

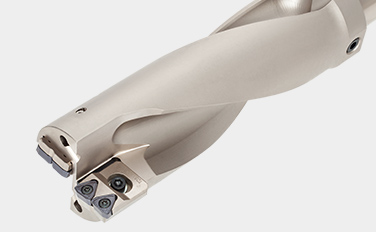
様々な加工に対応する刃先交換式ドリルシリーズ
ツイステッドオイルホールで、優れた加工面と安定した切りくず排出性を実現

使用用途 & 特長
使用用途


特長
1. 様々な加工に対応可能なラインナップ
- ドリル径: ø12.5 – ø 54.0 mm
- L/D = 2, 3, 4, 5

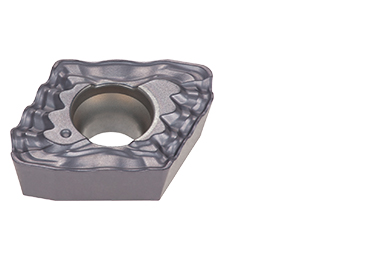
充実したチップブレーカと材種は多様な加工と被削材に対応可能。
2. 切りくず排出性が更にアップ!

最適化されたオイルホールの採用で油量が従来比 1.5
倍と大幅アップ、加工面粗さも良好。
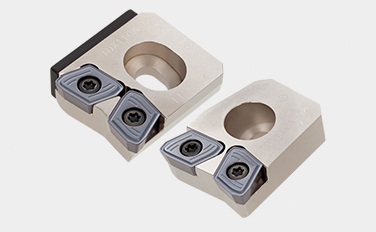
3. TungDrillBig(タング・ドリル・ビッグ)
工具径調整機能で工具集約! øDc: ø55 mm – ø80 mm, L/D = 2.5

-
高剛性ボディ設計& インサートの最適配列
ボディ剛性の向上と最適な切削バランスを追求することで安定加工が可能になり、優れた穴精度を実現します。

-
セッティングプレートを交換することで工具径調整が可能
ø55 mm ~ ø80 mm の径レンジをわずか5 種類の本体でカバーでき、高価な大径穴加工用工具の集約が可能です。

-
2 種類のカートリッジの選択が可能
同一ボディに2 種類のカートリッジが装着可能。加工用途によりインサートが選択可能。
- TDX形 – TungDrillTwisted(タング・ドリル・ツイステッド)
- TDS形 – Tung-SixDrill(タング・シックス・ドリル)
インサート & 材種
インサート

主な材種
ドリル & 関連ツール



加工事例
事例 #1
自動車産業
| 加工部品名: | ピニオン |
| 被削材: | SCM435 |
| ドリル: | TDX185F25-2 |
| インサート: | XPMT06X308R-DW |
| 材種: | AH9030 |
| 切削条件: | Vc = 160 (m/min) f = 0.11 (mm/rev) Vf = 300 (mm/min) H = 18 (mm) 切削油: 湿式 機械: NC 旋盤 |

事例 #2
自動車産業
| 加工部品名: | ヨーク |
| 被削材: | S33C |
| ドリル: | TDX200F25-3 |
| インサート: | XPMT06X308R-DJ |
| 材種: | AH725 |
| 切削条件: | Vc = 138 (m/min) f = 0.06 (mm/rev) Vf = 132 (mm/min) H = 25 (mm) 切削油: 湿式 機械: 専用機 |

事例 #3
自動車産業
| 加工部品名: | コンロッド小端穴 |
| 被削材: | S55C |
| ドリル: | TDX200F25-3 |
| インサート: | XPMT06X308R-DW |
| 材種: | AH725 |
| 切削条件: | Vc = 90 (m/min) f = 0.06 (mm/rev) Vf = 86 (mm/min) H = 22 (mm) 切削油: 湿式 機械: 専用機 |

標準切削条件
推奨インサート
| ISO | 被削材 | 第一推奨 | 耐摩耗性重視 | 切りくず処理性重視 |
|---|---|---|---|---|
 |
低炭素鋼 (C 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| 炭素鋼 (C > 0.3%)、低合金鋼、合金鋼 | DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
ステンレス鋼 | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
普通鋳鉄 | DJ AH7020 | DJ T1115 | – |
| ダクタイル鋳鉄 | DJ AH7030 | DJ AH7020 | – | |
 |
アルミニウム合金 | DJ AH725 | – | DG AH725 |
 |
耐熱合金、チタン合金 | DJ AH7030 | DJ AH7020 | – |
 |
焼入れ鋼 | DJ AH7030 | DJ AH7020 | – |
標準切削条件
| ISO | 被削材 | 硬さ | 切削速度 Vc (m/min) |
シリーズ L/D |
送り: f (mm/rev) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
低炭素鋼 (C < 0.3) SS400, SM490, S25C など |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| 炭素鋼 (C > 0.3) S45C, S55C など |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| 低合金鋼 SCM415 など |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| 合金鋼 SCM440, SCr420 など |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
ステンレス鋼(オーステナイト系) SUS304, SUS316 など |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| ステンレス鋼( マルテンサイト系, フェライト系) SUS430, SUS416 など |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| ステンレス鋼(析出硬化系) SUS630 など |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
普通鋳鉄 FC250など |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| ダクタイル鋳鉄 FCD700 など |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
アルミニウム合金 A2017, ADC12 など |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
耐熱合金 インコネル 718 など |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| チタン合金 Ti-6Al-4V など |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
焼入れ鋼 | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
DGチップブレーカの標準切削条件
| ISO | 被削材 | 硬さ | 切削速度 Vc (m/min) |
シリーズ L/D |
送り: f (mm/rev) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
低炭素鋼 (C < 0.3) SS400, SM490, S25C など |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
この製品の詳細については、e-Catalogを見るか、製品パンフレットをダウンロードしてください。
TungDrillTwisted
TungDrillBig

オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム