

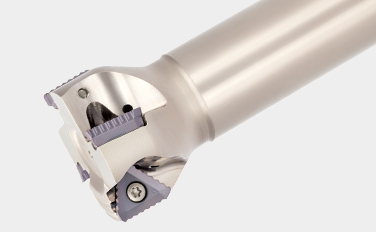
セレーション切れ刃付高能率ラフィングカッタ
切りくず細分化技術によってびびりを抑制長い突出しの加工で、高能率荒加工が可能な高性能カッタ

使用用途 & 特長
使用用途


特長
1. びびりを抑制
のこぎり状の切れ刃が切りくずを細分化し、びびりを抑制

2. 誰でも簡単に取り付け可能
3. 同じカッタボディで、2種類のインサートが使用可能
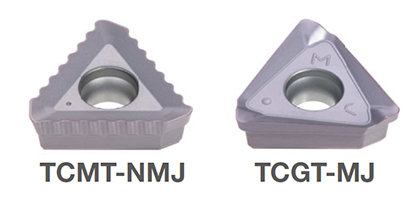
インサート & 材種

カッタ


加工事例
事例 #1
一般機械
| 加工部品名: | 機械部品 |
| 被削材: | SS400 |
| カッタ: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| インサート: | TCMT160620PDER-NMJ |
| 材種: | AH3135 |
| 切削条件: | Vc = 150 (Competitor: Vc = 105) (m/min) fz = 0.2 (mm/t) Vf = 455 (mm/min) ap = 50 (mm) ae = 10 (mm) 加工形態: 直角肩削り加工 切削油: エアブロー 使用機械: 門型 M/C, BT50 |

事例 #2
自動車産業
| 加工部品名: | ブラケット |
| 被削材: | SCSiMn2H |
| カッタ: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| インサート: | TCMT160620PDER-NMJ |
| 材料: | AH3135 |
| 切削条件: | Vc = 135 (Competitor: Vc = 126) (m/min) fz = 0.33 (Competitor: fz = 0.3) (mm/t) Vf = 709 (mm/min) ap = 75 (mm) ae = 5 (mm) 加工形態: 直角肩削り加工 切削油: エアブロー 使用機械: 立形 M/C, BT40 |

事例 #3
一般機械
| 加工部品名: | フランジ |
| 被削材: | FC300 / GG30 |
| カッタ: | TPTC16M050B22.0R04 (ø50, z = 4) |
| インサート: | TCMT160620PDER-NMJ |
| 材種: | AH120 |
| 切削条件: | Vc = 150 (m/min) fz = 0.18 (mm/t) Vf = 700 (mm/min) ap = 2 (mm) ae = 10 (mm) 加工形態: 直角肩削り加工 切削油: 湿式 使用機械: 横形 M/C, BT40 |

標準切削条件
| ISO | 被削材 | 硬さ | 選択基準 | 材種 | チップブレーカ | 切削速度 Vc (m/min) |
刃当り送り fz (mm/t) |
|---|---|---|---|---|---|---|---|
| 低炭素鋼 S15C, SS400 など |
– 300HB | 第一選択 | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| 耐欠損性重視 | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| 耐摩耗性重視 | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| 仕上げ用 | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| 炭素鋼、合金鋼 S55C, SCM440 など |
– 300HB | 第一選択 | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| 耐欠損性重視 | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| 耐摩耗性重視 | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| 仕上げ用 | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| プリハードン鋼 NAK80, PX5 など |
30 – 40 HRC | 第一選択 | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| 耐欠損性重視 | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| 耐摩耗性重視 | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| 仕上げ用 | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| ステンレス鋼 (SUS304, SUS316 など) |
– 250HB | 第一選択 | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| 耐摩耗性重視 | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| 仕上げ用 | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| ねずみ鋳鉄 (FC250, FC300 など) |
150 – 250HB | 第一選択 | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| 耐摩耗性重視 | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| 仕上げ用 | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| ダクタイル鋳鉄 (FCD600 など) |
150 – 250HB | 第一選択 | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| 耐摩耗性重視 | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| 仕上げ用 | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| チタン合金 (Ti-6AI-4V など) |
– | 第一選択 | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| 耐欠損性重視 | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| 仕上げ用 | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| 耐熱合金 (インコネル718 など) |
– | 第一選択 | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| 仕上げ用 | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* NMJブレーカの使用時は切りくず厚みが0.15mmを超えないようにご注意ください。

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム