
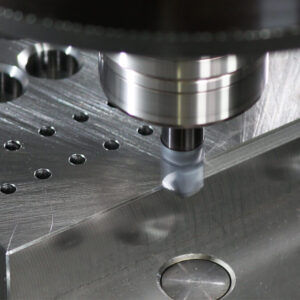
Le chanfreinage est une méthode de traitement qui consiste à couper en diagonale les bords de matériaux tels que les métaux et les résines, ainsi que les coins des ouvertures.
Plus précisément, il s’agit d’éliminer les arêtes vives et les bavures de la pièce pour former une pente plane et chanfreinée.
Cette pente est généralement usinée à un angle de 45 degrés, mais l’angle peut varier en fonction de l’utilisation et de l’objectif.
En fait, le chanfreinage est souvent présent dans la vie quotidienne.
Par exemple, si vous regardez les quatre coins d’un smartphone, vous remarquerez qu’ils sont diagonaux, arrondis et chanfreinés pour éviter la douleur.
Le chanfreinage est souvent utilisé en cuisine, car le fait de couper les coins des légumes les empêche de s’affaisser pendant la cuisson et permet aux saveurs de s’imprégner plus facilement.
Comme vous pouvez le constater, le chanfreinage est un processus que nous voyons souvent autour de nous.
Comprendre les avantages du chanfreinage, les problèmes rencontrés lors du traitement et les solutions.
Table des matières :
1. Introduction au chanfreinage
- Comprendre les techniques de chanfreinage typiques
- Explorer les différents types de chanfreinage
2. Avantages et applications du chanfreinage
- Avantages pour diverses industries
- Défis communs et solutions dans les processus de chanfreinage
3. Outils de chanfreinage recommandés par Tungaloy
- Améliorer l’efficacité et la précision des applications de chanfreinage
4. Solutions innovantes pour un chanfreinage efficace
- Conception de forets pour des résultats de chanfreinage améliorés
- Présentation des outils de perçage spéciaux et de leur système de dessin
Chanfrein autour du trou

Tournage: Usinage avec un outil de diamètre interne

Fraisage : Usinage avec une fraise à chanfrein ou un outil à chanfrein remplaçable à tête pleine
Chanfrein jusqu’à la ligne de crête

Tournage : Usinage avec un outil externe
Fraisage : Usinage avec une fraise à chanfrein ou un outil à chanfrein remplaçable à tête pleine
Explorer les différents types de chanfreinage
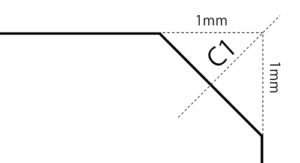
C-Chamfer:
Le chanfreinage est une technique courante qui consiste à couper les bords à un angle précis de 45°. Souvent, les discussions autour du « chanfreinage » font principalement référence à cette méthode. Des directives pratiques telles que « C1 » sont couramment utilisées dans les procédures sur site, indiquant l’enlèvement d’une largeur de 1 mm du bord.
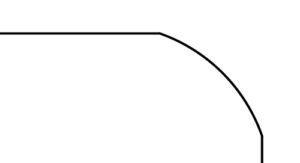
R-Chamfer:
Le R-Chamfering est un processus dédié à la courbure des angles, particulièrement efficace pour réduire le risque de blessures. Cette méthode permet d’obtenir des bords plus lisses et plus sûrs.
Chanfreinage du fil :
Le chanfreinage des filets est un processus méticuleux qui permet d’arrondir délicatement les angles à un degré imperceptible. Il remplit une fonction unique, idéale dans les cas où ni le chanfreinage en C ni le chanfreinage en R ne sont nécessaires. Il s’agit plutôt d’éliminer les bavures dans une mesure qui échappe à la détection visuelle.
Sécurité renforcée
Le chanfreinage élimine les arêtes vives et les bavures, ce qui réduit considérablement le risque de blessures lors de la manipulation et de l’utilisation.
Assemblage et installation simplifiés
Les pièces à bords chanfreinés facilitent les processus d’assemblage et d’installation, rationalisant ainsi les opérations.
Durabilité accrue
En évitant la concentration des contraintes – en concentrant les contraintes dans des zones spécifiques – le chanfreinage améliore la résistance à la fatigue des composants. La concentration des contraintes fait référence à l’accumulation des contraintes dans des zones particulières, tandis que la résistance à la fatigue mesure la résilience d’un matériau face à des cycles de contraintes répétés.
Qualité de finition supérieure
Les pièces chanfreinées contribuent à une finition uniforme lorsqu’elles sont peintes ou plaquées, ce qui donne un aspect de haute qualité qui rehausse l’attrait esthétique général.
Outil étendu en direct
L’usinage de matériaux présentant des bavures ou des arêtes vives peut rapidement endommager les outils. Le chanfreinage préalable minimise l’usure de l’outil, prolonge sa durée de vie et garantit des processus d’usinage plus efficaces.
Défis communs et solutions dans les processus de chanfreinage
Brouillage dans les processus de chanfreinage
Lors du chanfreinage, la rencontre avec le broutage constitue un problème notable. Ce phénomène, connu sous le nom de « chattering », devient particulièrement problématique lors du chanfreinage de trous à l’aide d’une technique de poinçonnage. Un phénomène courant est observé lors de l’exécution d’un chanfrein en C avec un angle de 45 degrés, ce qui entraîne l’alignement de l’arête de l’outil sur le même angle. Cet alignement augmente la force de coupe et oriente la déviation vers le diamètre de l’outil.
Dans les scénarios impliquant des largeurs de chanfrein plus importantes (telles que C2 ou plus), la force de coupe radiale s’intensifie, amplifiant de manière significative le broutage dû à la déviation de l’outil.

To address these issues, several countermeasures are recommended:
Sélection d’outils
Optez pour des lames présentant des angles de coupe et d’hélice importants ainsi que des arêtes de coupe tranchantes. Cela permet d’atténuer la force de coupe radiale, qui est l’un des principaux facteurs de broutage lors du chanfreinage.
- En cas de broutage important : Envisagez d’utiliser un brise-copeaux en aluminium même lorsque vous travaillez avec de l’acier. Ces brise-copeaux présentent des angles de coupe plus importants et un honage réduit, ce qui réduit la résistance à la coupe et supprime efficacement le broutage.
Les principales fraises à chanfreiner de Tungaloy, telles que ECC et TungQuad, ont une arête de coupe avec un grand angle de coupe optimisé pour le chanfreinage.
Rigidité accrue de l’outil
Le broutage pendant le chanfreinage est dû à la résistance radiale de la coupe et à la déviation de l’outil due à cette résistance. En outre, des vibrations de résonance conduisant au broutage peuvent se produire lorsque la vitesse de rotation de l’outil s’aligne sur sa fréquence naturelle. L’utilisation d’outils très rigides minimise la déviation, élève la fréquence naturelle de l’outil et empêche la synchronisation entre la vitesse de rotation de l’outil et la fréquence naturelle.
Réduction du nombre de lames
Parfois, la réduction du nombre de plaquettes sur l’outil, comme le passage de 4 à 2 plaquettes (ou même à 1 plaquette dans certains cas) pour les fraises indexables, peut contribuer à atténuer le broutage.
Réduction de la vitesse de rotation
La réduction de la vitesse de rotation permet souvent de résoudre le problème du broutage, mais cette approche peut avoir un impact sur l’efficacité de l’usinage et la qualité de la surface. L’équilibre de ces compromis et l’optimisation de la vitesse de rotation permettent de minimiser efficacement les vibrations.
Largeur de chanfrein réduite
La réduction de la largeur du chanfrein s’avère efficace pour limiter la déviation de l’outil et, par conséquent, supprimer le broutage. Par exemple, lors de la manipulation de chanfreins plus importants (C5 ou plus), le pré-usinage de la pièce dans une forme de trou en plusieurs étapes à l’aide d’un foret ou d’une fraise à contre-trou permet de réduire les surépaisseurs d’usinage et d’amortir les vibrations pendant le chanfreinage.
La largeur du chanfrein est inégale
La largeur du chanfrein présente des irrégularités, attribuées à la déviation de l’outil et au broutage, qui varient en fonction de la zone usinée et de la phase du trou. Les mesures présentées dans la section précédente « Broutement dans les processus de chanfreinage » sont également efficaces dans ce cas.
Gestion des copeaux dans les processus d’usinage
Une gestion efficace des copeaux est cruciale pour éviter l’enchevêtrement des copeaux qui pourrait entraîner des dommages à l’outil ou à la pièce. Comme pour le « broutage dans les processus de chanfreinage », ce problème se pose souvent lors de l’usinage en continu, en particulier lors du chanfreinage autour des trous.
Contre-mesure 1:
Utilisez un outil de chanfreinage indexable équipé d’un brise-copeaux pour limiter l’extension des copeaux et leur enchevêtrement avec l’outil.
Contre-mesure 2:
Utiliser une approche stratégique d' »usinage par étapes » ou d' »usinage à l’arrêt » au cours du processus d’usinage pour briser les copeaux de manière forcée. « L’usinage par paliers implique une pause temporaire dans la progression de l’avance tandis que la broche de perçage continue de tourner, ce qui favorise la fragmentation des copeaux.
Découvrez la gamme TungMeister de Tungaloy, qui comprend une sélection variée d’outils à tête interchangeable conçus pour des applications de chanfreinage précises. Ces outils simplifient le remplacement des outils grâce à leurs têtes interchangeables. La gamme TungMeister comprend trois types de têtes spécialisées – têtes de perçage central, de chanfreinage arrière et de chanfreinage R – idéales pour les tâches de chanfreinage et de perçage ponctuel, offrant une polyvalence permettant de répondre à des besoins d’usinage spécifiques.

Trois types de têtes de perçage à chanfrein et à point sont disponibles :

Type de PCV axé sur l’économie (featuring a center blade)

Type de VCA axé sur l’efficacité de l’usinage (sans lame centrale)

Type de VDS donnant la priorité à l’affûtage (y compris une lame centrale)
Tête de perçage central
Tête pour le traitement du chanfreinage avant/arrière
R Chamfer
Une fraise à chanfreiner exceptionnellement polyvalente, conçue pour s’adapter à différents types de chanfreins :
- Cette fraise unique permet de chanfreiner des trous d’un diamètre compris entre Φ5.0 et 42.0 (avec un angle de chanfrein de 45°).
- Elle garantit un chanfreinage de haute qualité grâce aux caractéristiques de son arête de coupe tranchante.
- Son arête de coupe allongée permet d’usiner des chanfreins plus larges.
- Compatible avec les angles de chanfrein de 30°, 45° et 60°.
- Les applications appropriées comprennent le chanfreinage par les méthodes de poinçonnage et de fraisage.
TungQuad: une option économique avec des spécifications à quatre coins, parfaite pour les petits chanfreins jusqu’à C2.5.
- Les petites plaquettes à quatre coins contribuent à la rentabilité.
- La conception de leur arête de coupe, d’une netteté exceptionnelle, minimise le broutage et garantit des surfaces usinées de haute qualité.
- Disponible avec un brise-copeaux en aluminium et une arête de coupe tranchante.
- Capable également de réaliser un chanfreinage arrière.
- Les applications appropriées comprennent le chanfreinage par poinçonnage, le chanfreinage par fraisage et le chanfreinage arrière.

Tungaloy recommande vivement DrillMeister, un outil à tête interchangeable doté d’un corps de chanfrein qui améliore considérablement l’efficacité du chanfreinage.
Les forets à tête interchangeable spécialisés de DrillMeister révolutionnent l’usinage en associant une conception innovante à l’aspect pratique, ce qui se traduit par une précision, une efficacité et une rentabilité accrues de l’usinage.

Élimination du rebroyage et réduction des efforts de gestion
Remplacer la tête usagée par une nouvelle sans avoir à réaffûter, ce qui simplifie grandement les efforts de gestion des outils.
Une qualité constante et durable
L’utilisation régulière de nouvelles têtes évite la baisse de performance et les fluctuations de qualité souvent induites par le réaffûtage et le rechargement. Cette approche garantit une durée de vie stable et prolongée de l’outil et des résultats d’usinage de qualité constante.
Atténuation des défauts de la pièce
La longueur de dépassement de l’outil et la distance du foret par rapport à l’arête de chanfreinage restent constantes avec un foret à tête interchangeable. La précision dimensionnelle est ainsi maintenue pendant l’usinage, ce qui réduit considérablement le risque de pièces défectueuses.
Contrôle amélioré des copeaux pour les lames de chanfreinage
Le chanfrein spécial de DrillMeister utilise des plaquettes avec des brise-copeaux qui gèrent efficacement les copeaux pendant le chanfreinage, empêchant l’élongation et l’enchevêtrement, améliorant ainsi le contrôle des copeaux.
Présentation des outils de forage spéciaux et de leur système de dessin
Introduction d’une solution innovante pour la création de dessins d’outils de forage spécialisés, un processus qui prenait auparavant beaucoup de temps.
Notre nouveau service permet de créer sans effort des diagrammes simples, à tout moment et en tout lieu.
Découvrez le « Système de dessin pour les outils de perçage spéciaux » ! En saisissant les détails essentiels de l’outil, vous pouvez rapidement générer des diagrammes simples illustrant des outils de perçage spéciaux avec des fonctions de chanfreinage.
