Grondbeginselen van Chipbreakers — Van basistheorie tot selectie
Wanneer mensen het woord “chipbreaker” horen, stellen velen zich misschien een groef voor die is ontworpen om spannen te breken.
In de praktijk verwijst een chipbreaker echter naar de volledige set snijkantspecificaties, inclusief de spaanhoek, land en honing.
Het is een sleutelelement voor processtabiliteit, dat niet alleen verantwoordelijk is voor Chip control, maar tegelijkertijd ook voor het beheersen van de snijweerstand en het waarborgen van de snijkantsterkte.
Dit artikel legt systematisch alles uit, van de principes van chipbreakers tot selectiemethoden, overwegingen per werkstukmateriaal en probleemoplossing.
Wat je in dit artikel zult leren
- Wat is een chipbreaker? — Definitie als snijkantspecificaties
- Waarom zijn chipbreakers nodig?
- Wanneer geen chipbreaker de betere keuze is
- Hoe spannen breken: het principe
- Wat is de ideale spaanvorm?
- Basiscriteria voor het selecteren van een chipbreaker
- Verschillen tussen chipbreakers voor nabewerken, gemiddeld snijden en voorbewerken
- Chipbreakers werken in combinatie met snijcondities
- Overwegingen per werkstukmateriaal (ISO P/M/K/N/S/H)
- Punten om te herzien wanneer zaken niet goed verlopen
- Samenvatting
1. Wat is een chipbreaker?
In enge zin verwijst de term chipbreaker naar de groef of uitstekende Geometry op het spaanvlak van een wisselplaat om spannen te breken.
In het werkelijke ontwerp van een wisselplaat verwijst een chipbreaker echter naar de volledige set snijkantspecificaties, inclusief niet alleen het breken van spannen, maar ook de beheersing van de snijweerstand en de snijkantsterkte. Dit artikel legt chipbreakers uit op basis van deze bredere definitie.
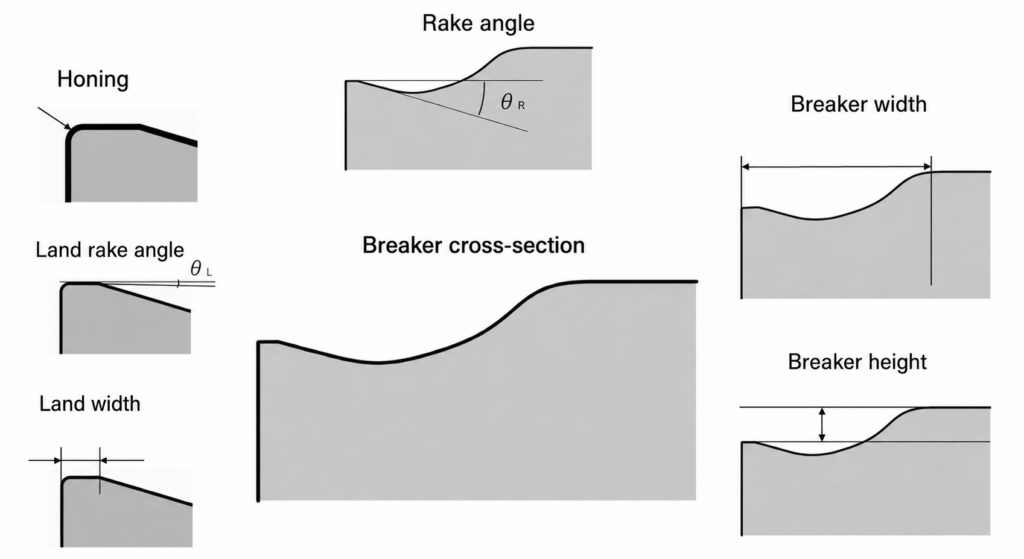
Elementen die een chipbreaker vormen
- Breakerbreedte — Groefbreedte die de afstand bepaalt waarover spannen krullen
- Breakerwandhoogte — Hoogte van de wand die de Chip opvangt en buigt
- Spaanhoek — Hoek die de stroomrichting van de spaan en de snijweerstand beïnvloedt
- Landbreedte — Breedte van het vlakke gedeelte direct achter de snijkant
- Landspaanhoek — Hellingshoek van het landoppervlak.
- Honing (snijkantpreparatie) — Lichte afronding aangebracht op de snijkant
Relatie tussen parameterfactoren en hun effecten
De onderstaande tabel vat samen hoe veranderingen in elk element drie factoren beïnvloeden: “spaanbreekprestaties”, “snijweerstand” en “snijkantsterkte”.
| Parameterfactor | Richting van verandering | Spaanbreekprestaties | Cutting speed | Snijkantsterkte |
|---|---|---|---|---|
| Breakerbreedte | Smaller maken | ↑ Makkelijker om spannen te breken | ↑ Neemt toe | – |
| Breakerwandhoogte | Hoger maken | ↑ Makkelijker om spannen te breken | ↑ Neemt iets toe | – |
| Spaanhoek | Positieve hoek vergroten | ↑ Makkelijker om te krullen | ↓ Neemt af | ↓ Neemt af |
| Landbreedte | Breder maken | ↓ Verslechtert iets | ↑ Neemt toe | ↑ Verbetert |
| Landspaanhoek | Negatieve hoek vergroten | ↓ Verslechtert iets | ↑ Neemt toe | ↑ Verbetert |
| Honing | Groter maken | ↓ Verslechtert iets | ↑ Neemt toe | ↑ Verbetert |
PUNT
“Een chipbreaker selecteren” staat gelijk aan het selecteren van de algehele balans van deze snijkantspecificaties
Spaanbreekprestaties, snijweerstand en snijkantsterkte staan in een trade-off relatie, dus het is belangrijk om de optimale balans te vinden voor het bewerkingsdoel.
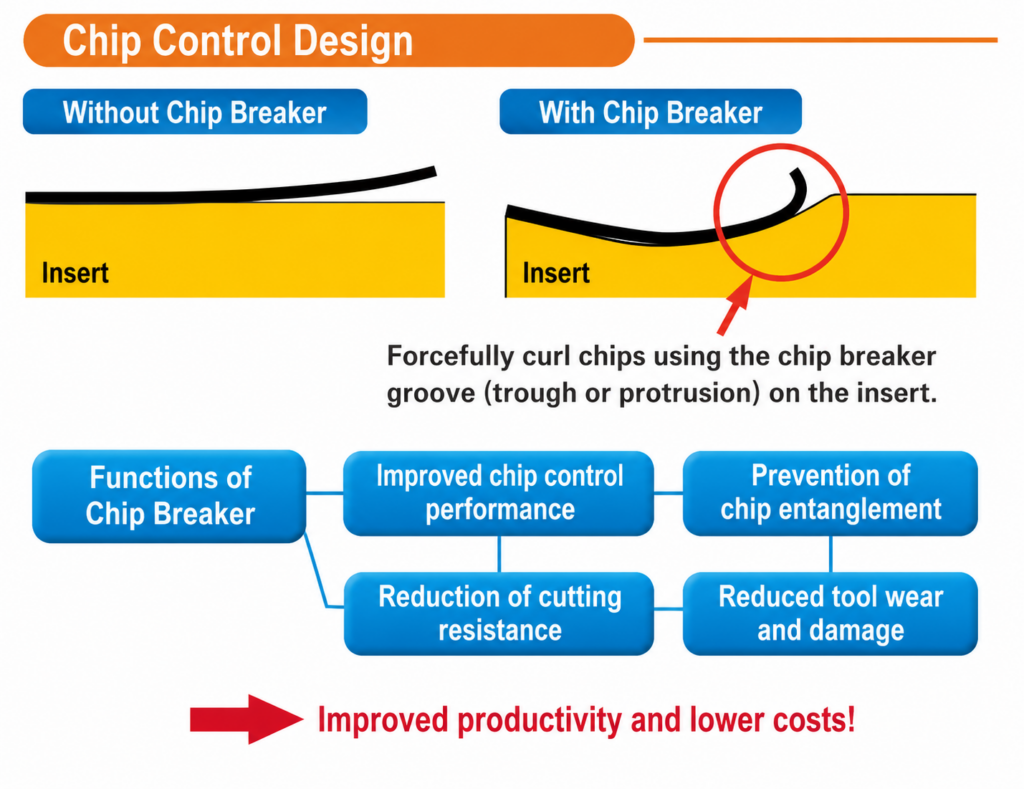
2. Waarom zijn chipbreakers nodig?
Problemen wanneer er geen chipbreaker is
- Lange continue spannen → spannen die zich om het werkstuk of gereedschap wikkelen
- Risico op krassen op bewerkte oppervlakken en machinestilstand
- Veiligheidsrisico’s voor de operator, aangezien lange spannen scherp en gevaarlijk zijn
- Vooral bij automatische machines en continue bewerking kan een slechte spaanafvoer direct leiden tot processtop
Voordelen van een chipbreaker
- Verbeterde bewerkingsefficiëntie — Spannen worden goed gebroken en afgevoerd
- Langere standtijd — Voorkomt abnormale belastingen veroorzaakt door spaanverstrengeling
- Stabiele bewerkingskwaliteit — Vermindert spaancontact dat de oppervlakteafwerking kan schaden
Meer dan Chip control — drie rollen
Een chipbreaker is niet alleen verantwoordelijk voor Chip control, maar tegelijkertijd ook voor het beheersen van de snijweerstand en het waarborgen van de snijkantsterkte.
- Chip control — Breekt en voert spannen op de juiste manier af door het ontwerp van de breakerbreedte en wandhoogte
- Snijweerstand — Vermindert weerstand door het ontwerp van de spaanhoek en breakerbreedte, wat bijdraagt aan energiebesparing en trillingsonderdrukking
- Snijkantsterkte — Waarborgt de snijkantsterkte door het ontwerp van de landbreedte, landspaanhoek en honing, waardoor breuk en abnormale slijtage worden voorkomen
PUNT
Een chipbreaker is een element dat tegelijkertijd “Chip control”, “snijweerstand” en “snijkantsterkte” ontwerpt
Het selecteren van een breaker betekent het kiezen van de optimale balans tussen deze drie factoren. Alleen kijken naar Chip control kan leiden tot een onjuiste selectie.
3. Wanneer geen chipbreaker de betere keuze is
Een chipbreaker is niet “altijd nodig”, en het is ook niet zo dat “hoe sterker hij werkt, hoe beter”. Afhankelijk van het bewerkingsdoel, het werkstukmateriaal en de snijcondities zijn er gevallen waarin geen breaker of een breaker met een zwak breekeffect voordeliger is.
■ Bij het selecteren van een flat top
Werkstukmaterialen waarvan de spannen van nature kort breken, zoals gietijzer en messing
Omdat de spaanbreekfunctie van de breaker onnodig is, kan een flat top worden gebruikt om prioriteit te geven aan de snijkantsterkte.
Extreem zwaar snijden of onderbroken snijden
Aangezien een breaker-groef een zwak punt kan worden in de snijkantsterkte, kan het selecteren van een flat top het risico op breuk verminderen.
■ Bij het selecteren van een breaker met een zwak breekeffect
Wanneer je de snijweerstand wilt verminderen
Een breaker die de Chip beperkt, verhoogt de weerstand. Wanneer een lage weerstand prioriteit heeft boven Chip control, is het kiezen van een breaker met een zwakke spaanbeperking effectief voor het onderdrukken van de weerstand.
Wanneer je een uitstekende bewerkte oppervlaktekwaliteit wilt bereiken
Wanneer de nadruk ligt op het breken van spannen, verhoogt de spaanbeperking door de breaker de spaandikte, waardoor spannen ontstaan die eerder krassen maken op de bewerkte wand. Een breaker met een zwakke beperking kan spannen genereren die minder snel het bewerkte oppervlak beschadigen, waardoor prioriteit kan worden gegeven aan de oppervlaktekwaliteit.
PUNT
Afhankelijk van het bewerkingsdoel, het werkstukmateriaal en de condities kan “geen breaker” of een “zwakke breaker” ook de juiste keuze zijn
Het is belangrijk om de aanname te vermijden dat een breaker altijd vereist is en om beslissingen te nemen die passen bij het bewerkingsdoel.
4. Hoe spannen breken: het principe
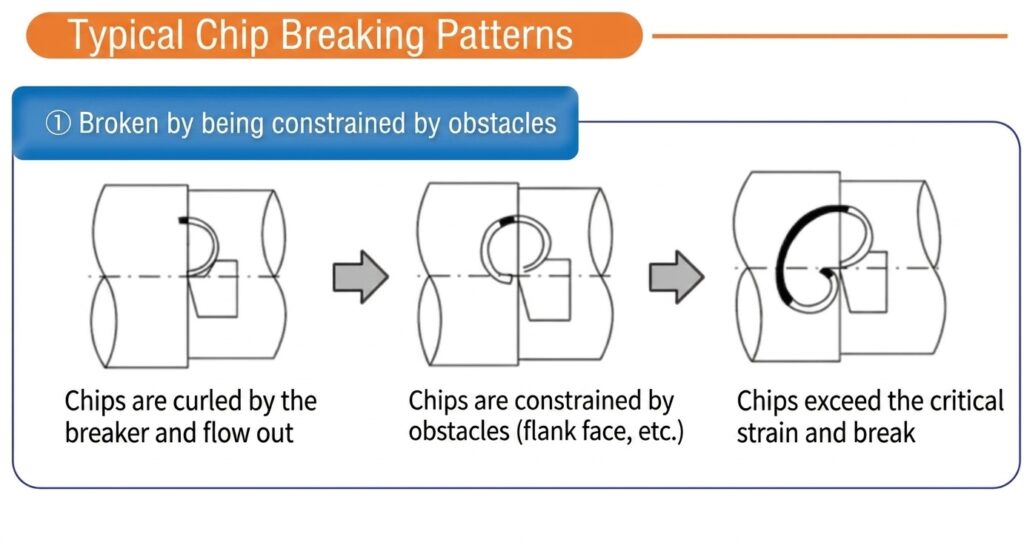
Het principe waarmee een chipbreaker spannen breekt, kan worden begrepen in de volgende vier stappen.
- Afgeschoven en opgetild worden — De Chip begint langs het spaanvlak te stromen vanaf de snijkant
- Krullen — De Chip wordt gedwongen sterk te krullen door de breaker-Geometry, zoals de groef en de wand
- Spanning neemt toe — De krulradius wordt kleiner, waardoor de buigspanning in de Chip toeneemt
- Breken — De Chip breekt wanneer de spanning de limiet overschrijdt
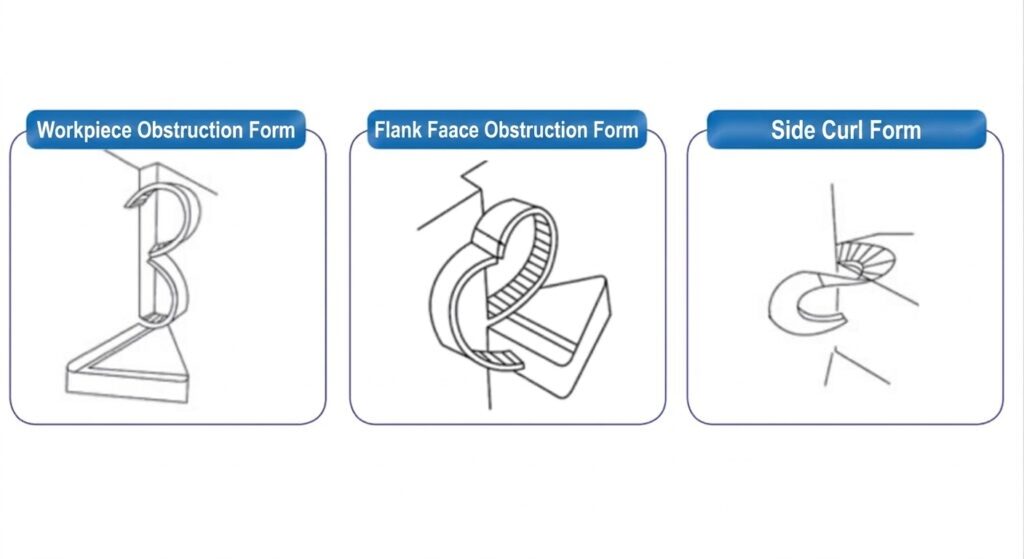
Drie spaanbreekpatronen
- Breken tegen het gereedschap — De gekrulde Chip botst tegen de breakerwand of het wisselplaatvlak en breekt
- Breken tegen het werkstuk — De gekrulde Chip raakt het werkstukoppervlak en breekt
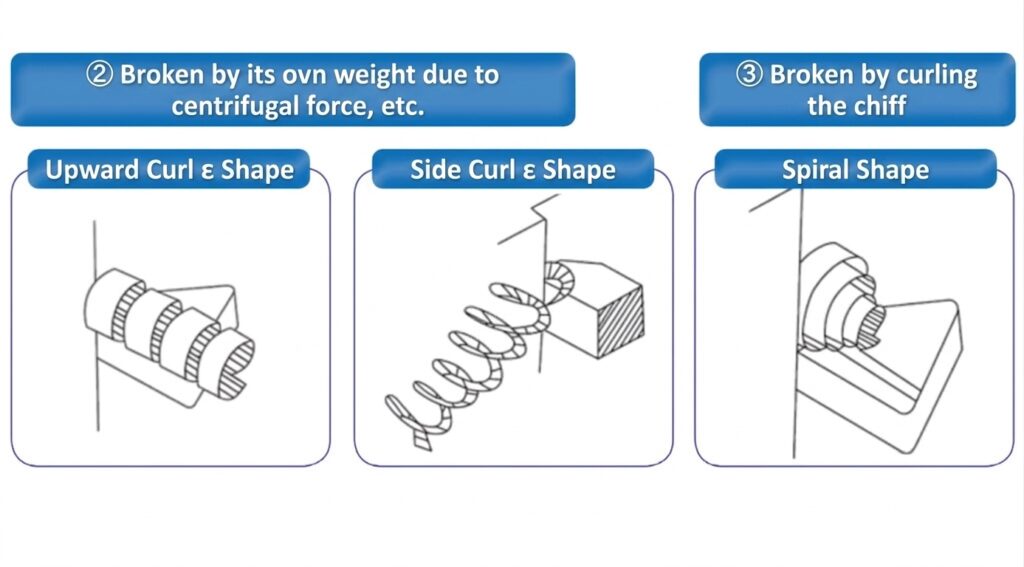
- Zelfbrekend type — De Chip breekt op natuurlijke wijze alleen door zijn eigen buigspanning
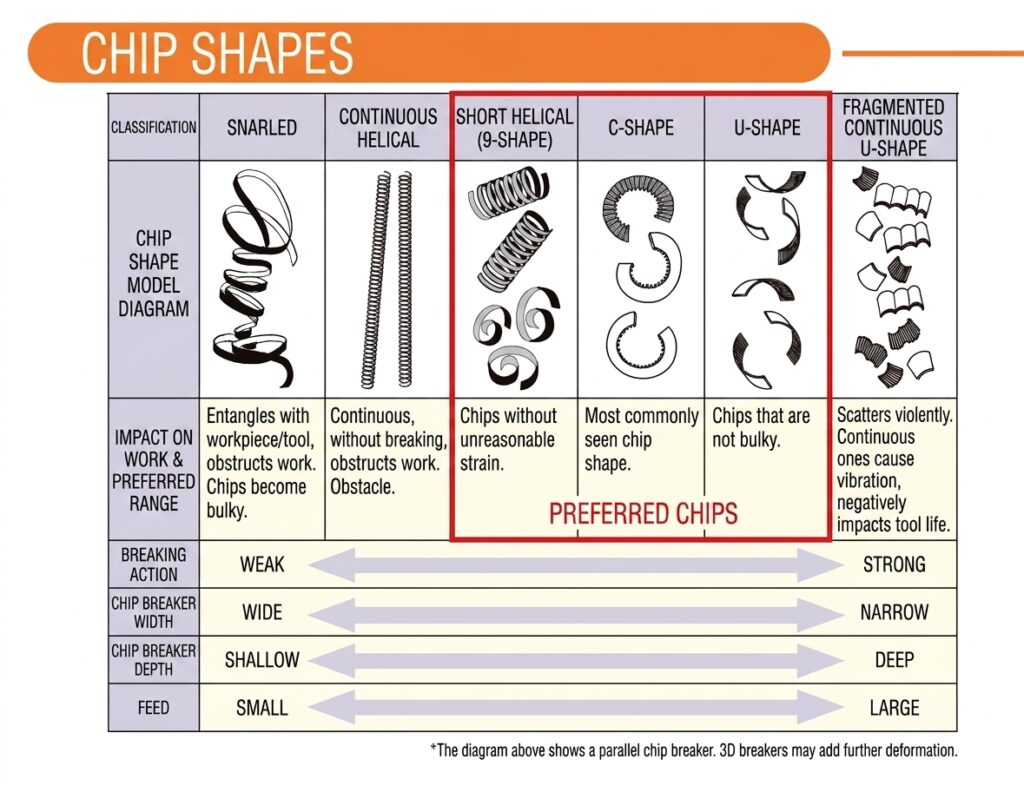
5. Wat is de ideale spaanvorm?
Weten “wat voor soort spaan goed is” biedt een basis voor het beoordelen van de breakerselectie en het aanpassen van de condities.
Ideale spannen
- Spiraalvormige spannen met een paar windingen — Matig gekruld en natuurlijk gebroken
- Matig gebroken C-vormige spannen — Niet te kort en niet te lang, makkelijk af te voeren
Ongewenste spannen
❌ Overmatig lange continue spannen
Deze wikkelen zich om het werkstuk of gereedschap en maken krassen op het bewerkte oppervlak. In automatische machines kunnen ze processtop veroorzaken door slechte afvoer.
❌ Extreem fijne en harde spannen
Dit geeft aan dat de breaker de Chip te sterk beperkt. Het verhoogt de belasting op de snijkant, wat leidt tot een kortere standtijd en een hoger risico op breuk.
PUNT
De ideale spaan is “niet te kort, niet te lang en makkelijk af te voeren”
Het doel is niet simpelweg om spannen te breken; balans is belangrijk.
6. Basiscriteria voor het selecteren van een chipbreaker
Er zijn drie belangrijke basiscriteria om te overwegen bij het selecteren van een chipbreaker.
① Bewerkingsgebied
Dit verwijst naar de categorieën nabewerken, gemiddeld snijden en voorbewerken. Omdat de vereiste scherpte, snijkantsterkte en Chip control-capaciteit verschillen, selecteer je een breakersysteem dat geschikt is voor het bewerkingsgebied.
② Werkstukmateriaal
Spaanvorming varieert sterk afhankelijk van het werkstukmateriaal, zoals staal, roestvrij staal, gietijzer, non-ferrous metals en hittebestendige legeringen. Elke fabrikant biedt breakersystemen aan die overeenkomen met de ISO-classificaties (P/M/K/N/S/H).
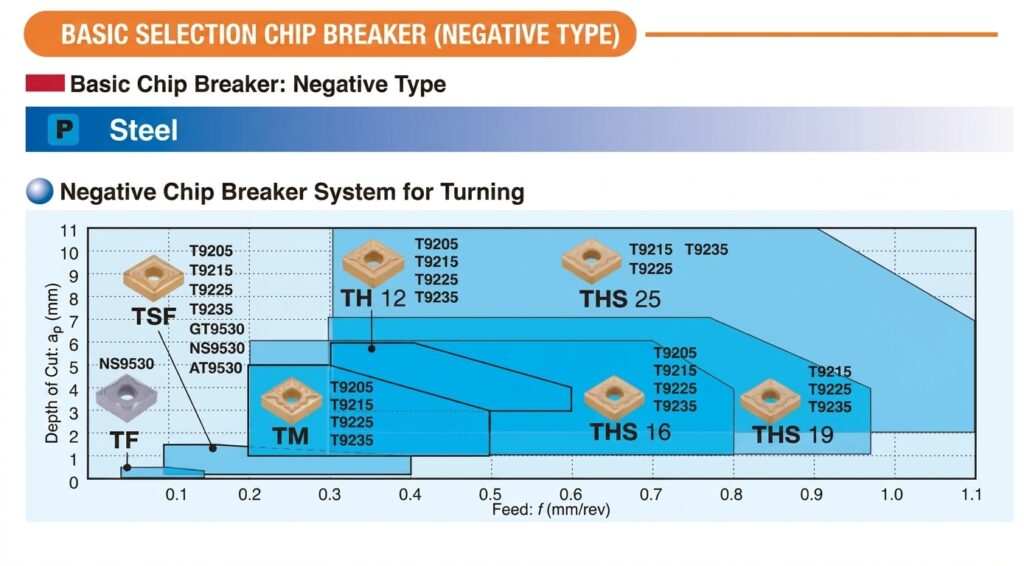
③ Snijdiepte (ap) en Feed (f) bereik
Elke breaker heeft zijn eigen geschikte bereik voor snijdiepte en Feed. Gebruik de chipbreaker-selectiekaart (ap × f) in catalogi om een breaker te selecteren die past bij de snijcondities.
PUNT
Hoe lees je een chipbreaker-selectiekaart?
De horizontale as toont de Feed (f), de verticale as toont de snijdiepte (ap), en het toepasselijke bereik van elke breaker wordt aangegeven als een gebied. Controleer in welk gebied je snijcondities vallen en selecteer de bijbehorende breaker.
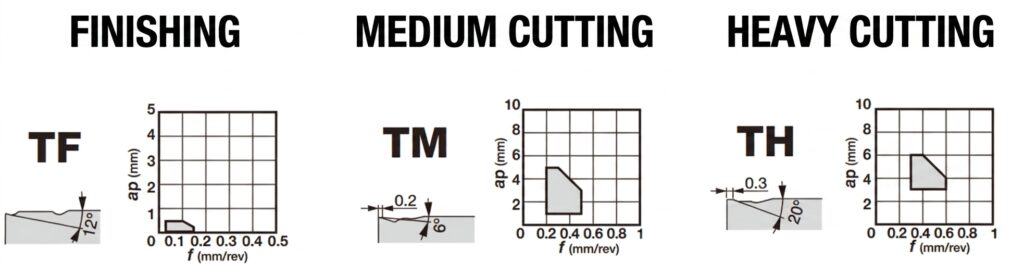
7. Verschillen tussen chipbreakers voor nabewerken, gemiddeld snijden en voorbewerken
De prestaties die van een breaker worden vereist, variëren sterk afhankelijk van het bewerkingsgebied.
| Item | Voor nabewerken | Voor gemiddeld snijden | Voor voorbewerken |
|---|---|---|---|
| Feed en snijdiepte | Lage Feed, ondiepe snijdiepte | Gemiddeld bereik | High feed, diepe snijdiepte |
| Scherpte | Scherp (lage weerstand) | Gebalanceerd type | Sterkte-georiënteerd |
| Snijkantsterkte | Lager | Medium | Hoog |
| Oppervlaktekwaliteit | ◎ Voordelig | ○ Goed | △ Nadeel |
| Chip control | Ondersteunt dunne spannen | Ondersteunt een breed scala aan condities | Breekt dikke spannen krachtig |
| Toepassingsgebied | Smal (beperkte condities) | Breed (eerste keuze voor massaproductie) | Geschikt voor zwaar en onderbroken snijden |
Chipbreakers voor nabewerken
Ontworpen met de nadruk op scherpte in bereiken met lage Feed en ondiepe snijdiepte. Ze zijn voordelig voor de oppervlaktekwaliteit en houden de snijweerstand laag. De snijkantsterkte kan echter onvoldoende zijn onder ruwe condities of bij onderbroken snijden.
Chipbreakers voor gemiddeld snijden
Deze zijn het meest veelzijdig en zijn ontworpen om gemakkelijk een breed scala aan condities te dekken. Op massaproductielocaties zijn ze vaak de eerste keuze; bij twijfel is het eerst proberen van een breaker voor gemiddeld snijden de standaardaanpak.
Chipbreakers voor voorbewerken
Robuuste ontwerpen die diepe snijdieptes, hoge voedingen en zwaar snijden ondersteunen. Ze buigen spannen sterk en bieden een hoge snijkantsterkte, maar kunnen nadelig zijn wat betreft lage weerstand en de kwaliteit van het bewerkte oppervlak.
8. Chipbreakers werken in combinatie met snijcondities
De selectie van een chipbreaker wordt niet alleen bepaald door de breaker-Geometry. De manier waarop het werkt verandert afhankelijk van de combinatie met bewerkingscondities.
Bewerkingscondities die de breakerprestaties beïnvloeden
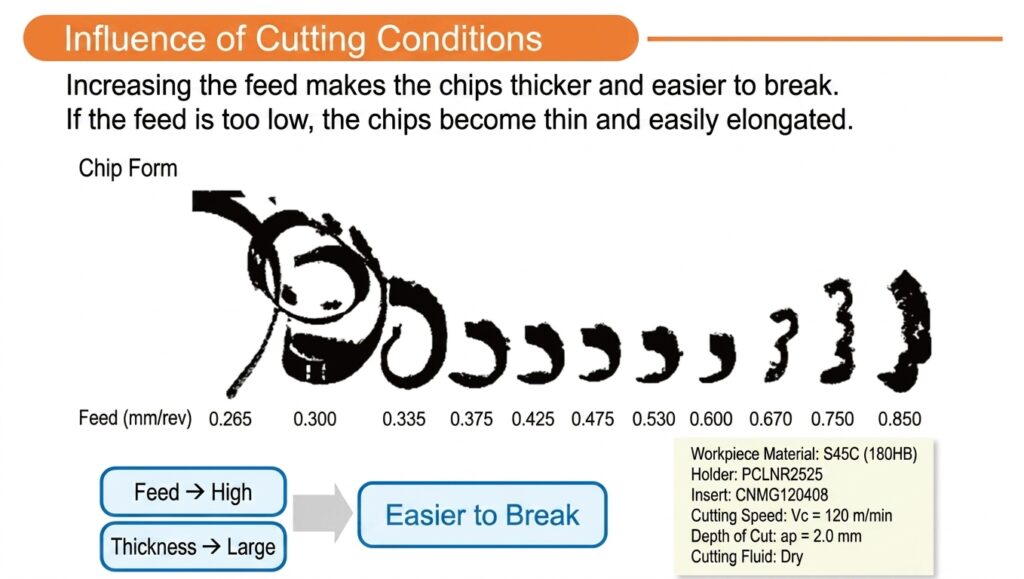
- Feed (f) — Als de Feed te laag is, worden de spannen dun en moeilijk te breken. Als deze te hoog is, verhoogt overmatige beperking de belasting op de snijkant.
- Snijdiepte (ap) — Als deze te ondiep is, wordt de spaanbreedte onvoldoende en is de breaker minder effectief.
- Cutting speed (Vc) — Over het algemeen wordt het effectieve bereik van de breaker smaller naarmate de Cutting speed toeneemt.
- Coolant — Het effectieve bereik verandert afhankelijk van de aanwezigheid of afwezigheid van snijvloeistof en de toevoermethode. Hogedruk-Coolant helpt bij de spaanafvoer en het breken.
- Houderhoek (instelhoek) — Verandert de stroomrichting, dikte en breedte van de spaan, wat invloed heeft op de werking van de breaker.
PUNT
Breakerselectie wordt niet alleen door de breaker zelf bepaald
Het wordt bepaald door de combinatie van Feed, snijdiepte, snelheid en Coolant. Over het algemeen stijgt de spaantemperatuur naarmate de Cutting speed toeneemt en wordt de spaan zachter, waardoor het Feed- en snijdieptebereik waarin de breaker effectief is, smaller wordt.
9. Overwegingen per werkstukmateriaal
Spaanvorming verschilt sterk per type werkstukmateriaal, en de vereiste eigenschappen van een chipbreaker veranderen ook. De belangrijkste punten voor elke materiaalgroep zijn hieronder samengevat volgens de ISO-werkstukmateriaalcategorieën (P/M/K/N/S/H).
ISO P Staal (koolstofstaal en gelegeerd staal)
- Een representatief materiaal waarvoor breakers makkelijk toe te passen zijn. Onder de juiste condities is het relatief eenvoudig om de gewenste spaanvorm te bereiken.
- Over het algemeen is de Chip control goed en ligt de snijkracht binnen een stabiel bereik.
- Staal met een laag koolstofgehalte (C<0,25%) is taai en gevoelig voor adhesie, inclusief snijkantopbouw. Een scherpe snijkant en een positieve spaanhoek zijn effectief. Het aanhouden van een snijdiepte op of boven de neusradius verbetert de Chip control.
- Bij hooggelegeerd staal en staal met een hoge hardheid neemt de warmteontwikkeling toe en wordt het effectieve bereik van de breaker meestal smaller.
ISO M Roestvrij staal
- Een representatief materiaal dat de neiging heeft om lange spannen te produceren en moeilijk te beheersen is.
- Austenitisch roestvrij staal is gevoelig voor deformatieharding, wat harde spannen en snijkantopbouw veroorzaakt. Een scherpe snijkant en positieve Geometry worden aanbevolen.
- Duplex roestvrij staal heeft een hoge treksterkte en grote snijkrachten. Spannen worden dik en hard, wat een risico op chip hammering of snijkantschade door spaaninslag met zich meebrengt.
- Een combinatie van speciale breakersystemen voor nabewerken, gemiddeld snijden en voorbewerken met hogedruk-Coolant is effectief.
- Het is belangrijk om onder de koudverstevigde laag te snijden en de snijdiepte constant te houden.
ISO K Gietijzer
- Gekenmerkt door korte spannen die makkelijk breken; Chip control is over het algemeen goed.
- Grijs gietijzer (GCI) heeft hoge zelfbrekende eigenschappen en spannen hebben de neiging kort te breken. Weerstand tegen abrasieve slijtage is belangrijker dan de spaanbreekfunctie van de breaker.
- Nodulair gietijzer (NCI) heeft de neiging tot snijkantopbouw, en in zachte ferritische kwaliteiten overheerst adhesieve slijtage.
- CGI (compacted graphite iron) heeft een treksterkte die 2 tot 3 keer hoger is dan GCI, wat resulteert in een hogere snijkracht en warmteontwikkeling.
- ADI (austempered ductile iron) vermindert de standtijd met 40 tot 50% vergeleken met NCI. Er moet aandacht worden besteed aan hoge dynamische snijkrachten.
- Negatieve wisselplaten die de nadruk leggen op snijkantsterkte worden veelvuldig gebruikt.
ISO N Non-ferrous metals (aluminium, koperlegeringen, etc.)
- Aluminiumlegeringen hebben lage snijkrachten en de neiging om lange spannen te produceren. Indien gelegeerd, is Chip control relatief eenvoudig.
- Puur aluminium heeft een hoge adhesie, waardoor een scherpe snijkant en hoge Cutting speed essentieel zijn.
- Aluminium met een Si-gehalte van 13% of hoger is zeer abrasief, en PCD-gereedschappen zijn effectief.
- Koperlegeringen zoals messing en brons genereren relatief korte spannen. Automatenkoperlegeringen hebben een lage afhankelijkheid van breakers.
- In het algemeen zijn scherpe snijkanten en een positieve Geometry basisvereisten. Breakers met een zwak breekeffect zijn ook een optie wanneer prioriteit wordt gegeven aan scherpte.
ISO S Hittebestendige superlegeringen en titanium (HRSA)
Legeringen op nikkelbasis, zoals Inconel
- De sterkte bij hoge temperaturen is hoog, en er ontstaan gesegmenteerde spannen die moeilijk te breken zijn.
- Hoge dynamische snijkrachten zorgen voor een zware belasting op de snijkant. Let op kerfslijtage en snijkantopbouw.
- Ronde wisselplaten met een grote instelhoek and positieve Geometry worden aanbevolen.
Titaniumlegeringen
- De thermische geleidbaarheid is laag, waardoor de snijwarmte zich concentreert bij de snijkant.
- Dunne spannen maken contact met een smal gebied van het spaanvlak, waardoor een geconcentreerde belasting nabij de snijkant ontstaat.
- Als de Cutting speed te hoog is, kunnen chemische reacties met het gereedschapsmateriaal een risico op plotselinge breuk vormen.
- Een scherpe en taaie snijkant is vereist.
Legeringen op kobaltbasis
- Behoren tot de moeilijkst te bewerken materialen, met een hoge weerstand tegen corrosie bij hoge temperaturen. De specifieke snijweerstand is extreem hoog met 2700 tot 3100 N/mm².
Gemeenschappelijke punten
- De combinatie van hogedruk-Coolant en speciale breakers is essentieel.
- Chip control in bereiken met lage snelheid en lage Feed is een uitdaging.
- De bewerkbaarheid varieert sterk tussen gegloeide en precipitatiegeharde materialen, dus controleer de warmtebehandelingstoestand voordat je een breaker selecteert.
ISO H Hardened steel (50 tot 68 HRc)
- Voornamelijk gebruikt bij nabewerkingen. De specifieke snijweerstand is hoog met 2550 tot 4870 N/mm², maar de Chip control is relatief goed.
- CBN-gereedschappen zijn de standaard, en 3D-chipbreakers kunnen de Chip control verbeteren, een spaanhoek bieden en trillingen onderdrukken.
- Plastische deformatie veroorzaakt door hoge snijtemperatuur en weerstand tegen abrasieve slijtage zijn belangrijke aandachtspunten.
10. Punten om te herzien wanneer zaken niet goed verlopen
De onderstaande tabel vat typische symptomen, hoofdoorzaken en tegenmaatregelen samen wanneer zich spaan-gerelateerde problemen voordoen.
| Symptoom | Hoofdoorzaken | Tegenmaatregelen |
|---|---|---|
| Er ontstaan lange spannen | Onvoldoende Feed / onvoldoende snijdiepte / neusradius te groot / onjuiste instelhoek | Feed verhogen / snijdiepte verhogen / neusradius verkleinen / instelhoek herzien |
| Spannen zijn te kort en hard, wat een hoge belasting op de snijkant veroorzaakt | Overmatige Feed / neusradius te klein / breakerbeperking te sterk, wat duidt op onjuiste breakerselectie | Feed verlagen / overstappen op een breaker voor High feed-toepassingen / een breaker met een zwakker breekeffect overwegen |
| Slechte kwaliteit van het bewerkte oppervlak | Spannen raken en bekrassen het werkstukoppervlak / spaandikte neemt toe door breakerbeperking / snijkantopbouw | Breaker en snijcondities herzien / overstappen op een breaker met zwakkere beperking / Cutting speed verhogen om snijkantopbouw te onderdrukken |
💡 Veelvoorkomende misvattingen
| Misvatting | Realiteit |
|---|---|
| Het veranderen van de breaker lost alles op | Het zal niet werken tenzij de Feed, snijdiepte, snelheid, Coolant en houderhoek ook passend zijn. |
| Hoe fijner de spannen gebroken worden, hoe beter | Als spannen te fijn zijn, neemt de belasting op de snijkant toe, wat een kortere standtijd en breuk veroorzaakt. |
| Alleen de oppervlaktekwaliteit hoeft te worden gecontroleerd | Spannen kunnen het werkstukoppervlak raken en krassen veroorzaken. De spaanvorm moet ook worden gecontroleerd. |
Samenvatting — Belangrijkste punten voor de selectie van chipbreakers
Een chipbreaker is niet simpelweg een “groef die spannen breekt”; het verwijst naar de volledige set snijkantspecificaties, inclusief spaanhoek, land en honing. Het is een sleutelelement voor processtabiliteit dat tegelijkertijd invloed heeft op Chip control, snijweerstand en snijkantsterkte.
- Geometry-selectie en conditie-optimalisatie werken als een set — Alleen de breaker veranderen zal niet het gewenste effect hebben als de condities ongeschikt zijn.
- Gebruik de chipbreaker-selectiekaart — Controleer de breaker die geschikt is voor de snijcondities met behulp van de cataloguskaarten volgens de P/M/K/N/S/H-classificatie.
- Houd rekening met de kenmerken van het werkstukmateriaal — Omdat de spaanvorming per materiaal verschilt, moet je een breakersysteem selecteren dat geschikt is voor het werkstukmateriaal.
- “Geen” of “zwak” kan ook juist zijn — Afhankelijk van het bewerkingsdoel kan een flat top of een breaker met zwakke beperking ook een effectieve optie zijn.
- Controleer de spaanvorm — Het ideaal is een vorm die “niet te kort, niet te lang en makkelijk af te voeren” is. Observeer de spannen na de bewerking en gebruik ze als aanwijzingen voor verbetering.
CONCLUSIE
Het selecteren van de optimale breaker volgens de kenmerken van het werkstukmateriaal en de bewerkingscondities is de sleutel tot het vervaardigen van producten van hoge kwaliteit
Door chipbreakers correct te begrijpen en de balans tussen “Chip control”, “snijweerstand” en “snijkantsterkte” te optimaliseren, kunnen zowel bewerkingskwaliteit als productiviteit worden bereikt.