

Fraise polyvalente avec coupe au centre pour des opérations de contournage et rainurage optimales. |
 |
La grande polyvalence des dispositifs réduit le nombre de changements d’outils pour une meilleure utilisation de la machine.

Applications & Fonctionnalités
Applications












Fonctionnalités
1. Polyvalence ultime
– Grâce à la capacité de la coupe au centre, une seule fraise peut effectuer de multiples applications. Elle permet d’intégrer un processus et des outils pour une productivité maximale. Le serrage des plaquettes en queue d’aronde garantit une sécurité élevée.

Possibilités d’applications avec DoMultiRec


| Taille plaquette | APMX (mm) | Diamètre outils DC (mm) |
|---|---|---|
| 08 | 7 | ø16 |
| ø17 | ||
| 10 | 9 | ø20 |
| ø21 | ||
| 12 | 11 | ø25 |
| ø26 |
2. Coût minimal par arête pour des fraises à 90° avec coupe au centre
– Une seule plaquette peut être utilisée pour l’arête centrale ou l’arête périphérique et deux fois dans chaque position. Au total, il existe quatre arêtes de coupe pour une économie maximale.

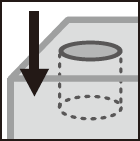
3. Trou à fond plat
– L’outil facilite le rendu de fond des trous aussi plat que possible. Il est également adapté pour les lamages.

Taille 12
| Fraise | : EVLX12M025C25.0R02 (ø25 mm, z = 2) |
| Plaquette | : LXMU120408PER-MM AH3225 |
| Vitesse de cou | : Vc = 150 m/min |
| Avance par dent | : fz = 0.07 mm/t |
| Prof. percée | : 5 mm |
| Sortie d’outil | : 45 mm |
| Arrosage | : A sec |
La conception optimisée de l’arête de coupe assure la planéité du fond du trou.
Plaquettes & Nuances
Plaquettes

LXMU**-MM
- Profondeur de coupe maximale
– LXMU06: 5 mm
– LXMU08: 7 mm
– LXMU10: 9 mm
– LXMU12: 11 mm
– LXMU16: 14.5 mm
– LXMU19: 18 mm
LXGU**-AM
- Profondeur de coupe maximale
– LXGU06: 5 mm
– LXGU08: 7 mm
– LXGU10: 9 mm
– LXGU12: 11 mm
– LXGU16: 14.5 mm
Nuances principales
AH120
![]()
![]()
![]()
![]()
-
Bel équilibre entre résistance à l’usure et à la rupture
-
Convient pour l’usinage des aciers, des aciers inoxydables et de la fonte dans des conditions de coupe générales
AH3225
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Convient pour les aciers et l’inox
AH8015
![]()
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à la rupture
- Premier choix pour l’usinage des alliages résistants à la chaleur dans des conditions de coupe générales
Corps d'outil


Exemples pratiques
Exemple #1
| Type de pièce: | Pièce de machine |
| Matière usinée: | Acier inoxydable |
| Fraise: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Plaquette: | LXMU120408PER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 60 (m/min) fz = 0.07 (mm/t) Vf = 102.8 (mm) ap = 5 (mm) ae =26 (mm) Usinage: Lamage, rainurage Arrosage: Externe Sortie d’outil: 40 (mm) Machine: C.U. vertical, BT40 |

Exemple #2
| Type de pièce: | Pièce de machine |
| Matière usinée: | SCM420/18CrMo4 |
| Fraise: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Plaquette: | LXMU120408PER-MM |
| Nuance: | AH3225 |
| Conditions de coupe: | Vc = 118 (m/min) fz = 0.31 (mm/t) Vf = 900 (mm) ap = 2 (mm) ae = 5 (mm) Usinage: Surfaçage dressage Arrosage: Souffl age d’air Sortie d’outil: 100 (mm) Machine: C.U. vertical, BT50 |

Conditions de coupe recommandées
| ISO | Workpiece materials | Hardness | Chip-breakers | Grades | Cutting speed Vc (m/min) | Drilling (ZEFP = 1)(1) |
Shouldering / Helical interpolation(1),(2) |
|||
|---|---|---|---|---|---|---|---|---|---|---|
| Feed per revolution f (mm/rev) |
Feed per tooth fz (mm/t) |
|||||||||
| 06 | 08 | 10 / 12 / 16 / 19 | ||||||||
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | MM | AH3225 | 100 – 300 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | MM | AH3225 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | MM | AH3225 | 80 – 180 | 0.03 – 0.06 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | MM | AH3225 | 80 – 180 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.22 | |
|
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | MM | AH120 | 100 – 300 | 0.03 – 0.1 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250 HB | MM | AH120 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Aluminium alloy Si < 13% |
– | AM | DS2005 KS05F |
400 – 800 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Aluminium alloy Si ≥ 13% |
– | AM | DS2005 KS05F |
100 – 200 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
|
|
Titanium alloys Ti-6AI-4V, etc. |
– | MM | AH3225 | 20 – 60 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | |
| Superalloys Inconel 718, etc. |
– | MM | AH8015 | 20 – 40 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||
|
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | MM | AH8015 | 50 – 150 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | MM | AH8015 | 40 – 70 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||






- (1)In the following cases, feed as if the cutter has a single effective cutting edge (ZEFP = 1):
- Hole making
- Helical interpolating for holes with a hole diameter (øD) ≤ 1.25x the tool diameter (DC)
- The axial D.O.C. exceeds APMX2
- (2)The tool is prone to vibration when the tool overhang exceeds 3.5xD and cause poor part quality. Make sure to use the axial cutting depth (ap) that do not exceed the value indicated in the APMX2 column. Also reduce the cutting speed and feed rate to 50% of the recommended speed.
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils