
Dit is de weg naar succes die de verkoopvertegenwoordigers van Tungaloy samen met hun klanten bewandelen.
48 uur onbemande weekendwerking bereikt! Welke Chamfering-tool loste het knelpunt op dat ‘lights-out’ productie in de weg stond?
Medewerking aan interviewTsubakimoto Mayfran Inc.


Verkoopvertegenwoordiger Tungaloy
Takahiko MurataTakahiko Murata
- Woonplaats
- Kyoto, prefectuur Kyoto
- Carrière
- In dienst getreden in januari 1987 (zij-instromer). 36e jaar.
- Hobby’s
- Ik ben begonnen met alpineskiën op de middelbare school en doe vandaag de dag nog steeds actief mee aan wedstrijden.
Buiten het seizoen draait alles om golf.
Iedereen die betrokken is bij metaalbewerking heeft wel eens een “chip conveyor” gezien. Dit keer presenteren we een casestudy over verbeteringen aan chip conveyors.
Tsubakimoto Mayfran Inc., met hoofdkantoor in Koka City, prefectuur Shiga, werd in 1973 opgericht als een joint venture tussen Tsubakimoto Chain Co. en Mayfran International. In 1974 begon het bedrijf met de productie van zijn “ChipTote” chip conveyor. Sindsdien heeft het bedrijf een breed scala aan producten voor materiaaltransport ontwikkeld en staat het nu algemeen bekend als een veelzijdige fabrikant van apparatuur voor materiaaltransport en koelmiddelverwerking.
Tsubakimoto Mayfran Inc. blijft producten en diensten van de hoogste kwaliteit leveren om wereldwijde klanttevredenheid en vertrouwen te winnen op het gebied van “behandeling en verwerking” van “metaalchips, koelmiddel en vast afval”.
Inhoudsopgave
Project voor eigen productie van bandpennen
Tsubakimoto Mayfran Inc. produceert conveyors — hun paradepaardje — in hun hoofdkantoorfabriek in Koka City, prefectuur Shiga. De hoofdkantoorfabriek is de moederfabriek die alles afhandelt, van plaatwerk tot lassen, assemblage en spuiten in een geïntegreerd productieproces voor conveyors. In die tijd ontstond er een probleem met de inkoop van bandpennen, een van de belangrijkste onderdelen van de conveyor. Voorheen voerde de hoofdkantoorfabriek vrijwel geen metaalbewerkingen uit en werden bandpennen die bewerking vereisten uitbesteed voor productie. Het werd voor de onderaannemer echter moeilijk om de productie voort te zetten. Om dit probleem aan te pakken, werd een project gestart om de bandpennen in eigen beheer te gaan produceren. De heer Ichihashi van de afdeling Production Engineering, die over diepgaande kennis van metaalbewerking beschikte, werd aangesteld als projectleider.

“Door de voorheen uitbestede productie van bandpennen in eigen beheer te nemen in onze hoofdkantoorfabriek, konden we veel voordelen behalen. Daarom besloten we over te gaan tot eigen productie. Eigen productie maakt een flexibele productieplanning op basis van de vraag mogelijk en vergemakkelijkt de productie van kleine series. Bij uitbesteding moesten we grote voorraden componenten (onderhanden werk) aanhouden vanwege de bestelomvang en levertijden. Door zelf te produceren, kunnen we productieschema’s en seriegroottes flexibel aanpassen aan de wensen van de klant. De implementatie van just-in-time productie heeft geleid tot een aanzienlijke vermindering van de componentenvoorraad.”
Dit was een belangrijk project met verwachte verbeteringen in de productie-efficiëntie.
“Naast de verwachtingen voor kortere levertijden en voorraadvermindering, stelden we ook kostenconcurrentiekracht als doel voor dit opstartproject. Gezien de productiekosten was productie in het buitenland een optie, maar het produceren van componenten in de hoofdkantoorfabriek — de uiteindelijke assemblageplaats — is optimaal wat betreft transporttijden (lokale productie voor lokale consumptie). Daarom stelden we ons ten doel om een productielijn op te bouwen met een kostenconcurrentiekracht die kan wedijveren met productie in het buitenland, zelfs bij binnenlandse productie. Wij geloofden dat de sleutel tot het bereiken van kostenconcurrentiekracht lag in ‘automatisering en uitgebreide onbemande werking.’”
Uiterlijk en structuur van de stalen scharnierbandconveyor
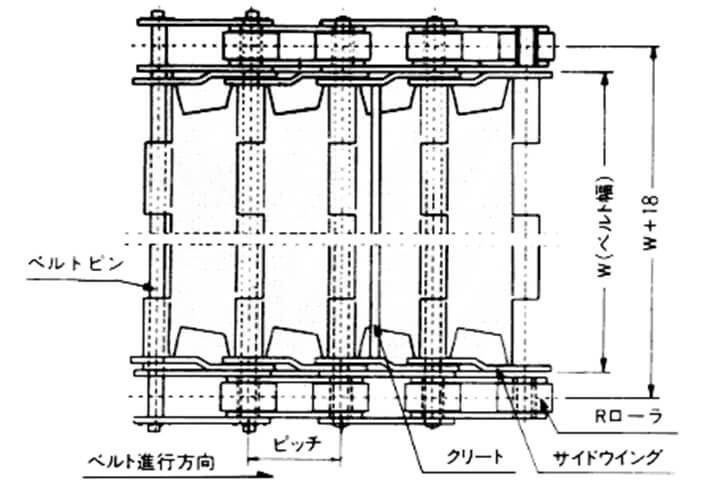
Uiterlijk van bandpennen

Het knelpuntproces dat onbemande werking blokkeert
Om de gestelde doelen te bereiken, vorderde de bouw van de lijn. Aangezien bandpennen lange cilindrische onderdelen zijn, werd een bar feeder gekozen voor de materiaaltoevoer. Bovendien werd voor het automatiseren van het opnieuw opspannen van lange werkstukken en het bewerken van beide uiteinden gekozen voor een NC-draaibank met een sub-spil, waardoor alles van het laden van het werkstuk en de bewerking tot het lossen van het werkstuk werd geautomatiseerd.
Bandpennen zijn er in verschillende modellen met verschillende diameters en lengtes. Voor elk model werden bewerkingsprogramma’s gemaakt en geverifieerd, en de opstart van de eerste bewerkte componenten van de fabriek werd succesvol afgerond.
Hoewel de opstart van de bewerking succesvol was, was het andere doel — het bereiken van een uitgebreide onbemande werking — nog niet gehaald. De tools die in twee processen werden gebruikt, hadden een korte standtijd en de hoge frequentie van toolwissels maakte een langdurige werking onmogelijk.
“We wilden modellen met relatief grote productieseries bewerken via onbemande werking tijdens vakanties en weekenden. Bijvoorbeeld: de opstelling voltooien bij vertrek op vrijdag en de bewerking starten. Als we in het weekend (zaterdag en zondag) onbemand konden draaien, zou dat aanzienlijk bijdragen aan de efficiëntie van de lijn en de productiekosten. Om dit te bereiken, moesten we ongeveer 48 uur onbemande werking realiseren, maar problemen met de standtijd in de knelpuntprocessen verhinderden dat we het doel haalden.”
Knelpuntprocessen bij de bewerking van bandpennen
Knelpuntproces 1: Parting Off / Nabewerken van het kopvlak
Omdat de productie een bar feeder gebruikte, was het parting-off proces een van de belangrijkste bewerkingen. Vanwege beperkingen in het aantal tools en revolverstations dat nodig was om verschillende modellen te bewerken, werd de afsteektool ook gebruikt voor het nabewerken van het kopvlak om het toolgebruik te consolideren.
Knelpuntproces 2: Centerboren + Chamfering
Om de nauwkeurigheid van de gatpositie te verbeteren, werd centerboren uitgevoerd vóór de gatbewerking. Omdat deze gaten een C-chamfer vereisten, werd het proces zo ontworpen dat een 90° Chamfering-tool vooraf dieper werd ingezet om centerboren en Chamfering in één handeling te combineren.
Bewerkingsbeeld van het proces “Centerboren + Chamfering”
- Proces 1
Centerboren + Chamfering

- Proces 2
Drilling
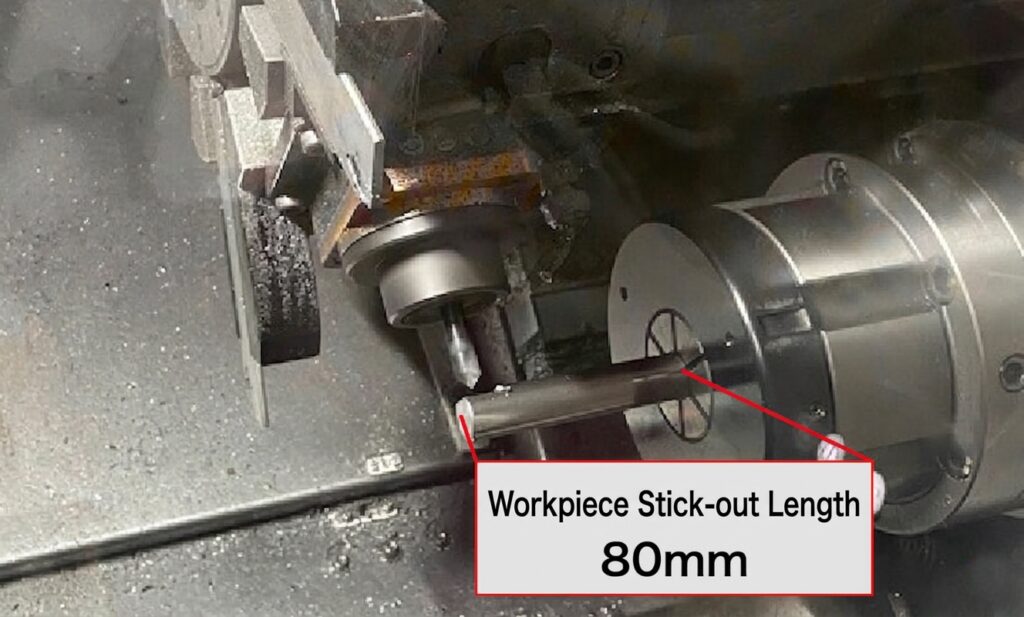
“Het proces dat ik als bijzonder problematisch ervoer, was dit ‘centerboren + Chamfering’ proces. Door interferentie tussen de spantanghouder die het werkstuk vasthoudt en de aangedreven tool, evenals de beperkingen van het freesbereik van de machine, moest het werkstuk ongeveer 80 mm uitsteken voor de freesbewerkingen. Bovendien moest de bewerking, omdat deze vlakbij het kopvlak plaatsvond, in een vrijdragende opstelling gebeuren. Met het werkstuk in een toestand van lage stabiliteit werd de bewerking onstabiel. Trillingen waren vooral merkbaar bij bandpenmodellen met een kleinere diameter, wat resulteerde in afschuiningen met onregelmatige gatvormen.”
“We hadden meerdere fabrikanten gevraagd om toolverbeteringen en werkten aan verbeteringen. We lieten door één fabrikant aangepaste tools maken en voerden tests uit, maar we hadden moeite om een tool te vinden die de verbetering bood die we nodig hadden.”
Het doel van uitgebreide onbemande werking was op een dood spoor beland.
NC-draaibank met bar feeder en sub-spil gebruikt voor de bewerking van centerpennen

Zicht op het proces “Centerboren” + “Chamfering”
Oplossingen voor het knelpuntproces
Rond die tijd ontmoetten de heren Ichihashi en Murata van het verkoopkantoor van Tungaloy in Kyoto elkaar voor het eerst.
Een verzoek om advies over bewerking met een boorproduct dat de heer Ichihashi had geselecteerd, bereikte Murata via een distributeur. Toen Murata de heer Ichihashi bezocht, hoorde hij over de uitdagingen waar de heer Ichihashi voor stond.
“Voor de verbetering van de tool voor afsteken/kopvlakdraaien stelde ik TungCut voor. TungCut heeft een unieke boogvormige zitting voor de wisselplaat die een sterke weerstand biedt tegen zijwaartse krachten, waardoor het een serie groef-/afsteektools is die niet alleen geschikt is voor afsteken maar ook voor draaibewerkingen. Ik selecteerde AH7025, onze nieuwste soort, voor de wisselplaat. Omdat deze soort al uitstekende resultaten had opgeleverd bij andere klanten, raadde ik aan om hiermee te testen.”
“Toen we AH7025 testten, bereikten we een verlenging van de standtijd en losten we een van de knelpuntprocessen op. Oorspronkelijk gebruikten we koelmiddel voor de bewerking vanuit het oogpunt van standtijd en kwaliteit van de oppervlakteafwerking. Het gebruik van koelmiddel vereist echter periodieke vervanging vanwege de verslechtering van de waterkwaliteit, en het afvoeren ervan als afgewerkte olie roept milieuproblemen op die de laatste tijd steeds problematischer zijn geworden. We wilden droog bewerken zonder koelmiddel. In dat opzicht leverde AH7025 zelfs bij droog bewerken een bevredigende kwaliteit van de oppervlakteafwerking op, terwijl de beoogde standtijd ruimschoots werd gehaald. We waren eerlijk gezegd onder de indruk van je tooltechnologie.”
“Voor het andere knelpuntproces — ‘centerboren + Chamfering’ — voorzag ik dat het een moeilijke verbetering zou worden gezien het werkstuk met kleine diameter en de lange overhang. Omdat de tool met verwisselbare kop TungMeister een grote verscheidenheid aan Chamfering-koppen biedt, heb ik onderzocht of we de optimale kop voor de bewerking van bandpennen uit dit assortiment konden selecteren.”

Eindfrees met verwisselbare kop TungMeister: Uitgebreide variaties in Chamfering-koppen
De eindfrees met verwisselbare kop TungMeister biedt een uitgebreid assortiment koppen naast vierkante koppen, waaronder koppen voor hoge voeding, kogelkopfrezen, Chamfering, Drilling en koppen van het sleuftype. Met name het assortiment Chamfering-tools bevat koppen met duidelijk verschillende kenmerken.

“Uit de meerdere beschikbare koptypes heb ik voor deze toepassing het VDS-type geselecteerd — het ontwerp met de scherpste snede en de laagste weerstand.”
TungMeister Chamfering-koppen zijn verkrijgbaar in drie types: het “VCP-type met geperst ontwerp voor kosteneffectiviteit”, het “VCA-type met meertandig ontwerp voor productiviteit” en het “VDS-type met een ontwerp met een hoge spiraalhoek voor snijden met lage weerstand”.
“Ik heb het VDS-type geselecteerd in de verwachting dat de grote spiraalhoek en het ontwerp met lage weerstand geschikt zouden zijn voor deze toepassing. Toen ik bovendien de Chamfering-tools van de concurrent bekeek die Tsubakimoto Mayfran gebruikte, zag ik dat er bij geen enkele tool ‘thinning’ was toegepast op de snijkant. Ik dacht dat het gebruik van het VDS-type met zijn thinning-functie de thrust force zou verminderen, waardoor de doorbuiging van het werkstuk zou worden onderdrukt, zelfs bij werkstukken met een lage stabiliteit.”
TungMeister Chamfering-koppen assortiment

Kosteneffectief VCP-type (met centrumsneed)

Productiviteitsgericht VCA-type (zonder centrumsneed)

Scherptegericht VDS-type (met centrumsneed)
Kenmerken van het VDS-type
- Vooraanzicht van VDS-kop
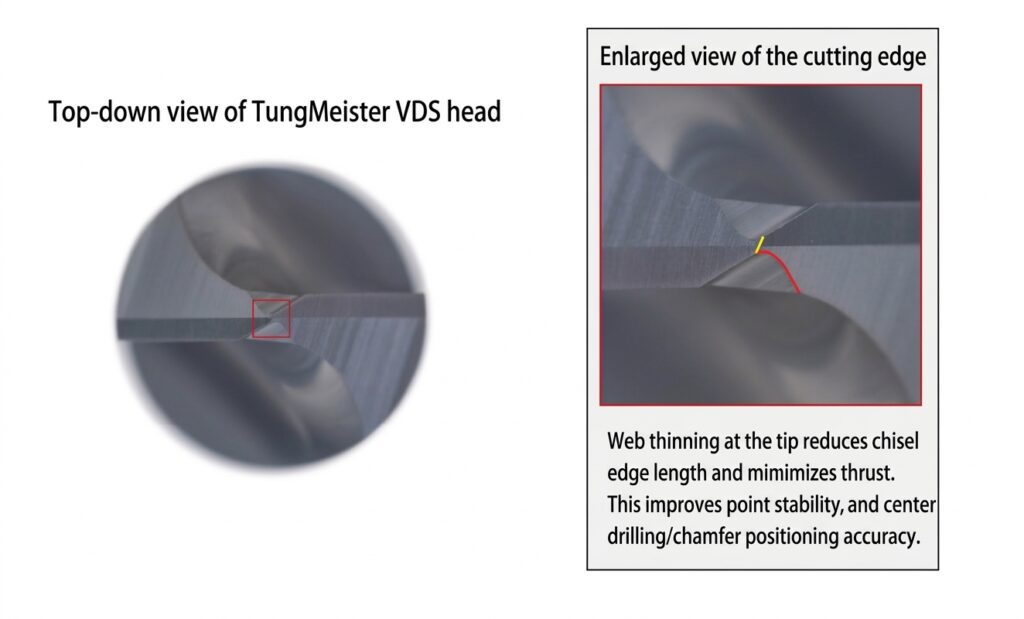
- VDS-kop

48 uur onbemande weekendwerking bereikt
Met hoge verwachtingen voor succes begon het testen. Waar de conventionele tool met trillingen had bewerkt, onderdrukte het VDS-type het optreden van trillingen aanzienlijk. Na bevestiging van een stabiele bewerking ging het testen over in een productietest. De testresultaten toonden aan:
- De standtijd werd verlengd tot 3.000 onderdelen — 5 keer de vorige instelling van 600 onderdelen
- De afschuining, die voorheen een onregelmatige vorm had, kreeg een zuivere cirkelvorm, wat de productkwaliteit verbeterde
Dit waren aanzienlijke verbeteringen.
“De resultaten van de bewerking met deze tool waren een verbazingwekkende reeks nieuwe ontdekkingen. Het oplossen van de twee knelpuntprocessen en het bereiken van 48 uur onbemande weekendwerking heeft enorm bijgedragen aan het verbeteren van de productiviteit op de bewerkingslijn voor bandpennen. Bewerking van bandpennen met universele machines is zelfs in het buitenland nog niet bereikt, dus ik geloof dat deze nieuwe lijn is gebouwd met een kostenconcurrentiekracht die kan wedijveren met productie in het buitenland.”
“Naast de verbeterde bewerkingsstabiliteit en verlengde standtijd waarderen we ook het gemak van toolwissels met TungMeister. Bij volhardmetalen tools was bij elke toolwissel het los- en vastdraaien van de spantang nodig, evenals het aanpassen van de overhanglengte en het maken van correcties voor de tool-lengte-offset in het NC-programma. We hadden ook Chamfering-tools gebruikt met een schroefbevestiging voor de kop, maar er waren incidenten waarbij schroeven tijdens het verwijderen in de machine vielen en verloren gingen. TungMeister, waarbij de kop kan worden vervangen met alleen een sleutel zonder de schacht te verwijderen, heeft ook geleid tot verbeteringen in de toolwisselwerkzaamheden.”
De voordelen die uniek zijn voor tools met verwisselbare kop op draaibanken — waar toolwissels in de machine frequent voorkomen — werden duidelijk gewaardeerd.

Bewerkte afschuining met TungMeister VDS-type kop

Belangrijkste verbeterpunten
-
Chamfering-kop VDS-type met lage weerstand gebruikt voor “centerboren” + “Chamfering” bij lage stabiliteit van het werkstuk — stabiele bewerking bereikt en standtijd drastisch verbeterd
De VDS-type kop heeft een ontwerp met een hoge spiraalhoek en een ‘thinned’ snijkantgeometrie. Het vermindert de snijweerstand en onderdrukt doorbuiging van het werkstuk, waardoor stabiele bewerking mogelijk is, zelfs bij lage stabiliteit.
-
Oplossen van knelpuntprocessen maakte 48 uur onbemande productie mogelijk
Gestabiliseerde bewerking verbeterde de standtijd aanzienlijk. Het verminderen van de frequentie van toolwissels droeg bij aan het verlengen van de onbemande werkingstijd.
Naar een nog langere onbemande werking
Tsubakimoto Mayfran is niet tevreden met de huidige verbeteringen en werkt al aan verdere optimalisaties.
“Nu de twee knelpuntprocessen zijn opgelost, is een ander bewerkingsproces — vlakbewerken — het huidige knelpunt geworden. Door dit proces te verbeteren, willen we de volgende keer 60 uur onbemande werking uitdagen.”
Bij het horen van het volgende doel antwoordde Murata:
“Net als bij het proces ‘centerboren + Chamfering’ is er bij vlakbewerken ook sprake van een lage stabiliteit. Ook hier wil ik streven naar een stabiele bewerking en een verlengde standtijd door een frees te selecteren met de laagst mogelijke snijweerstand.”
“Sinds ik bij dit bedrijf werk, koester ik het motto ‘Een knelpunt is een kans’ dat een oudere collega me leerde. Zoals in dit geval gaan dingen soms goed, maar er zijn ook tijden dat de bewerking niet gaat zoals gepland en er problemen ontstaan. In plaats van het echter snel op te geven, geloof ik dat het belangrijkste is om te onderzoeken of er andere ideeën of verbetermaatregelen zijn en te blijven proberen. Ik heb het gevoel dat het oplossen van problemen in bijzonder moeilijke gevallen de daaropvolgende vertrouwensband met de klant versterkt.”
Murata zet zich in om ook de volgende uitdaging, het bereiken van 60 uur onbemande werking, te ondersteunen.
“Er zijn veel dingen in de bewerking die je alleen kunt begrijpen door het daadwerkelijk te proberen. We zijn van plan onszelf te blijven uitdagen zonder ons te laten beperken door bestaande concepten.”
De heer Ichihashi deelde zijn ambities voor de volgende uitdaging.
Bij Tungaloy blijven we ernaar streven om de productieprofessionals te ondersteunen die elke dag nieuwe uitdagingen aangaan.

Links: Dhr. Daisuke Kuroiwa, Sectiehoofd, Afdeling Productie, 1e Productiesectie
Rechts: Dhr. Junpei Ichihashi, Afdeling Production Engineering
Producten uit dit artikel
Selecteer de optimale tool uit een divers aanbod aan toolgeometrieën om de bewerkingsefficiëntie te verbeteren
TungMeister
Verkort de toolwisseltijd drastisch