

内部給油ホルダシリーズ
2 方向からのクーラント供給システムで高能率を実現!


使用用途 & 特長
使用用途






特徴
1. ダブルクランプ式内部給油ホルダ

2. レバーロック式(ノズルタイプ)内部給油ホルダ

インサート & 材種
インサート
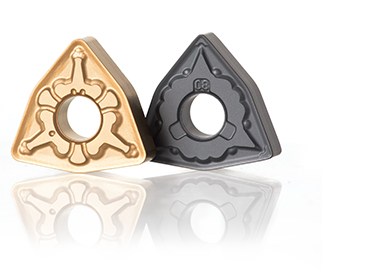
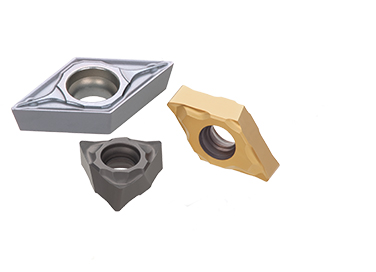
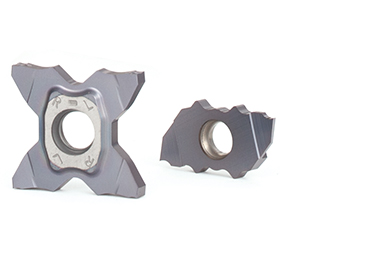
材種
ホルダ




加工事例
加工事例 #1
一般機械
| 加工部品名: | バルブ部品 |
| 被削材: | INCONEL 718 |
| ホルダ: | PDJNR2525M15-CHP |
| インサート: | DNMG150408-HRM |
| 材種: | AH8015 |
| 切削条件: | Vc = 80 (m/min) f = 0.3 (mm/rev) ap = 2 (mm) 加工形態: 外径旋削 切削油: 湿式 |

加工事例 #2
一般機械
| 加工部品名: | チューブ部品 |
| 被削材: | Ti-6AL-4V |
| ホルダ: | PCLNR2525M12-CHP |
| インサート: | CNMG120408-HRM |
| 材種: | AH8015 |
| 切削条件: | Vc = 60 (m/min) f = 0.2 (mm/rev) ap = 2 (mm) 加工形態: 外径旋削 切削油: 湿式 |

加工事例 #3
自動車産業
| 加工部品名: | シャフト |
| 被削材: | X5CrNi18-9 |
| ホルダ: | JSDJ2CR1616X11-CHP |
| インサート: | DCGT11T302FN-JS |
| 材種: | SH725 |
| 切削条件: | Vc = 9.2 (m/min) f = 1.5 (mm/rev) ap = 300 (mm) 加工形態: 外径旋削 切削油: 湿式 |


オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム