Vlakfrees je nog steeds met een volhardmetalen vingerfrees?
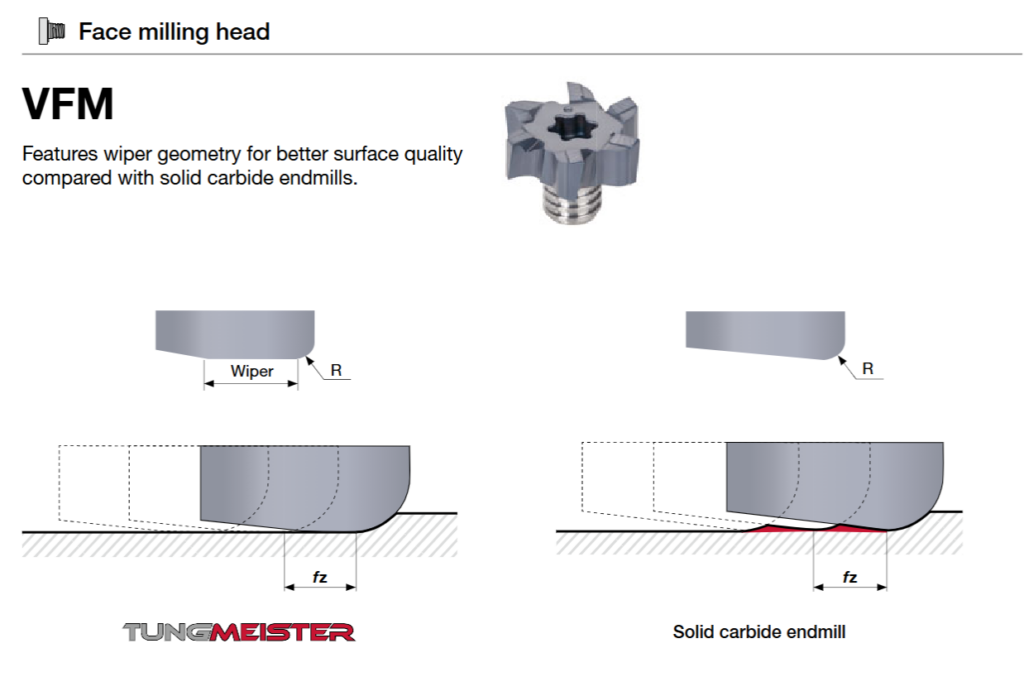
De vlakfrees past niet vanwege interferentie, dus gebruik je in plaats daarvan de kopse kant. Het bewerkingsoppervlak is te smal, dus vlakfrees je met een vingerfrees. Vlakbewerking op langdraaiautomaten wordt ook overgelaten aan de kopse kant. Is de kopse kant van een vingerfrees echt de juiste keuze voor je vlakfreesbewerkingen? Cutter marks, slechte oppervlaktekwaliteit, krassen die zichtbaar worden na het plateren — deze problemen komen voort uit het feit dat de kopse kanten van vingerfrezen niet geoptimaliseerd zijn voor vlakfrezen. Tungaloy’s vingerfrees met verwisselbare kop, de TungMeister VFM Head, heeft een speciaal ontworpen vlakfreesontwerp met een wiper edge en scherpe 6-flute snijkanten. Verkrijgbaar in φ12 tot φ25 — 4 maten en geschikt voor alle 6 ISO-materiaalgroepen; dit herdefinieert vlakfrezen met vingerfrezen. Dit artikel biedt een grondige analyse van de technische kenmerken van de VFM, samen met 3 praktijkvoorbeelden van gebruikers.
Wat je in dit artikel zult leren
- Vlakfrezen met een vingerfrees — is het je “standaard” geworden?
- Voorbij de beperkingen van kopse kanten — de VFM Head-optie
- Prestaties onderbouwd door data — kwantitatieve vergelijking van oppervlaktekwaliteit, efficiëntie en standtijd
- Praktijkvoorbeelden van gebruikers — “win”-beoordelingen in alle 3 de gevallen
- Samenvatting — Transformeer je vlakfreesbewerkingen met VFM
1. Vlakfrezen met een vingerfrees — Is het je “standaard” geworden?
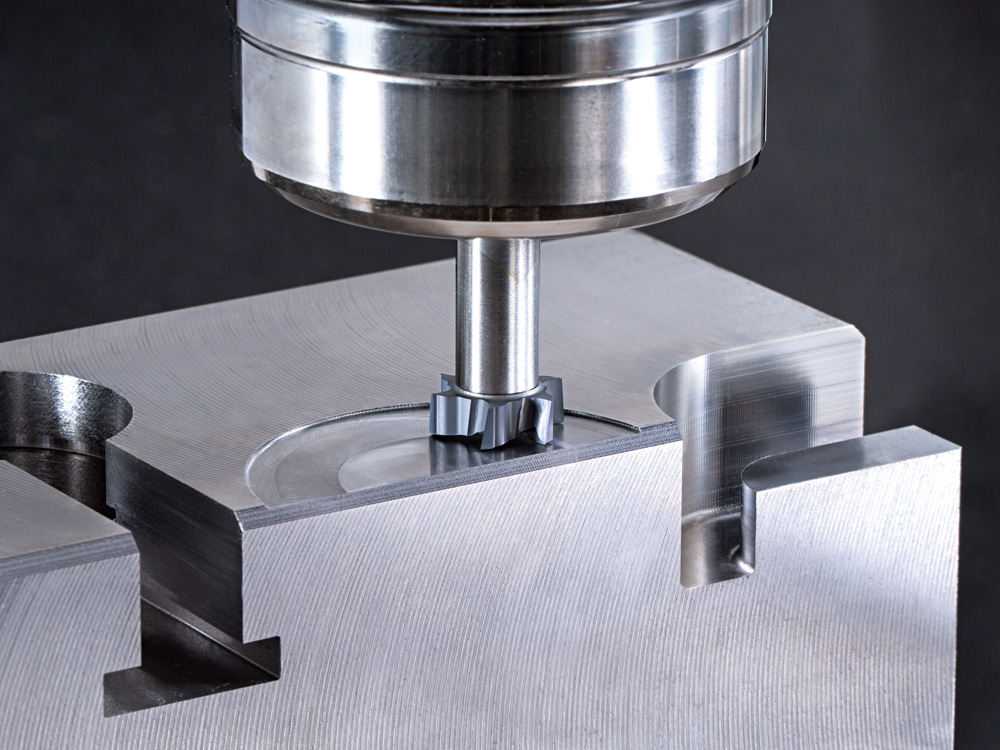
Voor vlakfrezen en het finishen van bodemoppervlakken is het ideale gereedschap een vlakfrees (face milling cutter). Maar is op de werkvloer het gebruik van de kopse kant van een vingerfrees voor vlakfrezen niet de “standaard” geworden?
Hierachter liggen drie typische beperkingen.
Beperking 1: Interferentie voorkomt dat de vlakfrees past


Interferentie door omliggende wanden, klemmen en mallen maakt het regelmatig fysiek onmogelijk om een vlakfrees te gebruiken. In zulke situaties is het gebruik van de kopse kant van een volhardmetalen vingerfrees met kleine diameter voor vlakfrezen de gebruikelijke workaround.
Beperking 2: Bewerkingsoppervlak is te smal, waardoor de gereedschapsdiameter te groot is — vingerfrees gebruikt als vervanger
Beperking 3: Beperkingen in schachtdiameter op langdraaiers en conventionele draaibanken
Bij het uitvoeren van vlakbewerkingen op ronde stafcomponenten met langdraaiers of conventionele draaibanken, is de schachtdiameter die op de freesunit gemonteerd kan worden beperkt. Bovendien maakt de lage stijfheid van de freesspindel het moeilijk om de snijcondities te verhogen, wat resulteert in een onstabiele oppervlaktekwaliteit.
Het algemene probleem — Beperkingen van de kopse kant van volhardmetalen vingerfrezen
De kopse kanten van volhardmetalen vingerfrezen zijn de aangewezen oplossing in al deze scenario’s. Volhardmetalen vingerfrezen zijn echter inherent primair ontworpen voor omtreksfrezen (hoekfrezen, groeven steken) en zijn niet geoptimaliseerd voor het finishen van bodemoppervlakken. Als gevolg hiervan treden de volgende problemen herhaaldelijk op.
- Cutter marks — Kleine stapverschillen en variaties in radiusnauwkeurigheid op de kopse kanten worden direct overgebracht op het bewerkte oppervlak, waardoor freesmarkeringen met het blote oog zichtbaar zijn
- Slechte kwaliteit van het bodemoppervlak — Zonder wiper edge hebben vingerfrezen moeite om een fijne oppervlakteruwheid te bereiken. Geen glanzende afwerking. Aan de kwaliteitseisen voor de afwerking kan niet worden voldaan
- Impact op vervolgprocessen — Krassen op het bewerkte oppervlak worden zichtbaar na het plateren, wat extra processen zoals slijpen of handmatige afwerking vereist
Vlakfrezen met de kopse kant van een vingerfrees is de “standaard” geworden — de TungMeister VFM Head is gecreëerd om die standaard te veranderen.
2. Voorbij de beperkingen van kopse kanten — De VFM Head-optie
VFM Ontwerpconcept
“Er is geen andere keuze dan vlakfrezen met een vingerfrees” — de VFM-kop speciaal voor vlakfrezen uit Tungaloy’s TungMeister-serie met verwisselbare koppen werpt deze aanname omver. Het bereikt een oppervlaktekwaliteit die vlakfrezen met de kopse kant nooit zou kunnen leveren, door de combinatie van een wiper edge en scherpe snijkanten.
VFM bevat 4 technische kenmerken die specifiek zijn ontworpen voor het finishen bij vlakfrezen.
- Uitgerust met wiper edge — Een wiper edge op het ondervlak vlakt onregelmatigheden in het oppervlak uit. Oppervlaktekwaliteit die volhardmetalen vingerfrezen overtreft is opgenomen in de catalogusspecificaties
- Scherpe snijkanten × 6 flutes — 6 flutes in alle maten. Combineert hoge voedingen door het multi-flute ontwerp met een lage snijweerstand door scherpe kanten, waardoor zowel de oppervlaktekwaliteit als de efficiëntie tegelijkertijd verbeteren
- Lage spiraalhoek 10° × korte snijkantlengte 0,3×D — Een spiraalhoek van 10° vermindert de axiale snijkracht. Gecombineerd met een snijkantlengte die is ingekort tot 0,3× de gereedschapsdiameter, levert dit een snijkantgeometrie op die specifiek is geoptimaliseerd voor vlakfrezen
- Uitgerust met corner radius (R0,2–R0,4) — Voorkomt uitbrokkeling van de snijkant en onderdrukt bramen op het bewerkte oppervlak
PUNT
Een vingerfreeskop speciaal voor “Bodemoppervlak-finishing”
Vlakfrezen met de kopse kant van een vingerfrees — dit is een fundamenteel ander ontwerp dan die “standaard”. Het concept van de “wiper edge” van een vlakfrees, verkleind naar vingerfreesformaat — dat is de essentie van VFM.
φ10 tot φ25 — Assortiment van 5 maten
VFM is verkrijgbaar in 5 maten om aan te sluiten bij verschillende breedtes van bewerkingsoppervlakken en machineomgevingen. Alle maten gebruiken de AH715-kwaliteit (nieuwste coating, uitstekende slijtvastheid en weerstand tegen opbouwsnijkanten).
| Artikelnummer | Gereedschapsdiameter | Flutes | Max. Snijdiepte | Corner R | Aansluitdraad |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H — Alle materiaalgroepen gedekt
Een van de grootste sterktes van VFM is de brede inzetbaarheid in verschillende materialen. Van koolstofstaal tot roestvrij staal, gietijzer, aluminiumlegeringen en zelfs titaniumlegeringen, hittebestendige legeringen en hardened steel — voor alle 6 ISO-groepen zijn standaard snijcondities vastgesteld.
| ISO | Materiaal werkstuk | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Koolstofstaal, gelegeerd staal (S45C, SCM440, etc.) | 60–180 | 0,08–0,13 |
| M | Roestvrij staal (SUS304, SUS316, etc.) | 40–100 | 0,08–0,13 |
| K | Gietijzer (FC250, FCD450, etc.) | 80–200 | 0,08–0,13 |
| N | Aluminiumlegeringen | 100–700 | 0,08–0,13 |
| S | Titaniumlegeringen, hittebestendige legeringen (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, etc., tot 60HRC) | 20–80 | 0,08–0,13 |
Je hoeft je niet af te vragen “Kan ik het op dit materiaal gebruiken?” — dat is een ander groot voordeel van VFM.
3 situaties waarin VFM uitblinkt
Hier zie je hoe VFM de drie beperkingen aanpakt die bedrijven dwingen om op vingerfrezen te vertrouwen.
| Beperking | Conventionele aanpak | VFM-oplossing |
|---|---|---|
| Cutter met grote diameter past niet door interferentie | Vervangen door kopse kant van volhardmetalen vingerfrees → cutter marks verschijnen | Oppervlaktekwaliteit van vlakfrees-niveau bij kleine diameters van φ12–φ25. De wiper edge vlakt het bewerkte oppervlak uit, waardoor de afwerking drastisch verbetert terwijl interferentie wordt vermeden |
| Bewerkingsoppervlak te smal voor te grote gereedschapsdiameter | Blijf de te grote vlakfrees gebruiken, of doe concessies met de kopse kant | Kies de juiste diameter die past bij de breedte van het bewerkingsoppervlak. Het 6-flute ontwerp met wiper edge garandeert een uitstekende oppervlaktekwaliteit, zelfs bij kleine diameters. De instelling is ook eenvoudiger |
| Beperkingen in schachtdiameter op langdraaiers / conventionele draaibanken | Concessies doen met kleine diameter volhardmetaal, onstabiele oppervlaktekwaliteit | Gebruik een grotere gereedschapsdiameter ten opzichte van de schachtdiameter (bijv. φ12 kop op een φ8 schacht). De VER-schacht (ER-spantang) minimaliseert de uitsteeklengte voor stabiele bewerking, zelfs op freesspindels met lage stijfheid |
PUNT
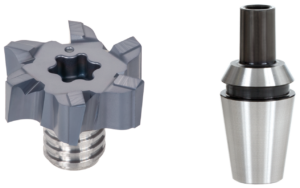
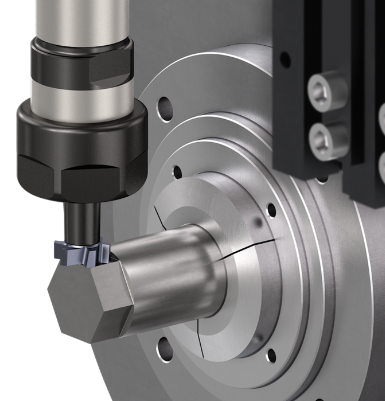
VER-schachtcombinatie — Ideaal voor langdraaiers en conventionele draaibanken
Met TungMeister’s VER-schacht (ER-spantangadapter) kan het gereedschap direct in de ER-spantanghouder van de machine worden gemonteerd. Door de uitsteeklengte te minimaliseren, wordt stabiele bewerking met onderdrukte trillingen bereikt, zelfs op freesspindelunits met lage stijfheid. De uitstekende oppervlaktekwaliteit van de wiper edge kan ook vervolgprocessen (slijpen, etc.) op vlakbewerkte oppervlakken verminderen of elimineren.
Oppervlakteruwheidsgegevens — Ra die volhardmetalen vingerfrezen overtreft
Hoeveel superieur is de oppervlaktekwaliteit van VFM eigenlijk? Laten we dit verifiëren met meetgegevens uit de catalogus.
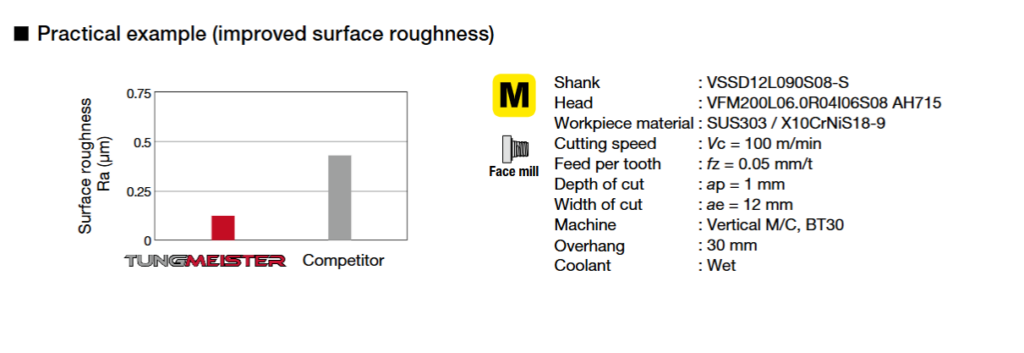
| Materiaal werkstuk | SUS303 |
|---|---|
| Machine | Verticaal bewerkingscentrum (BT30) |
| Kop | VFM200L06.0R04I06S08 AH715 (φ20) |
| Snijcondities | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Uitsteeklengte | 30 mm (nat) |
Onder deze testomstandigheden registreerde VFM een oppervlakteruwheid Ra die zowel volhardmetalen vingerfrezen van concurrenten als producten met wiper edge van concurrenten overtrof. Het is bijzonder opmerkelijk dat deze resultaten werden behaald, zelfs in een BT30-omgeving met lage stijfheid.
Belangrijkste gegevens
Oppervlakteruwheid die volhardmetalen vingerfrezen overtreft, zelfs op BT30
De wiper edge van VFM levert een stabiele oppervlaktekwaliteit, zelfs in een BT30-omgeving met lage stijfheid. De ware kracht van VFM komt juist tot uiting in omgevingen met beperkte stijfheid — langdraaiers, compacte bewerkingscentra en vergelijkbare opstellingen.
3. Prestaties onderbouwd door data — Kwantitatieve vergelijking van oppervlaktekwaliteit, efficiëntie en standtijd
Vanaf hier verifiëren we kwantitatief de prestaties van VFM op drie assen — “oppervlaktekwaliteit”, “efficiëntie” en “standtijd” — gebaseerd op 3 praktijkvoorbeelden van gebruikers en catalogusgegevens.
Vergelijking van alle 3 de gevallen
Alle 3 de praktijkgevallen kregen de beoordeling “win“. Ondanks verschillende materialen en machineomgevingen presteerde VFM aanzienlijk beter dan bestaande gereedschappen in zowel oppervlaktekwaliteit als efficiëntie.
| Vergelijking | Geval 1: Hastelloy-X | Geval 2: SUS440C | Geval 3: SS |
|---|---|---|---|
| Materiaal werkstuk | Hastelloy-X (gesmeed) | SUS440C | SS400 |
| Machine | Horizontaal bewerkingscentrum / BT50 | Verticaal bewerkingscentrum / BT30 | Verticaal bewerkingscentrum / BT40 |
| Bestaand gereedschap | φ12 volhardmetalen vingerfrees | φ12 volhardmetalen vingerfrees | φ10 volhardmetalen vingerfrees |
| Efficiëntiewinst | +50% | +50% | +67% |
| Oppervlaktekwaliteit | Goed (glanzend oppervlak) | Zeer goed | Goed |
| Standtijd | — (testtijd verstreken) | +50% (240 stuks/kop) | — (demo) |
| Resultaat | Win | Win | Win |
Dit zijn de belangrijkste conclusies uit deze gegevens.
Punt 1: Oppervlaktekwaliteit beoordeeld als “goed” of beter in alle gevallen — problemen met cutter marks en krassen fundamenteel opgelost
In Geval 1 verdwenen de cutter marks veroorzaakt door de kopse kant van de volhardmetalen vingerfrees, en kreeg het bewerkte oppervlak een glanzende afwerking. Geval 2 kreeg de beoordeling “zeer goed”. In Geval 3 werd het probleem van krassen die zichtbaar werden na het plateren geëlimineerd. Alle resultaten werden behaald doordat de wiper edge het bewerkte oppervlak gladstreek.
Punt 2: 50–67% efficiëntieverbetering — niet alleen oppervlaktekwaliteit, maar ook productiviteitswinst
VFM verbetert niet alleen de oppervlaktekwaliteit, maar overtreft ook bestaande gereedschappen in voeding en verspaningsvolume. De 6-flute hoge voedingscapaciteit gecombineerd met een lage snijweerstand door scherpe kanten maakt gelijktijdige verbetering van zowel oppervlaktekwaliteit als efficiëntie mogelijk.
Punt 3: Bewezen van BT30 tot BT50 — breed scala aan machineomgevingen
Van de BT30-machine met de laagste stijfheid tot BT50, stabiele resultaten werden behaald ongeacht de machineomgeving. De effectiviteit van VFM houdt stand, zelfs op machines met lage stijfheid.
Catalogusgegevens — 1,5× efficiëntie, 1,4× standtijd
Naast de praktijkvoorbeelden van gebruikers worden de capaciteiten van VFM ondersteund door catalogusgegevens.
| Catalogusgeval | Materiaal | Verbetering | Resultaat |
|---|---|---|---|
| Geval A (φ20) | SUS303 | Vergelijking oppervlakteruwheid | Ra overtreft volhardmetalen producten van concurrenten |
| Geval B (φ16) | A5052 | Vergelijking efficiëntie | 1,5× efficiëntie (oppervlaktekwaliteit behouden) |
| Geval C (AH715) | FCD400 | Vergelijking standtijd | 1,4× standtijd (oppervlaktekwaliteit ook verbeterd) |
Samenvatting sectie 3
Bestaande gereedschappen overtreffen in oppervlaktekwaliteit, efficiëntie en standtijd
VFM presteert beter dan bestaande gereedschappen op een of meer punten: oppervlaktekwaliteit, efficiëntie en standtijd. De oppervlaktekwaliteit verbeteren terwijl ook de efficiëntie toeneemt — geen compromis, maar een resultaat dat mogelijk is gemaakt door een ontwerp dat volledig is gericht op het wiper edge-concept.
4. Praktijkvoorbeelden van gebruikers
Wat gebeurde er toen bedrijven die vlakfreesden met de kopse kant van een vingerfrees overstapten op VFM? Positieve resultaten in alle 3 de gevallen. Van hittebestendige legeringen tot roestvrij staal en algemeen staal, VFM is toegepast in een breed scala aan materialen.
Geval 1 Hastelloy-X Bodemoppervlak-finishing — Gekozen voor glanzend oppervlak

Bewerkingsdetails
- Onderdeel: Behuizing — uitlaatafdichtingsvlak (bodemoppervlak-finishing)
- Materiaal: Hastelloy-X (gesmeed)
- Machine: Horizontaal bewerkingscentrum / BT50
Uitdagingen
- Een vingerfrees van een concurrent — oorspronkelijk niet geschikt voor bodemoppervlak-finishing — werd als tijdelijke maatregel gebruikt
- Frequente nabewerking bij bodemoppervlak-finishing. Het visuele uiterlijk was een groter probleem dan de oppervlakteruwheidswaarden
Vergelijking snijcondities
| Bestaand (vingerfrees concurrent) | VFM (AH715) | |
|---|---|---|
| Gereedschapsdiameter | φ12 (6-flute) | φ12 (6-flute) |
| Cutting speed | 20 m/min | 30 m/min |
| Feed per tooth | 0,05 mm/z | 0,1 mm/z |
| Snijdiepte | 2 mm | 1 mm |
| Voeding | 159 mm/min | 477 mm/min |
| Verspaningsvolume | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Oppervlaktekwaliteit | Zelfde als voorheen | Goed (glanzend) |
PUNT
Gekozen voor glanzend oppervlak — Nabewerking geëlimineerd
VFM zorgde voor een glanzende afwerking op het bewerkte oppervlak, waarbij het visuele uiterlijk veel meer verbeterde dan de oppervlakteruwheidswaarden alleen. Nabewerking van het bodemoppervlak werd geëlimineerd en de keuze voor VFM werd bevestigd. De positieve evaluatie van VFM, die al voor andere functies werd toegepast, is nu ook uitgebreid naar de afwerking van het bodemoppervlak.
Geval 2 SUS440C Vlakfrees-finish — Gekozen nadat cutter marks verdwenen
Bewerkingsdetails
- Onderdeel: Blokvormig werkstuk
- Materiaal: SUS440C
- Machine: Verticaal bewerkingscentrum / BT30
- Bewerking: Vlakfrezen (finishing)
Uitdagingen
- Vlakfrezen werd uitgevoerd met de kopse kant van een volhardmetalen vingerfrees (4-flute)
- Cutter marks verschenen, wat leidde tot betrouwbaarheidsproblemen in het bewerkingsproces
Vergelijking snijcondities
| Bestaand (vingerfrees concurrent) | VFM (AH715) | |
|---|---|---|
| Gereedschapsdiam. / Flutes | φ12 / 4-flute | φ12 / 6-flute |
| Cutting speed | 34 m/min (dezelfde condities) | |
| Feed per tooth | 0,06 mm/z (dezelfde condities) | |
| Voeding | 216 mm/min | 325 mm/min (+50%) |
| Verspaningsvolume | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Stuks per kop | 160 stuks | 240 stuks (+50%) |
| Oppervlaktekwaliteit | Slecht (cutter marks aanwezig) | Zeer goed (cutter marks geëlimineerd) |
PUNT
Cutter marks geëlimineerd + 50% efficiëntiewinst + 50% standtijdwinst
De overstap van een 4-flute volhardmetalen vingerfrees naar het 6-flute ontwerp van VFM verhoogde de voeding met 50% bij dezelfde fz (effect van verhoogd aantal flutes). Bovendien werden cutter marks volledig geëlimineerd en steeg het aantal stuks per kop met 50%. Oppervlaktekwaliteit, efficiëntie en standtijd — alle drie geleverd, wat leidde tot de keuze voor VFM, zelfs in een BT30-omgeving met lage stijfheid.
Geval 3 SS400 Vlakfrezen — Probleem met krassen na plateren opgelost

Bewerkingsdetails
- Onderdeel: Machinecomponent (vlakfrezen → plateerproces)
- Materiaal: SS400
- Machine: Verticaal bewerkingscentrum / BT40
- Bewerking: Vlakfrezen (finishing)
Uitdagingen
- Vlakfrezen met een volhardmetalen vingerfrees van een concurrent (φ10, 4-flute)
- Onderdelen worden na bewerking geplateerd; krassen op het bewerkte oppervlak werden zichtbaar na het plateren
Vergelijking snijcondities
| Bestaand (vingerfrees concurrent) | VFM (AH715) | |
|---|---|---|
| Gereedschapsdiam. / Flutes | φ10 / 4-flute | φ12 / 6-flute |
| Cutting speed | 150 m/min (dezelfde condities) | |
| Feed per tooth | 0,06 mm/z | 0,08 mm/z |
| Voeding | 1.146 mm/min | 1.910 mm/min (+67%) |
| Verspaningsvolume | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Oppervlaktekwaliteit | Slecht (krassen zichtbaar na plateren) | Goed |
PUNT
Probleem met krassen na plateren opgelost — Kwaliteit in vervolgproces verbeterd
De wiper edge van VFM zorgt voor een glad bewerkt oppervlak dat direct invloed heeft op de kwaliteit van vervolgprocessen zoals plateren en coaten. Doordat krassen niet langer zichtbaar zijn, wordt ook het risico op nabewerking en kwaliteitsklachten in vervolgprocessen verminderd. Dit draagt bij aan een “totale procesverbetering” die verder gaat dan de bewerking zelf.
Samenvatting — Transformeer je vlakfreesbewerkingen met VFM
“Vlakfrees je nog steeds met een vingerfrees?” — Dit artikel heeft de technische kenmerken, data en praktijkvoorbeelden van de TungMeister VFM Head gepresenteerd als antwoord op deze vraag. Dit zijn de belangrijkste punten.
- Vlakfrezen met een vingerfrees — er is een probleem met deze “standaard” — Veel bedrijven hebben geen andere keuze dan te vertrouwen op vingerfrezen vanwege interferentiebeperkingen, smalle oppervlaktebreedtes en beperkingen in de schachtdiameter
- VFM is een kop die exclusief is ontworpen voor vlakfrezen — Wiper edge + scherpe snijkanten + 6 flutes × lage spiraalhoek × korte snijkantlengte. Een fundamenteel andere aanpak dan de kopse kanten van universele vingerfrezen
- Oppervlaktekwaliteit die volhardmetalen vingerfrezen overtreft — opgenomen in catalogusspecificaties — In een Ra-vergelijking op SUS303 presteerde VFM beter dan zowel volhardmetalen producten als producten met wiper edge van concurrenten
- “Win”-beoordelingen in alle 3 de praktijkvoorbeelden — 50–67% efficiëntieverbetering, oppervlaktekwaliteit beoordeeld als “goed” tot “zeer goed” in alle gevallen. Cutter marks geëlimineerd, glanzende oppervlakken, problemen met krassen na plateren opgelost
- Bewezen van BT30 tot BT50 — Stabiele bewerking op machines met lage stijfheid en langdraaiers. VER-schacht minimaliseert de uitsteeklengte
- Alle ISO P/M/K/N/S/H-materialen gedekt — Bewezen op Hastelloy-X, SUS440C, SS, A5052, FCD400 en meer
- Systeem met verwisselbare koppen verlaagt de operationele kosten — In plaats van het volledige volhardmetalen gereedschap te vervangen, wordt alleen de kop gewisseld. De schacht wordt hergebruikt
- Assortiment van 4 maten van φ12 tot φ25 — Kies de juiste diameter die past bij de breedte van het bewerkingsoppervlak
Je hoeft niet te blijven vlakfrezen met de kopse kant van een vingerfrees. Als cutter marks, slechte oppervlaktekwaliteit of problemen met het uiterlijk na plateren je bekend voorkomen, probeer dan de VFM Head.