

High precision grooving and threading tool series for CNC automatic lathes
Perfect for grooving and threading bar stocks of 12 mm or smaller diameters

Applications & Features
Applications



Features
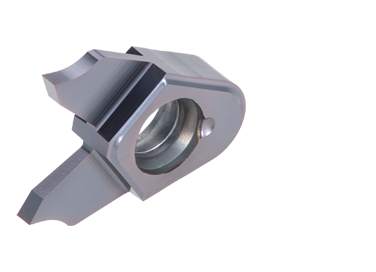
Grooving and threading tools for CNC automatic lathes with unique insert clamping system for extra tool rigidity
- V-shaped insert pocket retains the insert securely, enabling high precision machining
- Available in 8×8, 10×10, and 12×12 mm square shanks
- High-pressure through coolant directed to the rake and back faces of the cutting edge for smooth machining process and prolonged tool life
- Same inserts for right-hand and left-hand toolholders



Slim shank design eliminates interference with neighboring tools

Inserts & Grades
Inserts
VGP Inserts for Grooving / sharp edge
- CW = 0.33 – 1 mm

VGT Inserts for Threading / sharp edge
- Pitch = 0.4 – 1.5 mm
Grades
Toolholders
Grooving & Threading

MiniV-LockGroove Toolholders
clamping system for extra tool rigidity
Grooving & Threading

ModuMini-Turn Heads
Modular head with high pressure coolant capability
Practical examples
Example #1
| Part: | Pin |
| Material: | SUS304 / X5CrNi18-9 |
| Toolholder: | SVER1010H10 |
| Insert: | VGP10-100F-000 |
| Grade: | SH725 |
| Cutting conditions: | Vc = 60 (m/min) f = 0.02 (mm/rev) CW = 1 (mm) CDX = 0.2 (mm) Application: External grooving Coolant: Oil |

Example #2
| Part: | Sensor part |
| Material: | Tool steel |
| Toolholder: | SVER0808F08 |
| Insert: | VGP08-050F-000 |
| Grade: | SH725 |
| Cutting conditions: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 0.5 (mm) CDX = 0.5 (mm) Application: External grooving Coolant: Oil |

Standard cutting conditions
Grooving
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
| Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 100 | 0.005 – 0.1 | |
| Aluminium alloys A5056, A6061, etc. |
SH725 | 150 – 200 | 0.005 – 0.1 | |
| Copper alloy C2600, C280C, etc. |
SH725 | 100 – 200 | 0.005 – 0.1 | |
| Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.005 – 0.1 | |
| Superalloys Inconel718, etc. |
SH725 | 30 – 80 | 0.005 – 0.1 |
Threading
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Pitch (mm) |
TPI |
|---|---|---|---|---|---|
| Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 100 | 0.4 – 2 | 64 – 12 | |
| Aluminium alloys A5056, A6061, etc. |
SH725 | 150 – 200 | 0.4 – 2 | 64 – 12 | |
| Copper alloy C2600, C280C, etc. |
SH725 | 100 – 200 | 0.4 – 2 | 64 – 12 | |
| Titanium alloys Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.4 – 2 | 64 – 12 | |
| Superalloys Inconel718, etc. |
SH725 | 30 – 80 | 0.4 – 2 | 64 – 12 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online-shop |
|
Online-shop Kom meer te weten |

Elektronische catalogus |
|
Elektronische catalogus Kom meer te weten |
Bronnen
 Tungaloy APP
Tungaloy APP TUNG NaviGereedschapsaanbevelingen voor uw specifieke behoeften
TUNG NaviGereedschapsaanbevelingen voor uw specifieke behoeften Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Succes RapportenTungaloy Succes Rapporten geeft hulp bij het verspanen
Tungaloy Succes RapportenTungaloy Succes Rapporten geeft hulp bij het verspanen Technische gidsenRaadpleeg de technische handleidingen van Tungaloy voor waardevolle inzichten, referenties en bronnen.
Technische gidsenRaadpleeg de technische handleidingen van Tungaloy voor waardevolle inzichten, referenties en bronnen. MatrixGereedschapsbeheersysteem
MatrixGereedschapsbeheersysteem