

Highly rigid internal toolholder with excellent chip evacuation
Ideal tool geometry has been developed for excellent chip evacuation by extensive structural analysis simulation

Applications & Features
Applications

Features
Engineered for tool strength and optimal chip evacuation
1. Tool body of special alloy steel, designed to reduce chatter
• Ensures superior surface finish quality over conventional ID turning tools.
• Improved tool life, efficiency, and economy.

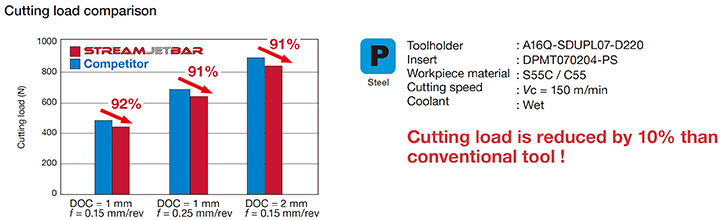
2. Optimal holder design assures low cutting load and high performance in the smallest bore diameters
3. Easy to use
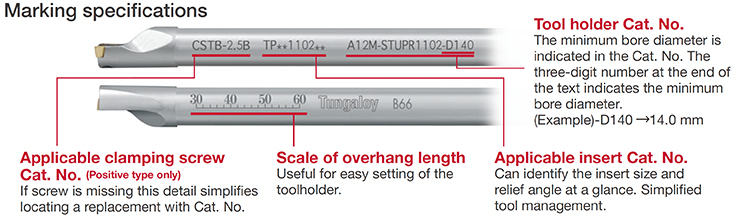
Marking specifications
Inserts & Grades
Inserts
Main Grades
T9215
![]()
![]()
![]()
- P10 – P20
- Well-balanced between wear and chipping resistance
- First choice for steel
- High versatility for a wide range of applications
T6130
![]()
- P15 – P30 / M15 – M30
- High wear resistance in cutting at medium to high speed
- First choice for stainless steel
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
Toolholders
Internal turning

StreamJetBar Toolholders
Highly rigid internal toolholder with excellent chip evacuation
Practical examples
Example #1
General Engineering
| Part: | Machine parts |
| Material: | S35C (C35) |
| Toolholder: | E20S-SDUCR11-D270 |
| Insert: | DCMT11T304-PS |
| Grade: | T9215 |
| Cutting conditions: | Vc = 70 – 160 (m/min) f = 0.12 – 0.2 (mm/rev) ap = 1.0 (mm) Coolant: Wet |

Example #2
Automotive Industry
| Part: | Automotive parts |
| Material: | S45C (C45) |
| Toolholder: | A12M-SDUPL07-D180-P |
| Insert: | DPMT070204-PS |
| Grade: | T9215 |
| Cutting conditions: | Vc = 130 (m/min) f = 0.1 (mm/rev) ap = 1.5 (mm) Coolant: Wet |

Standard cutting conditions
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|---|
| Low carbon steels, Alloy steels |
Medium carbon steels, Alloy steels |
High carbon steels, Alloy steels |
|||||||
| Precision finishing |
Continuous | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | Continuous | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to light cutting |
Continuous | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to Medium cutting |
Continuous to Heavy interrupted |
PS | T9215 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PS | T9125 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
| Medium cutting | Continuous to Heavy interrupted |
PM | T9215 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PM | T9125 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
Low carbon steels, Alloy steels: S10C, SCM415, SS400, SCr420H, etc. C10, 18CrMo4, E275A, 20Cr4, etc. Medium carbon steels, Alloy steels: S45C, SCM440, etc. C45, 42CrMo4, etc. Hi carbon steels, Alloy steels: SNCM439, etc. 41CrNiMo2, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) |
|---|---|---|---|---|---|---|---|
| Precision finishing | Continuous | Whh | GH330 | 0.05 – 2.0 | 0.03 – 0.2 | 100 – 150 | |
| Finishing | Continuous | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | |
| Light interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | ||
| Heavy interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 120 | ||
| Finishing to light cutting |
Continuous | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | |
| Light interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Finishing to medium cutting |
Continuous | PS | T6130 | 0.5 – 2.5 | 0.08 – 0.3 | 100 – 200 | |
| Light interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Medium cutting | Continuous | PM | T6130 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | |
| Light interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 |
* For CCMT0602 and DCMT0702 type inserts, a p = 0.5 – 2.5
Stainless steels: SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Grey cast irons | Ductile cast irons | |||||||
| Finishing | Continuous | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 150 – 700 | 150 – 300 | |
| Heavy interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 200 | 100 – 200 | ||
| Medium cutting | Light interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 300 | 100 – 250 | |
Grey cast irons: FC250, etc. 250, etc.
Ductile cast irons: FCD450, etc. 450-10S, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Titanium alloys | Ni-base alloys | |||||||
| Finishing | Continuous | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
| Finishing to medium cutting |
Continuous | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
Ni-base alloys: INCONEL718 etc.
Titanium alloys: Ti – 6Al – 4V etc.
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
자료
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management
system
MatrixTool management
system