

Különböző menetmaró szerszámok
Kiválóan alkalmas hőálló ötvözetek vagy edzett acélok menetmegmunkálásához
Alkalmazhatóság nagyméretű menetmegmunkáláshoz is, alacsony vágóerővel


Alkalmazhatóság és jellemzők
Alkalmazhatóság
Jellemzők
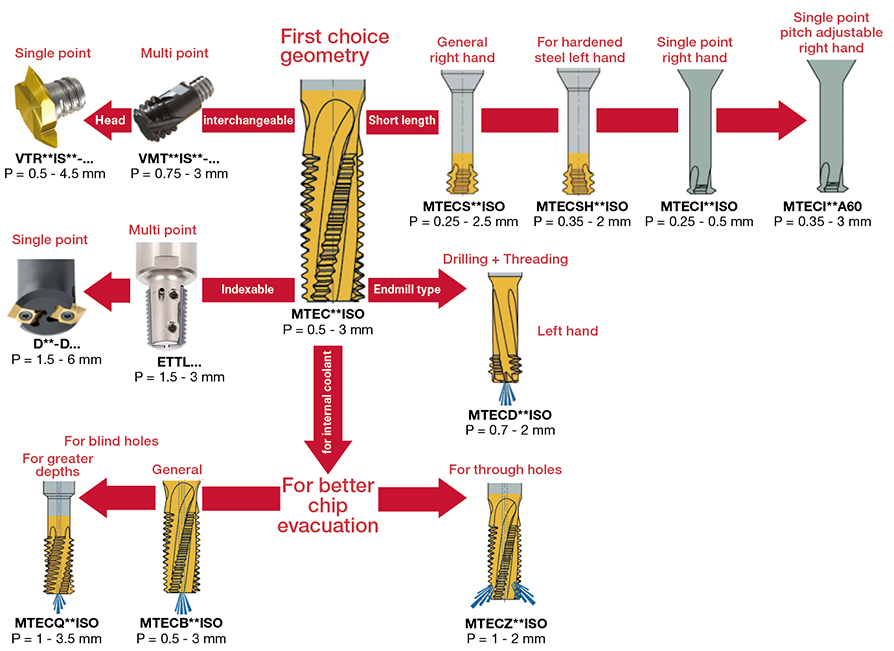
Szerszámválasztási útmutató belső ISO metrikus menethez
Lapkák, fejek, tömör keményfém Szármarók és Minőségek
Lapkák, fejek, tömör keményfém szármarók
Tömör keményfém szármarók

SolidThread
- Menetemelkedés 0,25 mm – 3,5 mm, szerszámátmérő 0,72 mm
- Kis átmérőjű menetek megmunkálása, mint például M1x0,25 és 0-80UNF
Fejek

TungMeister Menetmegmunkálási fejek (VMT / VTR)
- Menetemelkedés 0,5 mm – 4,5 mm, szerszám átmérő 10 mm
- Cserélhető fejű menetmaró szerszámok, melyek rövidebb állásidővel dolgoznak a tömör menetvágó szerszámokhoz képest
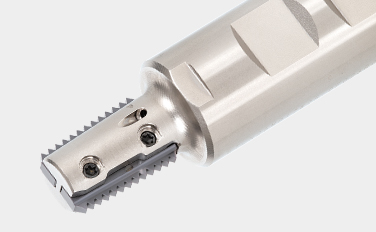
Lapkák

Menetmaró váltólapkák
- Menetemelkedés 1,5 mm – 6,0 mm, szerszám átmérő 17 mm
- Többféle lapkával, különböző menetmegmunkálási átmérőkhöz és menetemelkedésekhez
Minőségek
AH725
![]()
![]()
![]()
![]()
- Kiegyensúlyozott kopás- és törésállóság
- Alkalmas acél és rozsdamentes acél megmunkálására általános megmunkálási paraméterekkel
GH330
![]()
![]()
![]()
- Nagy kopás- és törésállóság
- Alkalmas folyamatos és közepesen megszakított felületekhez
Marók
Szármaró típus
Váltólapkás menetmegmunkálás (ø17- ø80 mm)
Hengeres típusú marók visszasüllyesztéshez

Gyakorlati példák
Javasolt paraméterek
ETTL/ETLN
| ISO | Munkadarab alapanyag | Minőségek | Vágósebesség Vc(m/min) |
Fogankénti előtolás fz(mm/z) |
|---|---|---|---|---|
| Alacsony széntartalmú acél | AH725 | 100 – 200 | 0.1 – 0.3 | |
| Magas széntartalmú acél | AH725 | 70 – 150 | 0.1 – 0.3 | |
| Magas széntartalmú acélok | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Öntött acél | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Rozsdamentes acél | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Öntöttvas | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Alumínium ötvözetek | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Hőálló ötvözetek | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Titán ötvözet | AH725 | 20 – 90 | 0.02 – 0.1 |
- Emelkedő marás ajánlott.
Egylapkás menetmarók
| ISO | Munkadarab alapanyag | Minőségek | Vágósebesség Vc(m/min) |
Fogankénti előtolás fz(mm/z) |
|---|---|---|---|---|
| Közepesen lágy acélok / edzetlen acélok < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Szénacélok / ötvözött acélok < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Szerszámacélok < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Rozsdamentes acélok < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Emelkedő marás ajánlott.
- Zsákfurat menetmarásakor használjon jobbos marót, jobbos forgatással. Lentről felfelé forgácsoljon, hogy elkerülje a forgács újravágását.
- A furat csúcsról történő menetmaráskor balos marót használjon, balra forgatva.
SolidThread / TungMeister
| ISO | Munkadarab alapanyag | Kondíció | Szakítószilárdság erő [N/mm2] |
Keménység HB | Vágósebesség Vc(m/min) |
Szerszám átmérő | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fogankénti előtolás fz(mm/z) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Ötvözetlen acél és öntött acél, könnyen forgácsolható acél | < 0,25 %C | Lágyított | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Lágyított | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0,55 %C | Hőkezelt és edzett | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Lágyított | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Hőkezelt és edzett | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Alacsonyan ötvözött acél és öntött acél Alacsonyan ötvözött acél és öntött acél (kevesebb, mint 5% ötvözőelem) |
Lágyított | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Hőkezelt és edzett | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| Magasan ötvözött acél, öntött acél és szerszámacél | Lágyított | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Hőkezelt és edzett | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Rozsdamentes acél és öntött acél | Ferrites/martenzites | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martenzites | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Rozsdamentes acél | Lágyított | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Gömbgrafitos öntöttvas (GGG) | Ferrites/martenzites | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Perlites | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Szürkeöntvény (GG) | Ferrites | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlites | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Formázható öntöttvas | Ferrites | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlites | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Alumínium kovácsolt ötvözet | Nem keményíthető | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Keményített | 100 | |||||||||||||||||
| Alumínium-öntvény, alumínium-öntvény, ötvözött |
=<12% Si | Nem keményíthető | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Keményített | 90 | |||||||||||||||||
| >12% Si | Magas hőmérséklet | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Rézötvözetek | >1% Pb | Szabad forgácsolás | 110 | |||||||||||||||
| Sárgaréz | 90 | |||||||||||||||||
| Elektrolitikus réz | 100 | |||||||||||||||||
| Nem fémes | Duroplastok, szálas műanyagok | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Kemény gumi | ||||||||||||||||||
| |
Magas hőmérséklet. ötvözetek | Fe-alapú | Lágyított | 200 | ||||||||||||||
| Keményített | 280 | |||||||||||||||||
| Ni vagy Co alapú | Lágyított | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Keményített | 350 | |||||||||||||||||
| Öntött | 320 | |||||||||||||||||
| Titán Ti ötvözetek | RM 400 | |||||||||||||||||
| Alfa+béta ötvözetek kikeményedése | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Edzett acél | Edzett | 55 HRC | 55 – 65 | ||||||||||||||
| Edzett | 60 HRC | 45 – 55 | ||||||||||||||||
| Hűtött öntöttvas | Öntött | 400 | 90 – 105 | |||||||||||||||
| Öntöttvas | Edzett | 55 HRC | 55 – 65 | |||||||||||||||
- Hosszú él esetén csökkentse az ellőtoláś sebességét 40%-ra.
MTECS – Kis átmérő, rövid típus
| ISO | Munkadarab anyaga | FogásmélységFogásmélység Vc(m/min) |
Szerszám átmérője | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fogankénti előtolás fz(mm/z) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Alacsony és közepes Alacsony és közepes szénacélok |
60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Magas szénatomszámMagas szénatomszám acélok |
60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| ötvözött acélok, ötvözött acélok, kezelt acélok |
50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Öntött acélok | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Rozsdamentes acélok | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Öntöttvas | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Alumínium | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Műanyagok, duroműanyagok, hőre lágyuló műanyagok | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Nikkel ötvözetek,Nikkel ötvözetek, titánötvözetek |
20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
Ha további információt szeretne kapni erről a termékről, látogasson el online e-katalógusunkba, vagy töltse le a termékriportot:
Metrikus
Imperial
CNC program generátor


Online bolt |
|
Online bolt Olvasson tovább |

e-Catalog |
|
Elektronikus katalógus Olvasson tovább |
Linkgyűjtemény
 Tungaloy APP
Tungaloy APP TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez
TUNG NaviSzerszámjavaslatok az Ön egyedi igényeihez Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel
Tungaloy Success ReportFedezze fel a Tungaloy TSR-jét, hogy egyedi megmunkálási betekintést kaphasson az egyszerű kereséssel Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál.
Műszaki útmutatókHozzáférés a Tungaloy műszaki útmutatóihoz, ahol értékes információkat, referenciákat és forrásokat talál. MatrixSzerszámkezelés
MatrixSzerszámkezelés Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.