

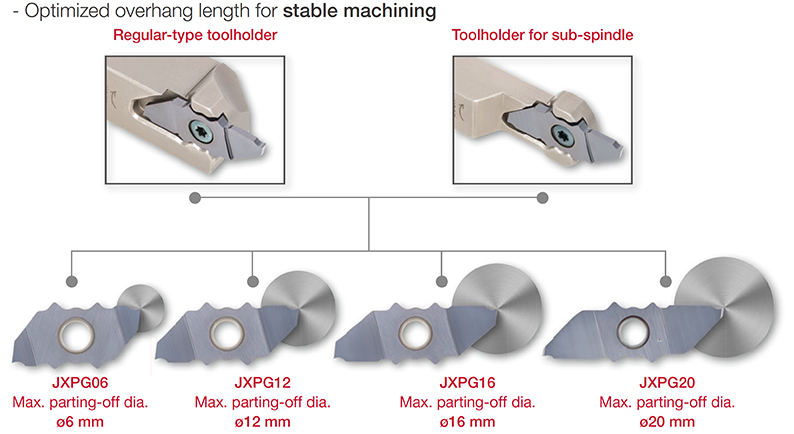
Stable parting-off operations due to unique clamping system
Innovative clamping system assures stability in parting off operations

Applications & Features
Applications



Features
1. 4 types of inserts are available for various parting-off diameters and can be mounted in the same pocket of the toolholder
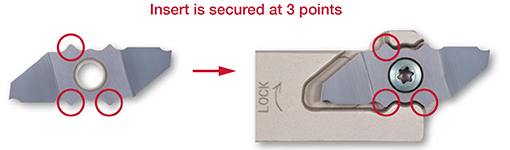
2. Unique clamping system for highly rigid clamping
Inserts & Grades
Inserts

DuoJust-Cut Grooving and Parting-off Inserts (Maximum parting-off dia. Ø20 mm)
- Rigid grooving and parting-off insert

DuoJust-Cut Threading Inserts (Pitch 0.2 – 1.5 mm)
- Rigid threading insert
Grades
SH7025
![]()
![]()
![]()
![]()
- P20 – P30 / M20 – M30
- The latest grade with sharp cutting edge designed for small part machining
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- High wear resistance
- Designed for machining steel and stainless steel
DX110
![]()
- Excellent sharpness for high surface quality
- Suitable for fi nishing non-ferrous metal and nonmetal
Toolholders


Practical examples
Example #1
| Part: | Electric part |
| Material: | SUM23 |
| Toolholder: | JSXXR1212X09 |
| Insert: | JXPS12R08F |
| Grade: | SH725 |
| Cutting conditions: | Vc = 110 (m/min) f = 0.03 (mm/rev) CW = 0.8 (mm) Application: Parting-off Coolant: Wet |

Example #2
| Part: | Spool |
| Material: | A6061 |
| Toolholder: | JSXXR1212X09 |
| Insert: | JXDX12R20F |
| Grade: | DX110 |
| Cutting conditions: | Vc = 300 (m/min) f = 0.05 (mm/rev) CW = 5 (mm) Application: Grooving, Turning (in a single pass) Coolant: Wet |

Example #3
| Part: | Hydraulic component |
| Material: | SUS304 / X5CrNi18-9 |
| Toolholder: | JSXXL1212X09-S |
| Insert: | JXPG16L20F |
| Grade: | SH725 |
| Cutting conditions: | Vc = 75 (m/min) f = 0.02 (mm/rev) CW = 2.0 (mm) Application: Parting-off Coolant: Wet |

Standard cutting conditions
Parting, Grooving
| ISO | Workpiece materials | Grades | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
 |
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 | |
 |
Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 SH7025 |
50 – 200 | 0.01 – 0.05 |
 |
Aluminium alloys A5056, A6061, etc. |
SH725 SH7025 |
150 – 200 | 0.01 – 0.05 |
| Copper alloys C2600, C280C, etc. |
SH725 SH7025 |
100 – 200 | 0.01 – 0.05 | |
 |
Titanium alloys Ti-6AI-4V, etc. |
SH725 SH7025 |
30 – 80 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH725 SH7025 |
30 – 80 | 0.01 – 0.05 |
JXBM12R
| ISO | Workpiece materials | Grades | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 150 | 0.02 – 0.15 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 150 | 0.02 – 0.15 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 150 | 0.02 – 0.15 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 30 – 120 | 0.02 – 0.12 |
|
Aluminium alloys A5056, A6061, etc. |
SH7025 | 100 – 150 | 0.02 – 0.15 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 150 | 0.02 – 0.15 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
For_aluminium_and_non-ferrous_metal_PCD_insert
| ISO | Workpiece materials | Grades | Operation | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys A5056, A6061, etc. |
DX110 | Grooving | 100 – 300 | 0.03 – 0.15 | – |
| DX110 | Turning | 100 – 300 | 0.03 – 0.15 | < 6 |
Threading
| ISO | Workpiece materials | Grades | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH725 SH7025 |
50 – 200 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 SH7025 |
50 – 200 | |
| Free cutting steels SUH22, SUH23, etc. |
SH725 SH7025 |
50 – 200 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH725 SH7025 |
50 – 200 |
|
Aluminium alloys A5056, A6061, etc. |
SH725 SH7025 |
150 – 200 |
| Copper alloy C2600, C280C, etc. |
SH725 SH7025 |
100 – 200 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH725 SH7025 |
30 – 80 |
| Superalloys Inconel718, etc. |
SH725 SH7025 |
30 – 80 |


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
자료
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.