Slot milling als bewerkingsoptie ─ de mogelijkheden uitbreiden met één tool, van diep groeven, zijwanden en afsteken tot het vermijden van interferentie
Slot mills worden vaak beschouwd als “ouderwetse gereedschappen die alleen bedoeld zijn voor afsteken en groeven.”
In werkelijkheid zijn het echter zeer veelzijdige en productieve tools die gebieden kunnen bestrijken die met vingerfrezen moeilijk te bereiken zijn, waaronder diepe groeven, nauwkeurige zijwanden, dunne sleuven, spiebanen, parallelle tweezijdige bewerking en het vermijden van interferentie.
Ze hebben veel snijkanten rond de omtrek, maken het gemakkelijker om de uitsteeklengte te minimaliseren en maken het gebruik van een gunstige gereedschapsdiameter ten opzichte van de groefbreedte mogelijk. Door van deze kenmerken te profiteren, kunnen bewerkingsbewerkingen die voorheen werden gestaakt vanwege trillingen, wandafbuiging of spaanophoping worden omgezet in stabiele massaproductieprocessen.
Dit artikel legt de basis uit van slot mills, waar ze effectief zijn en hoe je ze selecteert. Het gaat ook dieper in op de instelling van condities om hun prestaties naar boven te halen, met name het vaak over het hoofd geziene concept van spaandikte.

Wat je in dit artikel zult leren
- Wat is een slot mill? Verschillen met vingerfrezen
- Waarom slot mills effectief zijn voor diepe groeven, zijwanden en afsteekbewerkingen
- Typen slot mills en hun geschikte toepassingen
- Vingerfrezen vs. slot mills: belangrijke criteria voor de juiste gereedschapskeuze
- Basistips voor stabiel frezen
- Spaandikte begrijpen wanneer ae/DC klein is
- Veelvoorkomende problemen en punten om te controleren
- Speciale vormfrezen als optie
- Samenvatting
1. Wat is een slot mill? ─ Een tool die snijdt met de “omtreksnijkanten”
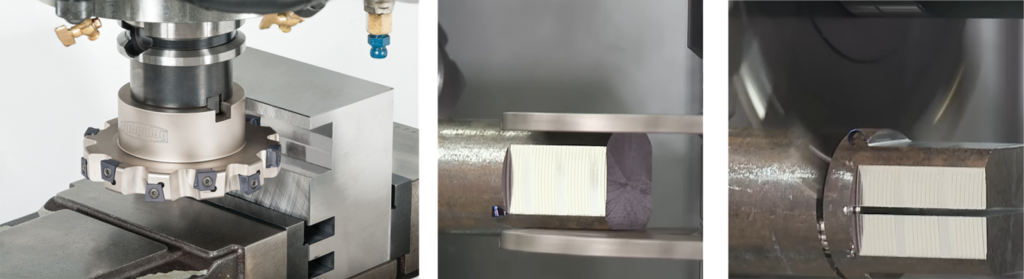
Slot mills zijn een groep gereedschappen die snijkanten aan de zijkant van de gereedschapsomtrek gebruiken om groeven, kamers en vlakken te bewerken. Ze worden gebruikt voor diepe en smalle groeven, toepassingen die nauwkeurigheid van de zijwanden vereisen, afsteken, spiebanen en parallelle tweezijdige bewerking.
Een veelvoorkomend misverstand is dat het “ouderwetse gereedschappen zijn die alleen bedoeld zijn voor afsteken en groeven.” Bij feitelijk frezen zijn ze ook effectief voor schouderfrezen en vlakfrezen waarbij interferentie vermeden moet worden. Met de groeiende adoptie van 5-assig frezen wordt hun waarde herontdekt als tools die het werkstuk vanaf de zijkant kunnen benaderen met een korte gereedschapslengte.
Verschillen met vergelijkbare tools
| Tool | Belangrijkste sterktes | Verschil met slot mills |
|---|---|---|
| Vlakfrees | Face milling | Niet geschikt als vervanging voor zijwandbewerking |
| Vingerfrees | Algemene bewerkingen | Bij diepe groeven wordt de uitsteeklengte groot, waardoor afbuiging en trillingen waarschijnlijker worden |
| Zaagfrees | Afsteken en dunne groeven | Een dunne versie van een slot mill |

2. Typische toepassingen waar slot mills effectief zijn
Smalle breedte ten opzichte van de diepte
Bij vingerfrezen wordt de uitsteeklengte van het gereedschap groter, waardoor afbuiging, trillingen en maatafwijkingen waarschijnlijker worden. Slot mills zijn vaak voordelig omdat zelfs wanneer de tool dun is ten opzichte van de diameter, de ondersteuning van de opnamedoorn en de stijfheid van de schijf voor stabiliteit zorgen.
Wanneer haaksheid en parallelliteit van zijwanden vereist zijn
Slot milling is zeer effectief voor het vormen van zijwanden. Bij het frezen met een set frezen kunnen twee cutters en tussenringen ervoor zorgen dat twee parallelle vlakken in één werkgang worden bewerkt.
Bij het verminderen van materiaalverlies bij afsteken en het frezen van dunne sleuven
Gereedschappen met een dun blad hebben een kleine snijtoegift, wat helpt om materiaalverlies te beperken. Zelfs in diepe en smalle groeven kan een hoge efficiëntie worden bereikt wanneer de gereedschapsgeometrie en de spaanafvoer goed op elkaar zijn afgestemd.
Interferentievermijding en toegankelijkheid bij 5-assig frezen
Slot mills kunnen zijdelings binnendringen in gebieden waar grote vlakfrezen moeilijk vanaf de voorkant kunnen worden ingezet of waar lange vingerfrezen onvoldoende ruimte bieden. In 5-assige bewerkingscentra maakt de toegenomen vrijheid van de gereedschapsas slot mills een nog waardevollere optie.
PUNT
Een optie om interferentie te vermijden terwijl de stijfheid behouden blijft
Slot mills zijn niet “alleen gereedschappen voor groeven.” Ze zijn een optie die de haalbaarheid van bewerkingen verbetert bij diepe groeven, zijwandbewerking, afsteekbewerkingen en zijdelingse benadering.
3. Basisclassificatie van slot mills ─ Welk type moet je kiezen?
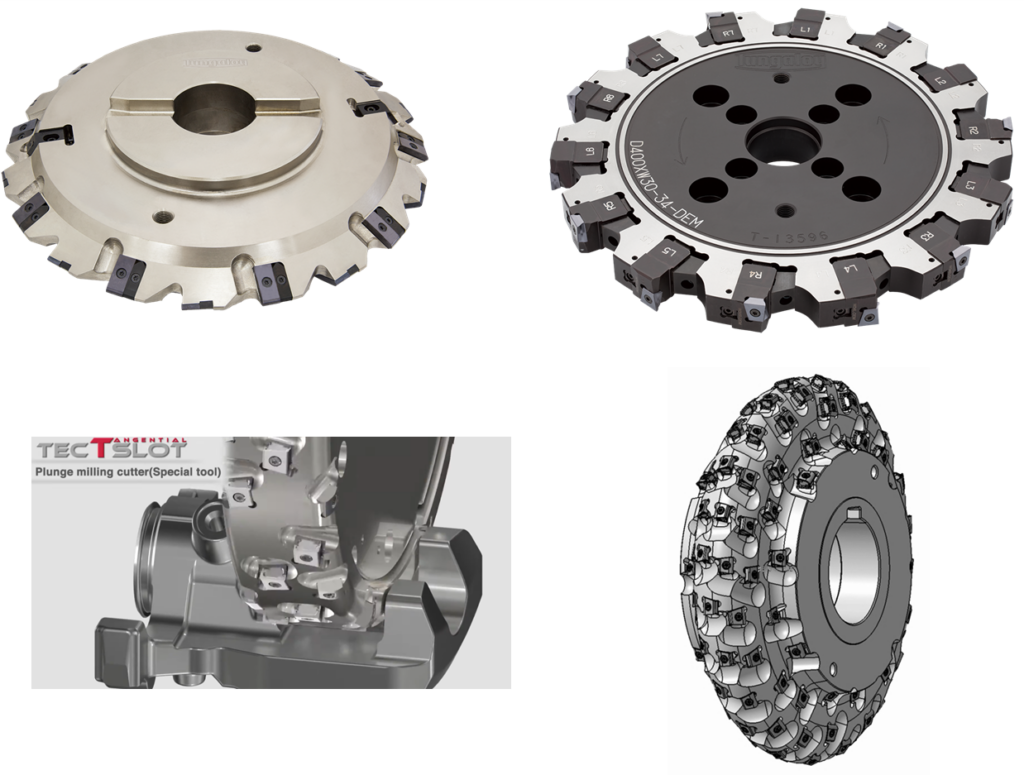
| Type | Belangrijkste toepassingen | Geschikte situaties |
|---|---|---|
| Type met dun blad / zaagfrees | Afsteken en dunne sleuven | Diepte groter dan breedte, minder materiaalverlies |
| Schijffrees | Groeven, zijwanden en bodemvlakken | Stabiele bewerking zoals spiebanen |
| Enkelzijdige schijffrees | Eenzijdige schouderbewerking | Trapbewerking en eenzijdige afwerking |
| Vorm slot mill | Profielgeneratie | Hoogefficiënte bewerking en massaproductieonderdelen |
Controleer bij het selecteren van een cutter de snijbreedte, het breedtebereik, de spaanafvoer en de indexeerbaarheid. Voor massaproductie zijn indexeerbare tools een sterke kandidaat.

4. Criteria voor het overstappen van vingerfrezen
Wanneer vingerfrezen geschikt zijn
Vingerfrezen zijn geschikt wanneer hun veelzijdigheid voordelig is, zoals voor ondiepe groeven, complexe vormen, bewerking met één tool op algemene machines en productie van kleine series waarbij de efficiëntie van de instelling prioriteit heeft.
Wanneer slot mills voordelig zijn
Slot mills zijn het overwegen waard voor diepe en smalle groeven, nauwkeurigheid van zijwanden, afsteken en bewerking van smalle sleuven, lange bewerkingslengtes, massaproductie, parallelle tweezijdige bewerking, interferentievermijding en zijdelingse benadering op 5-assige machines.
Bij twijfel: overweeg een slot mill als je deze signalen ziet
- De groef is diep maar smal
- Er treden trillingen op met een vingerfrees, of de groefbreedte is onstabiel
- Spanen lopen vast, zijwanden buigen af of de vingerfrees breekt
- De bewerkingstijd is lang
- De tool kan niet vanaf de voorkant naar binnen, of een lange uitsteeklengte moet worden vermeden
PUNT
Slot mills behoren vaak tot de meest productieve opties voor groeven
Omdat ze veel snijkanten rond de omtrek hebben, onnodige uitsteeklengte kunnen verminderen en het gebruik van een gunstige diameter ten opzichte van de groefbreedte mogelijk maken, wordt het voordeel ten opzichte van vingerfrezen groter, vooral naarmate de groefbreedte kleiner wordt.
5. Basistips om prestaties naar boven te halen ─ Uitsteeklengte, aantal tanden en spanen
1. Houd de uitsteeklengte zo kort mogelijk
De lengte van de opnamedoorn, de stijfheid van de ondersteuning, de nauwkeurigheid van de tussenringen en de nauwkeurigheid van de montage hebben een directe invloed op het eindresultaat. Een overmatige uitsteeklengte kan leiden tot afbuiging van de zijwanden, variatie in afmetingen en trillingen.
2. Meer tanden is niet altijd beter
Een groter aantal tanden kan de productiviteit verbeteren, maar het vermindert de spaanruimte. Bij taaie materialen, toepassingen met lange spanen en diepe groeven kan het verhogen van het aantal tanden het tegenovergestelde effect hebben. Het kan ook leiden tot problemen met de effectieve spaandikte, wat later wordt besproken.
3. Onderschat slingering niet
Vuil op montagevlakken, slechte nauwkeurigheid van tussenringen of onvoldoende klemming kunnen de belasting op specifieke snijkanten concentreren. Dit kan leiden tot een slechte oppervlakteafwerking, uitbrokkeling en verslechtering van de breedte, dus controle voor montage is essentieel.
4. Geef topprioriteit aan spaanafvoer
Een typisch probleem bij diepe groeven is het opnieuw snijden van spanen of het vastlopen van spanen. Het bereik van de koelvloeistof, de richting van de spaanafvoer en de snijrichting moeten als één geheel worden ontworpen.
5. De standtijd verandert afhankelijk van hoe de cutter het werkstuk binnendringt
Als het gereedschap plotseling onder volledige belasting aangrijpt, kunnen dikke spanen aan de uittreezijde en de impact de standtijd verkorten. Inrollend binnendringen en het verminderen van de voeding bij het binnendringen zijn effectieve tegenmaatregelen.
6. Het meest gemiste punt bij slot mills ─ Spaandikte
Door hun structuur hebben slot mills de neiging om te werken met een kleine ae/DC. Als de snijcondities alleen worden bepaald door de schijnbare voeding, kan de snijkant uiteindelijk “wrijven in plaats van snijden.”
Conclusie
De tool is slechts licht in aangrijping, maar de voeding wordt nog verder verlaagd
Dit is het meest voorkomende foutpatroon bij slot mills. Wanneer er lawaai, verbranding, voortijdige slijtage of een slechte oppervlakteafwerking optreedt, controleer dan eerst de spaandikte.
Stappen om goed snijden te herstellen
- Controleer of er voldoende spaandikte is gewaarborgd voor de ae/DC-verhouding
- Verhoog fz naar een geschikte waarde
- Indien nodig, verminder het aantal tanden om het werk per tand te vergroten
- Pas de balans tussen spiltoerental en voeding aan
- Schakel over van “wrijven” terug naar “goed snijden”
PUNT
Afhankelijk van hoe de snijcondities zijn ingesteld, beperk je mogelijk zelf de prestaties van de tool
Slot mills zijn zeer productieve tools. Voordat je ervan uitgaat dat “de tool niet kan snijden”, moet je eerst vermoeden dat de voeding simpelweg te laag is.
Eenvoudige spaandiktecalculator
Door de gereedschapsdiameter DC, radiale snijdiepte ae, aantal tanden z, spiltoerental n en tafelvoeding Vf in te voeren, berekent deze tool direct de voeding per tand fz, maximale spaandikte hex, gemiddelde spaandikte hm en ae/DC.
ae/DC = ae / DC
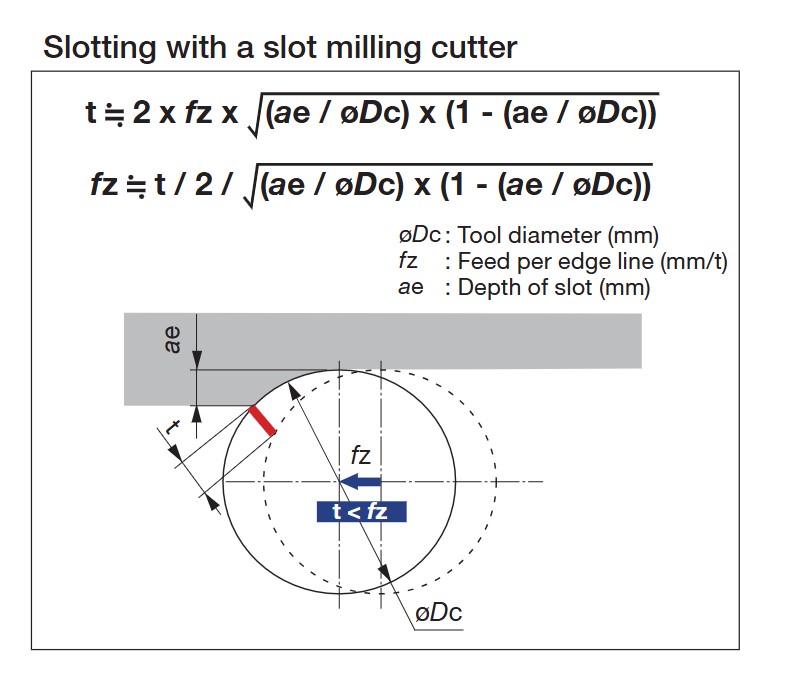
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Benaderingsformules voor omtreksfrezen waarbij ae DC. Voor volledig groeven, stel ae = DC in, met hex = fz en hm ≒ 2fz/π.
Hoe de calculator te gebruiken
- Voer je huidige bewerkingscondities in — DC, ae, z, n en Vf
- Als hex lager is dan 0,02 mm, is wrijven een groot probleem. Overweeg om fz te verhogen of het aantal tanden te verminderen
- Als ae/DC lager is dan 10%, is het vaak nodig om de voeding meerdere malen hoger in te stellen dan de schijnbare fz om goed te kunnen snijden
7. Gids voor probleemoplossing per symptoom
| Symptoom | Belangrijkste oorzaken | Punten om te controleren |
|---|---|---|
| Trillingen | Overmatige uitsteeklengte / plotselinge aangrijping / wrijven door onvoldoende voeding | Verkort de uitsteeklengte, verlaag het spiltoerental iets, verhoog fz om de tool te laten snijden, controleer de snijkantgeometrie en het aantal tanden |
| Onstabiele groefbreedte | Slingering / vreemde deeltjes tijdens montage / afbuiging van dunwandig werkstuk | Controleer tussenringen en contactvlakken, overweeg configuraties met instelbare breedte, verstevig de werkstukopspanning |
| Afbuiging van de zijwand | Afbuiging van de opnamedoorn / slechte parallelliteit van de ondersteuning / overmatige snijkracht | Controleer de parallelliteit van de ondersteuning, verkort de uitsteeklengte, controleer de materiaalafname per werkgang |
| Uitbrokkeling van de snijkant of voortijdige slijtage | Spaanophoping / impact bij binnendringen / ongelijkmatige belasting | Verbeter de spaanafvoer, verlaag de voeding bij binnendringen, verminder slingering, controleer het aantal tanden |
| Verbranding of piepend geluid | Overmatige snijsnelheid / wrijven door te lage voeding / resonantie van dunne zaagfrees | Verlaag eerst het spiltoerental en pas daarna aan naar de juiste voeding. Vermijd overmatige snijsnelheden met dunne zaagfrezen |
8. Speciale slot mills voor specifieke industrieën ─ De wereld van speciale vormfrezen
Standaard catalogusartikelen en automatische tekensystemen kunnen alleen speciale vormen dekken die parametrisch kunnen worden uitgedrukt. In de feitelijke productie is er echter een duidelijke vraag om complexe vormprofielen in één werkgang af te werken.
Dit is waar volledig op maat gemaakte speciale vormfrezen om de hoek komen kijken. Tungaloy heeft uitgebreide ervaring in industriële toepassingen zoals de automobielsector, bouwmachines, energie en industriële machines.
PUNT
Maatwerk afgestemd op elke industriële toepassing
Automatische tekensystemen zijn ontworpen voor snelheid en standaardisatie. Speciale vormfrezen zijn ontworpen om complexe vormen die standaardgereedschappen niet kunnen dekken, te consolideren in één enkele tool.
1. Tandwielfrezen ─ Bewezen prestaties in bouwmachines, landbouwmachines, industriële machines en tandwielen voor windenergie
- Application: Bewerking van tandprofielen voor tandwielen, spie-assen, vertandingen en soortgelijke componenten
- Sterkte: Het tandprofiel is in de snijkant ingebouwd, waardoor tandruimtevorming in één werkgang mogelijk is. Tandwielbewerking kan eenvoudiger worden uitgevoerd op algemene bewerkingscentra
- Belangrijkste voordeel: Volledig op maat gemaakt ontwerp afgestemd op module, aantal tanden, drukhoek en profielverschuiving
2. Cutters voor de bewerking van steunen en remklauwen
- Application: Getrapte groeven, boogvormige groeven en complexe profielbewerking van remklauwen, ophangbeugels en chassiscomponenten voor de automobielsector
- Sterkte: Geoptimaliseerd ontwerp van de tandopstelling dat trillingen in werkstukken met een lage stijfheid onderdrukt
- Belangrijkste voordeel: Specificatieontwerp dat standtijd en maatvastheid in massaproductielijnen in evenwicht brengt
3. Cutters voor de bewerking van schroefrotoren
- Application: Voorbewerken tot semi-nabewerken van mannelijke en vrouwelijke rotorgroeven voor schroefcompressoren, schroefpompen en vacuümpompen
- Sterkte: Complexe schroefprofielen worden vormgegeven met een specifiek snijkantprofiel
- Belangrijkste voordeel: Volledig op maat gemaakt ontwerp dat voor elke rotordiameter, spoed en tandprofiel bijna uniek is. Ondersteunt ook grote tandhoogtes en complexe curven

Uitgebreide staat van dienst opgebouwd in diverse industrieën
De speciale vormfrezen van Tungaloy worden al jarenlang gebruikt op massaproductielocaties in belangrijke industrieën zoals de automobielsector, bouwmachines, landbouwmachines, industriële machines en energie. Door toepassingen zoals tandwielen, steunen en remklauwen, en schroefrotoren heeft Tungaloy ontwerp-knowhow en een uitgebreide applicatiebibliotheek opgebouwd die tegemoetkomen aan de bewerkingseisen van elke industrie.
Conclusie
Vormen die niet volledig kunnen worden uitgedrukt door automatische tekensystemen zijn precies waar speciale vormfrezen uitblinken
Omdat Tungaloy een bewezen staat van dienst heeft opgebouwd in vele industrieën, kan het cutters ontwerpen die geoptimaliseerd zijn voor elke bewerkingsuitdaging.
Samenvatting ─ De waarde van slot mills naar boven halen
Slot mills zijn niet “alleen gereedschappen voor afsteken en groeven.” Ze tonen hun ware waarde in moderne bewerkingsuitdagingen zoals diepe groeven, nauwkeurigheid van zijwanden, interferentievermijding en zijdelingse benadering op 5-assige machines.
Echter, omdat slot mills de neiging hebben om te werken met een kleine ae/DC vanwege hun gereedschapskenmerken, is het begrijpen van de spaandikte het startpunt voor het instellen van de snijcondities.
- Slot mills zijn sterk in groeven, zijwandbewerking, afsteken en het vermijden van interferentie
- Bij het groeven behoren ze vaak tot de meest productieve opties
- Uitsteeklengte, montage en slingering bepalen het eindresultaat
- Meer tanden is niet altijd beter. Controleer de spaanruimte en de spaanafvoer
- Ga er niet meteen vanuit dat “de tool niet kan snijden”; vermoed eerst dat “de voeding te laag is”
- Controleer bij een kleine ae/DC altijd de spaandikte
- Voor vormen die niet door standaardgereedschappen of automatische tekensystemen kunnen worden gedekt, kunnen speciale vormfrezen procesconsolidatie mogelijk maken
De selectie van een slot mill kan stap voor stap worden overwogen op basis van de moeilijkheidsgraad van de bewerkingsuitdaging: “standaardserie / gereedschappen met verwisselbare kop → speciale gereedschappen gemaakt via automatisch tekenen → volledig op maat gemaakte speciale vormfrezen.” Nadat je de basis begrijpt, kun je de optie overwegen die het beste past bij de moeilijkheidsgraad van je eigen bewerkingstoepassing.