

Perceuse à canon indexable avec une efficacité exceptionnelle
DeepTri-Drill, la série de forets à canon indexables faciles à manipuler, offre des performances exceptionnelles, une efficacité et une stabilité exceptionnelles dans le forage de trous profonds



Applications & Fonctionnalités
Applications
Fonctionnalités
1. Large gamme d’options pour diverses applications de trous profonds

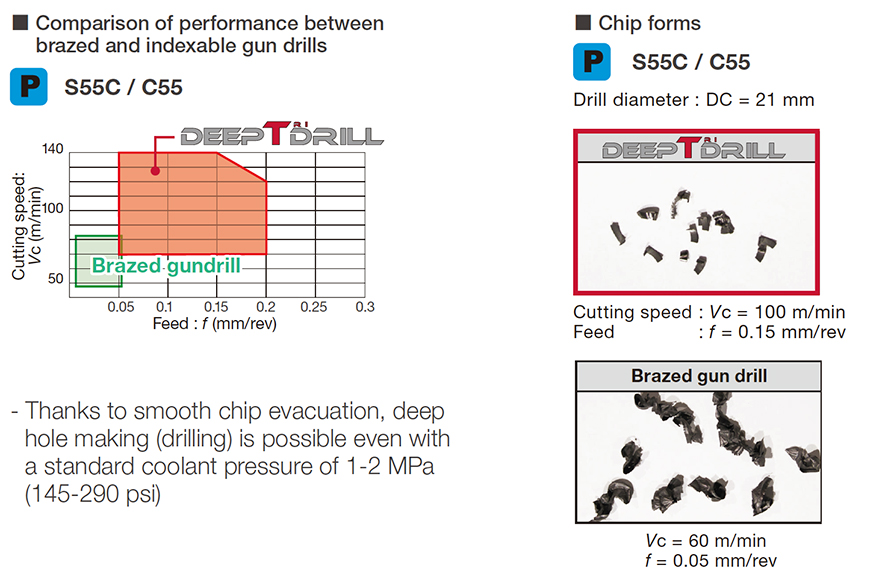
2. Efficacité ultime
• Le brise-copeaux et le séparateur de copeaux uniques sur l’arête de coupe permettent un contrôle impessionnant des copeaux à n’importe quelle vitesse d’avance, en particulier à des avances plus élevées
• Grâce à l’évacuation en douceur des copeaux, la réalisation de trous profonds (perçage) est possible même avec une pression d’arrosage standard de 1-2 PMa (145-290 psi)
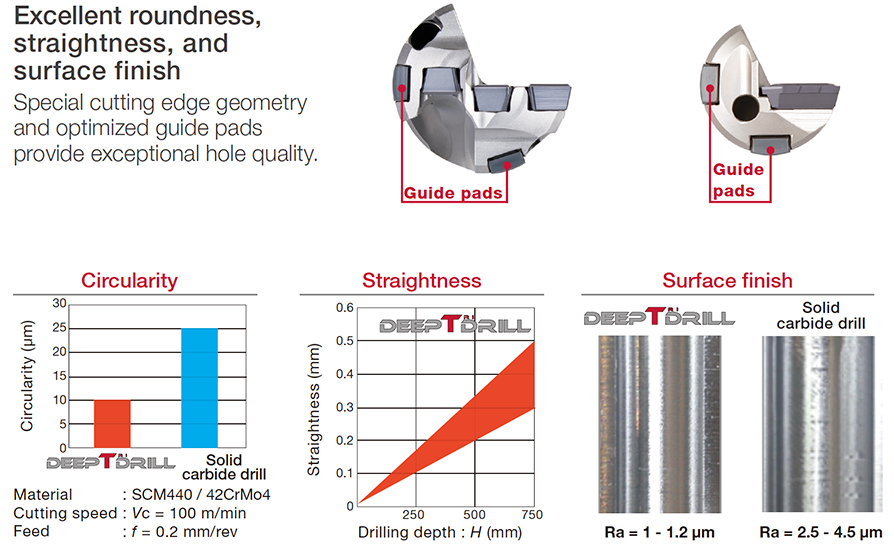
3. Excellente rondeur, rectitude et finition de surface
• La géométrie spéciale des arêtes de coupe et les patins de guidage optimisés offrent une qualité de trou exceptionnelle
Plaquettes & Nuances
Plaquettes

TOHT-NDJ/NDL
- 3 cutting edges inserts with chip splitter
LOGT-NDJ
- 2 cutting edges inserts with chip splitter
ZSGT-NDJ
- Single sided insert with chip splitter

FBM/FBH
- Conception optimisée du brise-copeaux pour le perçage de trous profonds

Patin de guidage
Nuances principales
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- High wear resistance
- Designed for drilling various materials
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
FH3125 (Pour patins de guidage)
- Première recommandation
- Longue durée de vie grâce à un subtrat et un revêtement uniques
FH3135 (Pour patins de guidage)
- Haute résistance à la rupture
- Premier choix lors de l’utilisation d’un liquide de refroidissement soluble dans l’eau
Corps de forets


Exemples pratiques
Exemple #1
Industrie des échangeurs de chaleur
| Partie: | Plaquet tubulaire |
| Matériau: | SUS304 / X5CrNi18-9 |
| Foret: | MCTR20.00XM32-10 |
| Plaquette: | TOHT090305R-NDL |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 80 (m/min) f = 0.04 (mm/rev) Vf = 53 (mm/min) H = 200 (mm) Liquide de refroidissement : avec Machine: Horizontal M/C |

Exemple #2
Industrie des matrices et moules
| Partie: | Moule plastique |
| Matériau: | SKD61 / X40CrMoV5-1 (45 HRC) |
| Foret: | TRLGCH18.00X1500-36A |
| Plaquette: | TOHT080305R-NDJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 62 (m/min) f = 0.04 (mm/rev) Vf = 44 (mm/min) H = 700 (mm) Liquide de refroidissement : avec Machine: Horizontal M/C |

Exemple #3
Industrie automobile
| Partie: | Arbre |
| Matériau: | SCM420H |
| Foret: | MCTR12.00XM20-20 |
| Plaquette: | LOGT060204R-NDJ |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 150 (m/min) f = 0.13 (mm/rev) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) Liquide de refroidissement : avec Machine: Vertical M/C |

Conditions de coupe recommandées
Drill diameter: DC = ø7.94 – ø9.99 mm
| ISO | Workpiece material | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feedf (mm/rev) |
|---|---|---|---|---|---|
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grey cast iron FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ductile cast iron FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium alloys | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Heat-resistant alloys Inconel 718, etc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanium alloys Ti-6Al-4V, etc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Hardened steel ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø28.01 – ø40 mm
| ISO | Workpiece material | Priority | For central | For intermediate | For peripheral | Cutting speed Vc (m/min) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Chip-breaker | Grade | Chip-breaker | Grade | Chip-breaker | Grade | ø28.01 – ø40 | ||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium alloys | Lower feed | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Hardened steel ≥ 40HRC |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils