

Alésoir à embout interchangeable |
 |
Solution de haute précision et de productivité pour la finition des opérations de perçage


Applications & Fonctionnalités
Applications

Fonctionnalités
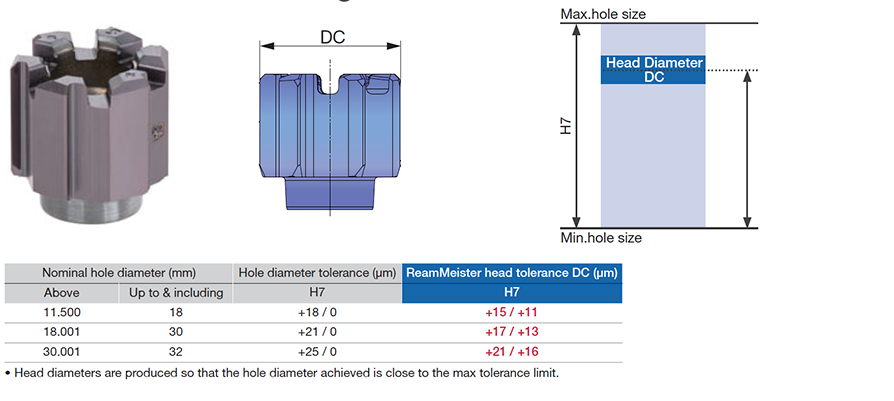
1. Embout d’alésage de haute précision pour les applications de la gamme de tolérance de trou H7
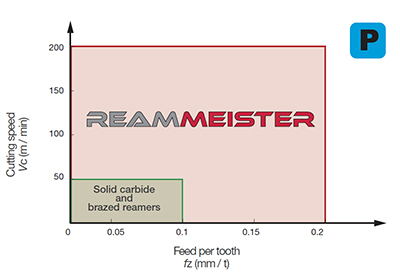
2. Permet d’appliquer des vitesses de coupe et des avances plus élevées que les alésoirs en carbure monobloc ou brasés qui garantissent ainsi une productivité élevée
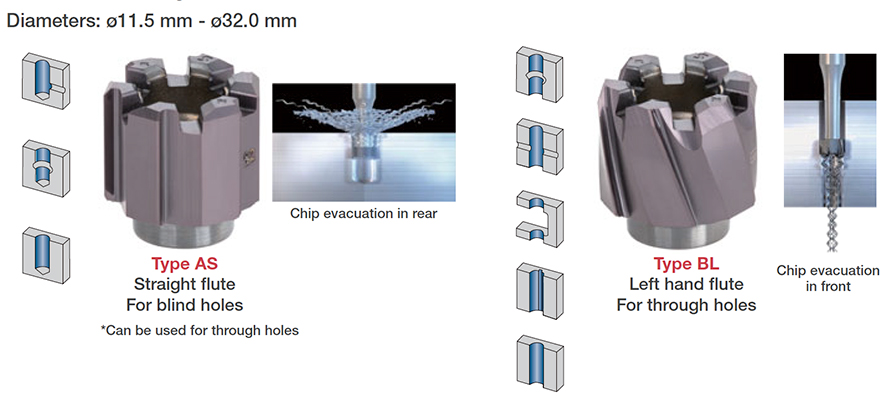
3. 2 types d’embouts d’alésage sont disponibles en fonction des types de trous
Plaquettes & Nuances
Plaquette

HRM-BL (ø10 – ø32 mm)
- Reaming heads with left hand flute for through holes

HRM-AS (ø10 – ø32 mm)
- Reaming heads with straight flute for blind holes
Nuances
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Bel équilibre entre la résistance à l’usure et à l’écaillage
- Convient à l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
Corps d'alésoir

Exemples pratiques
Exemple #1
Industrie automobile
| Partie: | Etrier de bride |
| Matériau: | FCD500 / GGG50 / 450-10S |
| Alésoir: | TRM-T9-R32-5 |
| Plaquette: | HRM-27.000-BL-T9 |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 100 (m/min) f = 1.2 (mm/rev) Vf = 1415 (mm/min) H = 20 (mm) Liquide de refroidissement : interne Machine: Horizontal M/C |

Exemple #2
Industrie automobile
| Partie: | Etrier de bride |
| Matériau: | S45C / C45 |
| Foret: | TRM-T9-R32-5 |
| Plaquette: | HRM-27.000-BL-T9 |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 90 (m/min) f = 0.8 (mm/rev) Vf = 850 (mm/min) H = 15 (mm) Liquide de refroidissement : interne Machine: Horizontal M/C |

Conditions de coupe recommandées
Conversion table for feed per tooth
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:fz (mm/t) | |||
|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||
| ø10 – ø16 | ø16 – ø32 | ø10 – ø16 | ø16 – ø32 | |||
 |
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.03 – 0.10 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
 |
Aluminum alloy | 100 – 300 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
 |
High temp. alloy Inconel718 etc. |
15 – 50 | 0.03 – 0.06 | 0.03 – 0.08 | 0.05 – 0.1 | 0.05 – 0.13 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Hardened steel Over 40HRC etc. |
50 – 100 | 0.03 – 0.08 | 0.03 – 0.1 | 0.05 – 0.12 | 0.05 – 0.15 |
Conversion table for feed per revolution
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:f (mm/rev) | |||||
|---|---|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||||
| ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
|||
|
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.08 | 0.3 – 1.5 | 0.4 – 2 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.2 | 0.4 – 2.16 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.18 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.8 | 0.3 – 1.62 | 0.4 – 2 | |
|
Aluminum alloy | 100 – 300 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
|
High temp. alloy Inconel718 etc. |
15 – 50 | 0.18 – 0.36 | 0.18 – 0.48 | 0.24 – 0.64 | 0.3 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Hardened steel Over 40HRC etc. |
50 – 100 | 0.18 – 0.48 | 0.18 – 0.6 | 0.24 – 0.8 | 0.3 – 0.72 | 0.3 – 0.9 | 0.4 – 1.2 |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport sur le produit :
e-Catalog


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils