

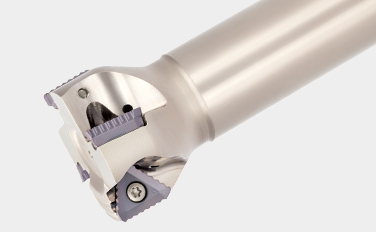
Fraise d’ébauche hautement productive avec bords dentelés |
 |
Fraise haute performance avec brise-copeaux pour une meilleure stabilité du broutage et une meilleure efficacité dans le fraisage d’ébauche avec un long porte-à-faux

Applications & Fonctionnalités
Applications


Fonctionnalités
1. Conception anti-broutage
L’arête de coupe dentelée crée des copeaux plus petits qui réduisent le broutage

2. Conception intelligente et conviviale
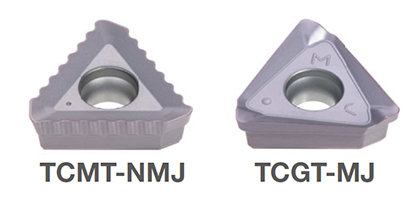
3. Z types de plaquettes s’adaptent sur le même corps de fraise
Plaquettes & Nuances
Plaquettes

Nuances principales
AH3135
![]()
![]()
- Haute résistance à la rupture
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
T3225
![]()
![]()
- Haute résistance à l’écaillage et à la rupture
- Convient pour le fraisage des aciers et des aciers inoxydables
T1215
![]()
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour le fraisage des fontes
Corps d'outils


Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Pièces machine |
| Matériau: | SS400 |
| Outil: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| Plaquette: | TCMT160620PDER-NMJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 150 (Concurrent: Vc = 105) (m/min) fz = 0.2 (mm/t) Vf = 455 (mm/min) ap = 50 (mm) ae = 10 (mm) Application: fraisage 90° Liquide de refroidissement : à air Machine: Tour M/C, BT50 |

Exemple #2
Industrie automobile
| Partie: | Support |
| Matériau: | SCSiMn2H |
| Outil: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| Plaquette: | TCMT160620PDER-NMJ |
| Nuance: | AH3135 |
| Conditions de coupe: | Vc = 135 (Concurrent: Vc = 126) (m/min) fz = 0.33 (Concurrent: fz = 0.3) (mm/t) Vf = 709 (mm/min) ap = 75 (mm) ae = 5 (mm) Application: fraisage 90° Liquide de refroidissement : à air Machine: Vertical M/C, BT40 |

Exemple #3
Industrie de l’ingénierie générale
| Partie: | Bride |
| Matériau: | FC300 / GG30 |
| Outil: | TPTC16M050B22.0R04 (ø50, z = 4) |
| Plaquette: | TCMT160620PDER-NMJ |
| Nuance: | AH120 |
| Conditions de coupe: | Vc = 150 (m/min) fz = 0.18 (mm/t) Vf = 700 (mm/min) ap = 2 (mm) ae = 10 (mm) Application: fraisage 90° Liquide de refroidissement : avec Machine: Horizontal M/C, BT40 |

Conditions de coupe recommandées
| ISO | Workpiece materials | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, S20S, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 250HB | First choice | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| Wear resistance | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| For finishing | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| Heat-resistant alloys Inconel718, etc. |
– | First choice | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| For finishing | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* When using the -NMJ chipbreaker, do not feed higher than 0.15 mm/t.
RETOUR

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils