








使用用途&特長
使用用途

特長
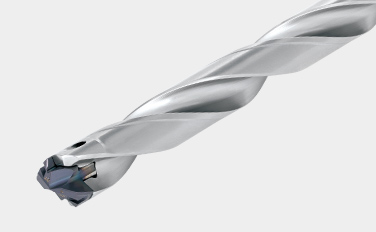
1. 高い加工性能と圧倒的な工具寿命を実現するヘッド交換式ドリル
– 再研削・再コート不要で安定した長寿命を提供し、加工コストの改善に最適
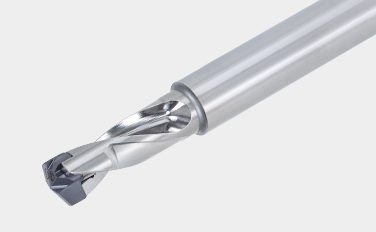
– ワンアクションクランプにより、迅速なヘッド交換が可能
– 様々なヘッド形状とボディを組み合わせることで、幅広い穴あけ加工に対応可能
– ヘッドにはドリル専用材種を設定し、安定した長寿命を実現
– 2 本のねじれたクーラント穴により、優れた刃先冷却性と切りくず排出性を確保

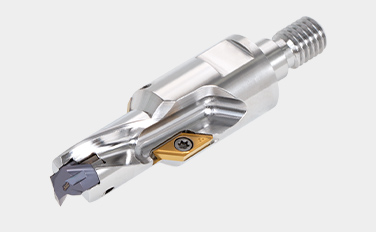
2. 迅速かつ高精度な、自己拘束型ヘッド交換システム
– 3つの拘束面で、加工中のドリルヘッドを確実に固定
– ねじ等の締結部品が不要で、迅速な工具交換が可能

3. 再研・再コートが不要なヘッド交換式ドリルは安定長寿命を提供
DrillMeister刃先(マージン部)

– ヘッド交換式により、常に新品ヘッドが使用できる
– 最適な膜厚状態での使用により工具寿命延長
– 一定コーティング品質により、寿命のバラつきを最小化
DrillMeister による寿命管理例

複数回再コートを行ったソリッドドリルの刃先(マージン部)

– 複数回の再コートにより過大な膜厚
– 過大な膜厚によるコーティング膜の脆弱化
– 寿命のバラつきが発生
ソリッドドリルによる寿命管理例

ヘッド&材種
ヘッド






材種
ドリル






加工事例
加工事例#1
| 加工部品名: | シリンダブロック |
| 被削材: | FC250 |
| ドリルボディ: | TID115F16-8 |
| ヘッド: | DMC115 AH9130 |
| 切削条件: | Vc = 100 (m/min) f = 0.2 (mm/rev) Vf = 554 (mm/min) DC = 11.5 (mm) H = 80 (mm) 切削油: 湿式(内部給油) 機械: 横型 M/C |

加工事例#2
| 加工部品名: | フランジ |
| 被削材: | S45C |
| ドリルボディ: | TID050R06-5 |
| ヘッド: | DMP050 AH725 |
| 切削条件: | Vc = 100 (m/min) f = 0.1 (mm/rev) Vf = 636.9 (mm/min) DC = 5 (mm) H = 20 (mm) 切削油: 湿式 (内部給油) 機械: 立型 M/C |

加工事例#3
| 加工部品名: | アウトプットシャフト |
| 被削材: | SCM415 |
| ドリルボディ: | TID140F16-8 |
| ヘッド: | DMC140 AH9130 |
| 切削条件: | Vc = 120 (m/min) f = 0.3 (mm/rev) Vf = 600 (mm/min) DC = 14 (mm) H = 80 (mm) 切削油: 湿式 (内部給油) 機械: 横型M/C |

標準切削条件
AddMeisterDrill
| ISO | 被削材 | 硬さ | 切削速度 Vc (m/min) |
送り: f (mm/rev) | ||
|---|---|---|---|---|---|---|
| 工具径: DC (mm) | ||||||
| ø4 – 4.4 | ø4.5 – 4.9 | ø5 – 5.9 | ||||
 |
低炭素鋼 (C < 0.3) SS400, SM490, S25Cなど |
– 200 HB | 80 – 140 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 |
| 炭素鋼 (C > 0.3) S45C, S55Cなど |
– 300 HB | 70 – 120 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | |
| 低合金鋼 SCM415など |
– 200 HB | 70 – 120 | 0.04 – 0.06 | 0.05 – 0.08 | 0.07 – 0.13 | |
| 合金鋼 SCM440, SCr420など |
– 300 HB | 40 – 90 | 0.04 – 0.07 | 0.05 – 0.08 | 0.07 – 0.13 | |
 |
ステンレス鋼 SUS304, SUS316など |
– 250 HB | 30 – 70 | – | – | 0.04 – 0.08 |
 |
普通鋳鉄 FC250など |
150 – 250 HB | 80 – 180 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 |
| ダクタイル鋳鉄 FCD700など |
150 – 250 HB | 80 – 140 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | |
 |
アルミニウム合金 ADC12など |
– | 80 – 220 | – | – | – |
 |
チタン合金 Ti-6Al-4Vなど |
– 40 HRC | 20 – 50 | – | – | – |
| 耐熱合金 | – 40 HRC | 20 – 50 | – | – | – | |
 |
焼入れ鋼 | – 50 HRC | 20 – 50 | – | – | – |
DrillMeister
| ISO | 被削材 | 硬さ | 切削速度 Vc (m/min) |
送り: f (mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 工具径: DC (mm) | ||||||||||
| ø6 – 7.9 | ø8 – 9.9 | ø10 – ø11.9 | ø12 – ø13.9 | ø14 – ø15.9 | ø16 – ø19.9 | ø20 – ø25.9 | ||||
|
低炭素鋼 (C < 0.3) SS400, SM490, S25Cなど |
– 200 HB | 80 – 140 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.20 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 |
| 炭素鋼 (C > 0.3) S45C, S55Cなど |
– 300 HB | 70 – 120 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.2 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 | |
| 低合金鋼 SCM415など |
– 200 HB | 70 – 120 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
| 合金鋼 SCM440, SCr420など |
– 300 HB | 40 – 90 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
|
ステンレス鋼 SUS304, SUS316など |
– 250 HB | 30 – 70 | 0.08 – 0.1 | 0.1 – 0.15 | 0.12 – 0.18 | 0.14 – 0.2 | 0.16 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
|
普通鋳鉄 FC250など |
150 – 250 HB | 80 – 180 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 |
| ダクタイル鋳鉄 FCD700など |
150 – 250 HB | 80 – 140 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 | |
|
アルミニウム合金 ADC12など |
– | 80 – 220 | 0.1 – 0.2 | 0.2 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.5 | 0.4 – 0.6 | 0.5 – 0.75 |
|
チタン合金 Ti-6Al-4Vなど |
– 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.28 | 0.12 – 0.2 | 0.14 – 0.22 | 0.18 – 0.27 |
| 耐熱合金 | – 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.11 | 0.08 – 0.13 | 0.1 – 0.15 | 0.12 – 0.18 | 0.12 – 0.22 | 0.14 – 0.22 | |
|
焼入れ鋼 | – 50 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.18 | 0.12 – 0.2 | 0.14 – 0.22 | 0.16 – 0.25 |
- 上記切削条件は一般的な加工条件の目安です
- 使用機械の馬力や剛性および被削材によって変更する必要があります
- 機械剛性や切削条件などにより穴径は変動することがあります
e-Catalog
ヘッド交換方法




オンラインセミナー |
オンラインセミナー 一覧を見る |

e-Catalog |
e-Catalog e-Catalogを見る |
タンガロイのサービス
 Tungaloy アプリ
Tungaloy アプリ タングナビあらゆる工具選定をお手伝いします
タングナビあらゆる工具選定をお手伝いします タンガロイ切削計算機
タンガロイ切削計算機 旋削インサート選択ガイド
旋削インサート選択ガイド タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます
タンガロイ成功事例簡単検索で、最適事例を発見。改善のヒントが得られます 技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。
技術ガイド
技術ガイドにアクセスして、貴重な洞察、参考資料、リソースを入手してください。 Matrix工具管理システム
Matrix工具管理システム 特殊品作図システム特殊品の簡易図面をスピーディーに生成します
特殊品作図システム特殊品の簡易図面をスピーディーに生成します