


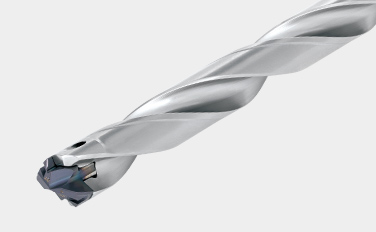
Punte a cuspide intercambiabile
Operazioni di foratura efficienti ed affidabili, tempi di cambio utensile ridotti, costi di lavorazione e di gestione delle scorte notevolmente inferiori rispetto alle punte in metallo duro.






Applicazioni & Caratteristiche
Applicazioni

Caratteristiche
1. Punte a cuspide intercambiabile per una vita utensile elevata ed ottimi rendimenti
– Design dell’elica progettato per assicurare lo scarico agevole dei trucioli
– Corpi punta realizzati in acciaio di elevata durezza per una maggiore resistenza all’usura
– Ampia scelta di geometrie di taglio per realizzare qualsiasi operazione di foratura
– Gradi in metallo duro affidabili e di lunga durata
– Canalini di lubrificazione interni elicoidali in grado di fornire un adeguato apporto di refrigerante durante la lavorazione.

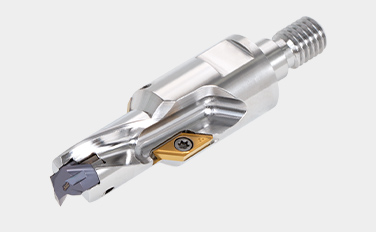
2. Elevata precisione, rigidità e produttività
– La struttura del bloccaggio cuspide assicura un’elevata precisione di ripetibilità ed affidabilità.
– Gestione scorte semplificata, nessun costo di ricondizionamento

3. La foratura a cuspide garantisce produttività e semplifica la gestione dell’utensile
Fianco della cuspide DrillMeister

– La cuspide risulta sempre affidabile.
– Lo spessore del rivestimento ottimizzato per durare a lungo.
– La qualit costante del rivestimento garantisce una durata prolungata e prevedibile.
Misurazione della vita utensile delle punte a cuspide

Fianco di una punta integrale (dopo la riaffilatura)

– A seguito delle riaffilature e rivestimenti si deposita uno strato eccessivo di rivestimento sul fianco.
– Il rivestimento sovrabbondante tende a sfogliarsi.
– Risultato: durata imprevedibile e incostante.
Misurazione della vita utensile delle punte integrali

Cuspidi & Gradi
Cuspidi

DMP (ø4.0 – ø5.9 mm [AddDrillMeister] ø6.0 – ø25.9 mm)
- Per impieghi generali
- Taglio leggero grazie al tagliente affilato

DMC (ø4.0 – ø5.9 mm [AddDrillMeister] ø6.0 – ø25.9 mm)
- Elevata precisione
- Speciale design autocentrante del tagliente trasversale.
Elimina la necessità del foro pilota fino a forature 12xD. - Doppia guida che garantisce una superiore finitura superficiale e la rettilineità del foro.

DMF (ø4.0 – ø25.9 mm)
- Testa piana autocentrante per un ingresso ben bilanciato nel materiale.
- Forze radiali significativamente ridotte che assicurano stabilità operativa nei fori eseguiti su superfici complesse, sia in entrata che in uscita.
- Affidabilità in presenza di sporgenze elevate, fino a L/D = 8 senza preforo.

DMH (ø6.0 – ø25.9 mm)
- Taglienti robusti ideali nelle operazioni di foratura più gravose e complesse.
- In abbinamento al grado AH9130, versatile e resistente all’usura.

DMN (ø6.8 – ø19.5 mm)
- Eccellente resistenza all’incollamento, ideali nei materiali non ferrosi

DMM (ø10 – ø19.9 mm)
- Per acciai inossidabili e leghe resistenti al calore
- Lunga durata ed efficienza di costi nei materiali difficili da lavorare
Gradi
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Ottimo rapporto tra resistenza all’usura e resistenza alla scheggiatura.
- Ideale nella lavorazione di acciai e acciai inossidabili a parametri di taglio generali.
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Elevata resistenza all’usura
- Ampio campo di impiego su materiali diversi
KS15F
![]()
- N15 (leghe non ferrose)
- Metallo duro non rivestito
Corpi punta

Corpi punta
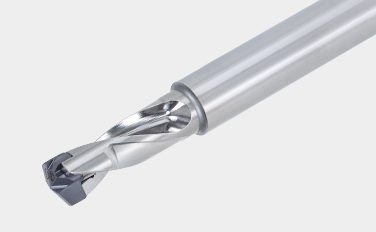
TID-R-E (2xD)
- Gambo cilindrico
- Versione economica, senza fori interni per il passaggio del refrigerante





Esempi di lavorazione
Esempio #1
| Pezzo: | Blocco cilindri |
| Materiale: | FC250 / GG25 / 250 |
| Punta: | TID115F16-8 |
| Cuspide: | DMC115 AH9130 |
| Parametri di taglio: | Vc = 100 (m/min) f = 0.2 (mm/giro) Vf = 554 (mm/min) DC = 11.5 (mm) H = 80 (mm) Refrigerante: Sì (Interno) Macchina: Centro orizzontale |

Esempio #2
| Pezzo: | Componente di flangia |
| Materiale: | S45C / C45 |
| Punta: | TID050R06-5 |
| Cuspide: | DMP050 AH725 |
| Parametri di taglio: | Vc = 100 (m/min) f = 0.1 (mm/giro) Vf = 636.9 (mm/min) DC = 5 (mm) H = 20 (mm) Refrigerante: Sì (Interno ed esterno) Macchina: Centro verticale |

Esempio #3
| Pezzo: | Albero di uscita |
| Materiale: | SCM415 |
| Punta: | TID140F16-8 |
| Cuspide: | DMC140 AH9130 |
| Parametri di taglio: | Vc = 120 (m/min) f = 0.3 (mm/giro) Vf = 600 (mm/min) DC = 14 (mm) H = 80 (mm) Refrigerante: Sì (Interno) Macchina: Centro orizzontale |

Parametri di taglio standard
AddMeisterDrill
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||
|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||
| ø4 – 4.4 | ø4.5 – 4.9 | ø5 – 5.9 | ||||
 |
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.04 – 0.06 | 0.05 – 0.08 | 0.07 – 0.13 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.04 – 0.07 | 0.05 – 0.08 | 0.07 – 0.13 | |
 |
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | – | – | 0.04 – 0.08 |
 |
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | |
 |
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | – | – | – |
 |
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | – | – | – |
| Nickel-based alloys | – 40 HRC | 20 – 50 | – | – | – | |
 |
Hardened steel | – 50 HRC | 20 – 50 | – | – | – |
DrillMeister
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||||||
| ø6 – 7.9 | ø8 – 9.9 | ø10 – ø11.9 | ø12 – ø13.9 | ø14 – ø15.9 | ø16 – ø19.9 | ø20 – ø25.9 | ||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.20 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.2 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | 0.08 – 0.1 | 0.1 – 0.15 | 0.12 – 0.18 | 0.14 – 0.2 | 0.16 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
|
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 | |
|
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | 0.1 – 0.2 | 0.2 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.5 | 0.4 – 0.6 | 0.5 – 0.75 |
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.28 | 0.12 – 0.2 | 0.14 – 0.22 | 0.18 – 0.27 |
| Nickel-based alloys | – 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.11 | 0.08 – 0.13 | 0.1 – 0.15 | 0.12 – 0.18 | 0.12 – 0.22 | 0.14 – 0.22 | |
|
Hardened steel | – 50 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.18 | 0.12 – 0.2 | 0.14 – 0.22 | 0.16 – 0.25 |
- Cutting conditions in the above table show standard cutting conditions
- Cutting conditions may change due to the rigidity and power of the machine and the workpiece material
- Machined hole diameter may change depending upon the rigidity of the machine tool or cutting conditions
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
e-Catalog




Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.