ヘッド交換式エンドミル タング・マイスター
タング・マイスター
特典内容
- ヘッド2個ご購入でスチールシャンクホルダ1本50%引き
- ヘッド4個ご購入でスチールシャンクホルダ1本プレゼントまたは超硬シャンクホルダ1本50%引き
- ヘッド8個ご購入で超硬シャンクホルダ1本プレゼント
※シャンクホルダは購入ヘッドと組み合わせ可能な商品に限ります
(ヘッドはシャンクに取り付く最大4種類まで選択可能です)
新規採用、他社切り替えに限ります

特長
- ヘッドとシャンクの組み合わせが豊富なヘッド交換式エンドミル
- スクエア、高送り、ボール、面取り、穴あけおよびスロット形状など豊富なヘッドラインナップ
- シンプル&高精度な取付け機構で、工具交換時間を劇的に短縮
対象
-
スクエア
VED/VEE/VEH
ヘッド径:ø5.0mm ~ 32.0mm
-
平面加工
VFM
ヘッド径:ø12.0mm ~ 25.0mm
-
高送り
VFX
ヘッド径:ø10.0mm ~ 20.0mm
-
ボール
VBB/VBD/VBE
ヘッド径:ø5.0mm ~ 20.0mm
-
ラジアス
VRB/VRC/VRD
ヘッド径:ø8.0mm ~ 20.0mm
-
バレル
VBO
ヘッド径:ø8.0mm ~ 16.0mm
-
ブルノーズ
VBN
ヘッド径:ø10.0mm ~ 16.0mm
-
レンズ
VBL
ヘッド径:ø8.0mm ~ 16.0mm
-
面取り
VCA/VCW/VCR
ヘッド径:ø8.0mm ~ 20.0mm
-
面取り、スポットドリル
VCP/VDS
ヘッド径:ø8.0mm ~ 20.0mm
-
センター穴
VDP
ヘッド径:ø1.07mm ~ 6.46mm
-
座繰り
VGC
ヘッド径:ø7.8mm ~ 16.0mm
-
溝加工
VST/VTB
ヘッド径:ø13.5mm ~ 27.7mm
-
ねじ切り
VMT
ヘッド径:ø10.0mm ~ 16.0mm
-
ねじ切り
VTR
ヘッド径:ø15.7mm ~ 21.7mm
VEH, VED, VED-R 長刃長ヘッドのおすすめケース


※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | 長刃長ヘッドを使うと… |
|
|---|---|---|---|
| ソリッドエンドミル
ø8-25mm
|
|
|
|
|
|
||
| ラフィングソリッドエンドミル
ø8-25mm
|
|
|
平面加工ヘッドのおすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VFMヘッドを使うと… |
|
|---|---|---|---|
| ソリッドエンドミル
ø12-25mm
|
|
|
|
| 刃先交換式カッタ
ø12-25mm
|
|
|
|
| ソリッドエンドミル
ø5-10mm
|
|
|
高送りヘッドのおすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | 高送りヘッドを使うと… |
|
|---|---|---|---|
| ソリッド スクエアエンドミルø10-20mm |
|
|
|
| ソリッド スクエアエンドミルø10-20mm |
|
|
|
| 刃先交換式高送りカッタ
ø10-20mm
|
|
|
TungMeisterボールヘッドの特長
- 工具径範囲ø5mm-ø25mmを設定
- 豊富なラインナップ
ボールヘッドのおすすめケース

※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | ボールヘッドを使うと… |
|
|---|---|---|---|
| ソリッド ボールエンドミル |
|
|
|
| ソリッド ボールエンドミル |
|
|
TungMeisterラジアスヘッドの特長
- 工具径範囲ø8mm-ø20mm、コーナRサイズ RE=0.5 , 1.0 , 1.6 , 2.0 , 2.5 , 3.0 , 4.0 , 5.0 , 6.0 , 8.0mmを設定
- 豊富なラインナップを標準ラインナップし入手性が向上
ラジアスヘッドのおすすめケース

※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | ラジアスヘッドを使うと… |
|
|---|---|---|---|
| ソリッド ラジアスエンドミル |
|
|
|
| ソリッド ラジアスエンドミル |
|
|
TungMeisterバレル・ブルノーズ・レンズヘッドの特長
- Rの大きな切れ刃で効率的に三次元曲面の仕上げ加工が可能
バレル・ブルノーズ・レンズヘッドのおすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | バレル・ブルノーズ・レンズヘッドを使うと… |
|
|---|---|---|---|
| ソリッド ラジアスエンドミル |
|
|
スポットドリル(中心刃有り)VCPヘッドの特長

VCPヘッドの特長
- 経済性に優れるプレス成型ヘッド
- 30°、45°、60°と幅広い面取り角に対応
- 2段先端角仕様。切れ刃中心部の先端角が140°で耐欠損性に優れる
- 通常の面取り工具では欠けやすい、鍛造肌や鋳肌面へのスポット加工や面取り加工でも切れ刃の欠けを抑制

※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VCPヘッドを使うと… |
|
|---|---|---|---|
| ソリッド面取り工具
ø8-16mm
|
|
|
|
|
|
||
|
|
スポットドリル(中心刃有り)VDSヘッドの特長
VDSヘッドの特長
- シンニング付き切れ刃で低スラスト抵抗
- 強ねじれ角で切削抵抗を低減
- VDSヘッドの正面図
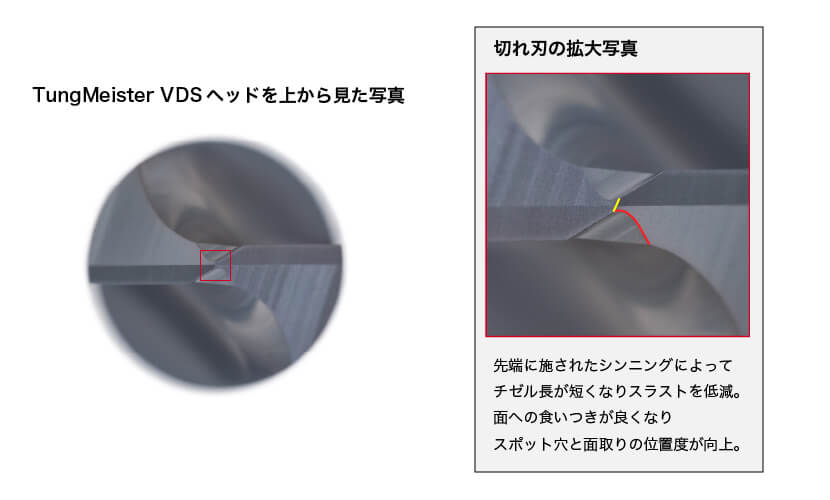
- VDSヘッド

- VDSヘッドの正面図
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VDSヘッドを使うと… |
|
|---|---|---|---|
| ソリッド面取り工具
ø8-16mm
|
|
|
|
|
|
||
|
|
面取り(中心刃無し)VCAヘッドの特長
VCAヘッドの特長
- 4,6枚刃と多刃仕様で高能率
- 穴数の多いワークの面取りや加工時間勝負の量産部品に最適
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VCAヘッドを使うと… |
|
|---|---|---|---|
| ソリッド面取り工具
ø8-16mm
|
|
|
|
|
|
裏面取り VCWヘッドの特長

VCWヘッドの特長
- 裏面取り加工用ヘッド
- 表面取り刃も備えており、表・裏面取り工程を1工具で加工が可能
- TungMeisterの豊富なシャンクバラエティー利用可能。工具剛性が低くなりがちな裏面取り工具も最適な突き出し長さの調整が可能で、工具剛性の最大化が可能。特に、長い突き出しが必要な場合にタングステンや超硬シャンクを用いることで、工具剛性の低下を最小化
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VCWヘッドを使うと… |
|
|---|---|---|---|
| 裏面取り工具
|
|
|
|
|
|
R面取り VCRヘッドの特長

VCRヘッドの特長
- R面取り(フィレット加工)用ヘッド
- Rサイズの種類が多く、工具設定の少ないフィレット加工の解決策
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VCRヘッドを使うと… |
|
|---|---|---|---|
| ソリッドR面取り工具
ø8-20mm |
|
|
|
|
|
センタードリル(A型)
VDP
センタードリル(B型)
VDP
センタードリルの特長
- 一般的なセンタードリル形状のA/B形をラインナップ
- 超硬コーティング製でHSS製に対し高能率かつ長寿命
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | VDPヘッドを使うと… |
|
|---|---|---|---|
| HSS製センタードリル |
|
|
|
|
|
||
| 超硬製センタードリル |
|
|
TungMeister Tスロットヘッドの特長
- 工具径範囲ø13.5mm-ø27.7mm、溝幅0.76mm-10mmを設定
- 豊富なラインナップを標準ラインナップし入手性が向上
Tスロットヘッドのおすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | Tスロットヘッドを使うと… |
|
|---|---|---|---|
| ソリッド/ろう付け式 Tスロットカッタø13.5-27mm |
|
|
|
| ソリッドエンドミル
ø1.0-10mm
|
|
|
TungMeisterねじ切り用ヘッドの特長
- 工具径範囲ø10mm-ø21.7mmを設定
ねじ切り用ヘッドのおすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | ねじ切り用ヘッドを使うと… |
|
|---|---|---|---|
| 超硬タップ
|
|
|
|
| 超硬タップ |
|
|
|
| HSSタップ |
|
|