere levensduur van het gereedschap worden aanzienlijke verbeteringen bereikt, ongeacht het producttype.
Praktijkcases FinishMeister
Case 1 SUS316 klepbewerking: 3× efficiëntie, 15× levensduur gereedschap
Bewerkingsdetails
- Bewerkingsmethode: Shoulder milling (buitendiameter klep)
- Materiaal werkstuk: SUS316 (roestvrij staal)
- Gereedschapsdiameter: φ12
- Machine: Multitaskingmachine
- Industrie: Automotive
Uitdagingen
- Lage stijfheid van de werkstukopspanning verhinderde draaien; voorheen bewerkt met een volhardmetaal 4-snijder vingerfrees
- Productiviteit stagneerde. Korte levensduur van het gereedschap met trillingen naarmate de slijtage vorderde
Verbetering met FinishMeister
- Gebruikt gereedschap: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0,06 mm/z, ap=5 mm, ae: 1→2 mm — condities verhoogd
- MRR: 1,27 → 3,82 cm³/min (3× efficiëntie)
- Snijlengte: 0,3 → 4,5 m (15× levensduur gereedschap)
- Golfvormige snijkanten verminderden de snijweerstand, waardoor trillingen werden onderdrukt, zelfs naarmate de slijtage vorderde
PUNT
3× efficiëntie en 15× levensduur gereedschap — Grote verbetering
Zelfs in een omgeving met lage opspanstijfheid zorgden de eigenschappen van de Combination Edge voor een lage weerstand, wat leidde tot 3× efficiëntie en 15× levensduur van het gereedschap. Trillingen blijven onderdrukt, zelfs bij een hogere snijsnelheid, wat stabiele bewerking onder agressieve condities mogelijk maakt.
Case 2 FCD500 zuigerringbewerking: 3× efficiëntie + gereedschapsconsolidatie

Bewerkingsdetails
- Bewerkingsmethode: Shoulder milling (draai-frezen van de buitendiameter van de zuiger)
- Materiaal werkstuk: FCD500 (nodulair gietijzer)
- Gereedschapsdiameter: φ25
- Machine: Groot horizontaal bewerkingscentrum (#50 / HSK100)
- Industrie: Scheepsbouw
Uitdagingen
- Voorheen werden twee vingerfrezen gebruikt — één voor het voorbewerken en één voor het nabewerken
- Gedoe met gereedschapswissels en cyclustijd waren knelpunten
Verbetering met FinishMeister
- Gebruikt gereedschap: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0,07 mm/z, ap=30 mm, ae: 3→6 mm — condities verhoogd
- MRR: 25,35 → 77,01 cm³/min (3× efficiëntie)
- Levensduur gereedschap gelijk aan voorheen — geen problemen
- Voor- en nabewerken geconsolideerd in één enkele FinishMeister. Ingevoerd voor massaproductielijn
PUNT
3× efficiëntie + gereedschapsconsolidatie — Ingevoerd voor massaproductie
Geconsolideerd van een opstelling met 2 gereedschappen naar één enkele FinishMeister, met een 3× hogere efficiëntie. De levensduur van het gereedschap bleef gelijk, wat leidde tot invoering op de massaproductielijn.
Praktijkcases VEE-C
Case 3 Vervangen van voorbewerkingsfrees: 1,5× efficiëntie + gereedschapsconsolidatie
Bewerkingsdetails
- Bewerkingsmethode: Shoulder milling
- Materiaal werkstuk: SS400 (160HB)
- Gereedschapsdiameter: φ25
- Machine: Verticaal M/C / BT40
Uitdagingen
- Gebruikt momenteel een volhardmetaal voorbewerkingsfrees van een concurrent
- Volhardmetaal vingerfrees beperkt tot 20 mm snijdiepte. Schade aan de snijkant treedt op
- Afzonderlijke gereedschappen vereist voor voor- en nabewerken
Verbetering met VEE-C
- Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — condities verhoogd
- MRR: 61,12 → 91,67 cm³/min (ca. +50%)
- Levensduur kop: 3 onderdelen per kop → 5 onderdelen per kop (1,7×)
- Voor- + nabewerken geconsolideerd in één enkele VEE-C. Gereedschapswisseltijd ook verminderd
PUNT
1,5× efficiëntie + 1,7× levensduur gereedschap + gereedschapsconsolidatie
De voorbewerkingsfrees kon geen afwerkingskwaliteit leveren en vereiste een apart nabewerkingsgereedschap. VEE-C consolideerde voor- + nabewerken in één gereedschap, met tegelijkertijd 1,5× efficiëntie en 1,7× levensduur van het gereedschap.
Case 4 Geconsolideerd van 2 HSS-gereedschappen naar 1 VEE-C: 2× efficiëntie, 2× levensduur gereedschap

Bewerkingsdetails
- Bewerkingsmethode: Slotting
- Materiaal werkstuk: SKD11 (40HRC)
- Gereedschapsdiameter: φ12
- Machine: Verticaal M/C / BT50
Uitdagingen
- Gebruikt momenteel een opstelling met 2 HSS-gereedschappen: voorbewerkingsfrees + HSS nabewerkingsfrees
- Gedoe met gereedschapswissels en cyclustijd waren knelpunten
- HSS-gereedschappen beperken de bewerkingssnelheid
Verbetering met VEE-C
- Conditie B: Vc=40, ap=4, ae=12, fz=0,03 → MRR: 3,06 → 6,11 cm³/min (2×)
- 5 onderdelen per kop (2× levensduur gereedschap)
- Voor- en nabewerken geconsolideerd in één enkele VEE-C → Geen gereedschapswissels nodig
PUNT
2× efficiëntie, 2× levensduur gereedschap — Grote verbetering
Geconsolideerd van een opstelling met 2 HSS-gereedschappen naar één enkele VEE-C. 2× efficiëntie en 2× levensduur van het gereedschap — een grote verbetering. Stabiele bewerking, zelfs in SKD11 met een hoge hardheid van 40HRC.
Bron: TR78848
Case 5 Verdubbeling van de snijdiepte om de cyclustijd te verkorten

Bewerkingsdetails
- Bewerkingsmethode: Slotting & shoulder milling
- Materiaal werkstuk: SUS430F
- Gereedschapsdiameter: φ10
- Machine: Verticaal M/C / BT30
Uitdagingen
- Trillingen met de huidige volhardmetaal vingerfrees van de concurrent beperkten de haalbare snijdiepte (ap)
- Moeilijk om condities te verhogen in een BT30-omgeving met lage stijfheid
Verbetering met VEE-C
- Snijdiepte verhoogd van ap=1 mm naar 2 mm
- Test 3: Vc=66, ap=2, ae=10, fz=0,05 → MRR: 8,40 cm³/min
- Levensduur gereedschap gelijk aan voorheen behouden, kwaliteit van de oppervlakteafwerking ook gelijkwaardig. Snijgeluid was stil
PUNT
Verdubbeling van de snijdiepte om de cyclustijd te verkorten
Gebruikmaken van de trillingsbestendigheid van VEE-C om de cyclustijd te verkorten. Stabiele bewerking onder agressieve condities, zelfs op een BT30-machine met lage stijfheid.
Gepubliceerde praktijkcase: Kondo Iron Works × FinishMeister Combination Edge
De 5 bovenstaande cases zijn gebaseerd op interne testrapporten, maar er is ook een officieel gepubliceerd succesverhaal.

Kondo Iron Works Co., Ltd. (Inuyama City, prefectuur Aichi) is gespecialiseerd in het bewerken van componenten voor werktuigmachines en bouwmachines. Het bedrijf introduceerde de Combination Edge volhardmetaal vingerfrees FinishMeister φ12 op een multitaskingmachine en behaalde daarmee aanzienlijke resultaten.
| Gebruikt product | FinishMeister φ12 (Combination Edge volhardmetaal vingerfrees) |
|---|---|
| Bewerkingsdetails | Shoulder milling en slotting van cilindrisch asgedeelte (boutzitting, spiebaan) |
| Materiaal werkstuk | S45C |
| Machine | Multitaskingmachine (enkelvoudige opspanning, meerzijdige bewerking) |
| Uitdaging | Op multitaskingmachines veroorzaakt een lange uitsteeklengte van de vingerfrees trillingen → onmogelijk om de snijcondities te verhogen |
| Snijcondities | Vc=100 m/min, f=0,26 mm/rev (fz=0,065), ap=7–8 mm, ae=12 mm |
Resultaten:
- Verkorte bewerkingstijd — De trillingsonderdrukking van de Combination Edge maakte bewerking met een grote snijdiepte mogelijk. Minder bewerkingsstappen verkortten de cyclustijd
- Gereedschapsconsolidatie — Voorbewerkingscapaciteit plus nabewerkingskwaliteit in één gereedschap. Voor- en nabewerken geconsolideerd in één enkel gereedschap
Opmerkingen van de fabrieksmanager
“Leverde aanzienlijke resultaten op bij bewerkingen met een lange uitsteeklengte waarbij trillingen snel optreden”
“Verkortte de bewerkingstijd door het aantal snijgangen te verminderen”
“Stelde de uitsteeklengte van het gereedschap langer in om ook gereedschapsdeling tussen verschillende opstellingen mogelijk te maken”
VEE-C is een product dat dezelfde Combination Edge die bij Kondo Iron Works is bewezen, toepast in een formaat met verwisselbare kop. Volhardmetaal FinishMeister en VEE-C met verwisselbare kop — kies uit 2 lijnen op basis van je toepassing en budget.
Samenvatting — Onderdruk trillingen en ga door naar de volgende snede
Dit artikel heeft de mogelijkheden van Tungaloy’s Combination Edge laten zien via de structuur, gegevens en praktijkcases. Dit zijn de belangrijkste punten:
- De grootste uitdaging bij vingerfrezen is “trilling” — 25% van de respondenten op de werkvloer plaatste dit op nr. 1 in een praktijkenquête
- De Combination Edge is een unieke geometrie — Golfvormige kanten onderdrukken trillingen, rechte kanten maken het oppervlak glad
- Bewezen over 874 testcondities — Tot 5,5× efficiëntie bij slotting, tot 3× bij shoulder milling. Oppervlakteafwerking gelijk aan universele 4-snijder
- Alle 5 praktijkcases van gebruikers kregen een positieve beoordeling — Tot 3× efficiëntie, tot 15× levensduur gereedschap
- Bewezen op BT30, BT40 en multitaskingmachines — Stabiele bewerking, zelfs op machines met lage stijfheid met een lange uitsteeklengte
- Voorbewerken en nabewerken in één gereedschap — Gereedschapsconsolidatie vermindert insteltijd en kosten
- Productassortiment met 2 lijnen dekt elke toepassing — VEE-C (verwisselbare kop) en FinishMeister (volhardmetaal)
Als je te maken hebt met het verbeteren van de efficiëntie bij slotting, maatregelen tegen trillingen of gereedschapsconsolidatie, probeer dan de Combination Edge.