

Rendkívül merev furatkés, kiváló forgácseltávolítással
Ideális szerszám geometria, melyet a kiváló forgácseltávolítás érdekében fejlesztettünk ki, átfogó szerkezeti elemzés-szimuláción alapozva

Alkalmazhatóság és jellemzők
Alkalmazhatóság

Jellemzők
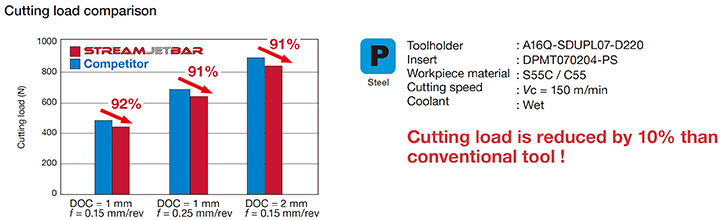
Erős szerszám, optimális forgácseltávolításra kifejlesztve
1. A szerszámtest alapanyaga speciális acélötvözet, mely csökkenti a vibrációt
• Kiváló felületminőséget biztosít, jobbat, mint a hagyományos furatkések.
• Hosszabb éltartam, nagyobb hatékonyság és gazdaságosság jellemzi.

2. A furatkés tervezése alacsony vágóerőket és nagy teljesítményt nyújt még a legkisebb furatokban is
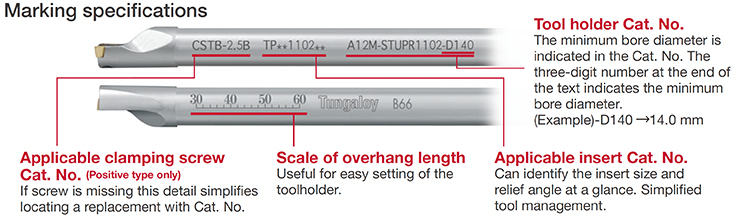
3. Könnyen használható
A szerszámtesten jelölések találhatók
Lapkák és minőségek
Lapkák
Fő minőségek
T9215
![]()
![]()
![]()
- P10 – P20
- Kiegyensúlyozott kopás- és törésállóság
- Első választás acélokhoz
- Rendkívül sokoldalú minőség széles alkalmazhatósággal
T6130
![]()
- P15 – P30 / M15 – M30
- Rendkívül kopásálló minőség közepes és magas vágósebességekhez
- Első választás rozsdamentes acélokhoz
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Kiegyensúlyozott kopás- és törésállóság
- Első választás hőálló ötvözetek megmunkálásához, általános paraméterekkel
Furatkések
Belső esztergálás

StreamJetBar furatkések
Rendkívül merev furatkések kiváló forgácseltávolítással
Gyakorlati példák
#1 példa
Általános gépészet
| Alkatrész: | Gépalkatrészek |
| Alapanyag: | S35C (C35) |
| Furatkés: | E20S-SDUCR11-D270 |
| Lapka: | DCMT11T304-PS |
| Minőség: | T9215 |
| Megmunkálási paraméterek: | Vc = 70 – 160 (m/min) f = 0.12 – 0.2 (mm/ford) ap = 1.0 (mm) Hűtés: folyadék |

#2 példa
Autóipar
| Alkatrész: | Autóalkatrészek |
| Alapanyag: | S45C (C45) |
| Furatkés: | A12M-SDUPL07-D180-P |
| Lapka: | DPMT070204-PS |
| Minőség: | T9215 |
| Megmunkálási paraméterek: | Vc = 130 (m/min) f = 0.1 (mm/ford) ap = 1.5 (mm) Hűtés: folyadék |

Szabványos megmunkálási paraméterek
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|---|
| Low carbon steels, Alloy steels |
Medium carbon steels, Alloy steels |
High carbon steels, Alloy steels |
|||||||
| Precision finishing |
Continuous | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | Continuous | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to light cutting |
Continuous | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to Medium cutting |
Continuous to Heavy interrupted |
PS | T9215 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PS | T9125 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
| Medium cutting | Continuous to Heavy interrupted |
PM | T9215 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PM | T9125 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
Low carbon steels, Alloy steels: S10C, SCM415, SS400, SCr420H, etc. C10, 18CrMo4, E275A, 20Cr4, etc. Medium carbon steels, Alloy steels: S45C, SCM440, etc. C45, 42CrMo4, etc. Hi carbon steels, Alloy steels: SNCM439, etc. 41CrNiMo2, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) |
|---|---|---|---|---|---|---|---|
| Precision finishing | Continuous | Whh | GH330 | 0.05 – 2.0 | 0.03 – 0.2 | 100 – 150 | |
| Finishing | Continuous | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | |
| Light interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | ||
| Heavy interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 120 | ||
| Finishing to light cutting |
Continuous | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | |
| Light interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Finishing to medium cutting |
Continuous | PS | T6130 | 0.5 – 2.5 | 0.08 – 0.3 | 100 – 200 | |
| Light interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Medium cutting | Continuous | PM | T6130 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | |
| Light interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 |
* For CCMT0602 and DCMT0702 type inserts, a p = 0.5 – 2.5
Stainless steels: SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Grey cast irons | Ductile cast irons | |||||||
| Finishing | Continuous | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 150 – 700 | 150 – 300 | |
| Heavy interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 200 | 100 – 200 | ||
| Medium cutting | Light interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 300 | 100 – 250 | |
Grey cast irons: FC250, etc. 250, etc.
Ductile cast irons: FCD450, etc. 450-10S, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Titanium alloys | Ni-base alloys | |||||||
| Finishing | Continuous | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
| Finishing to medium cutting |
Continuous | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
Ni-base alloys: INCONEL718 etc.
Titanium alloys: Ti – 6Al – 4V etc.
Ha több információra kíváncsi erről a termékről, nézze meg az online katalógusunkat, vagy töltse le a termékriportot:
Metrikus
Imperial

Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés