


Système multifonctionnel pour divers besoins de rainurage |
 |
TungCut propose une large sélection d’articles standard; les plaquettes et les porte-outils sont applicables pour toutes les opérations de rainurage


TungModularSystem

TungFeed-Blade

TungCut
Applications & Fonctionnalités
Applications



Fonctionnalités
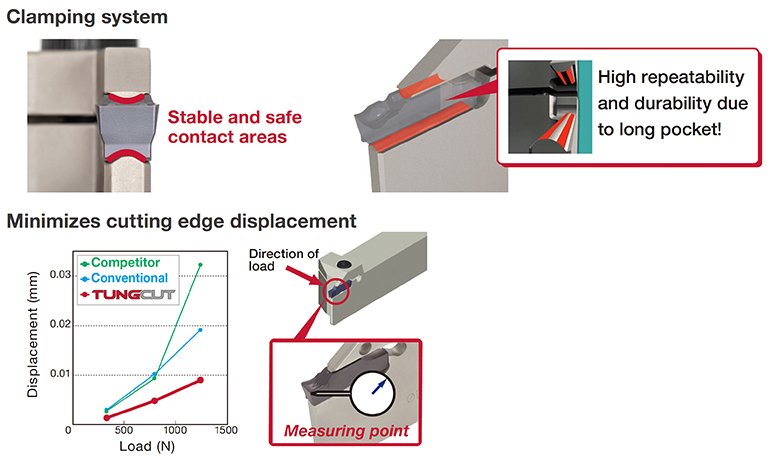
1. Rigidité de serrage élevée
Pour une durée de vie et une précision d’outil stables
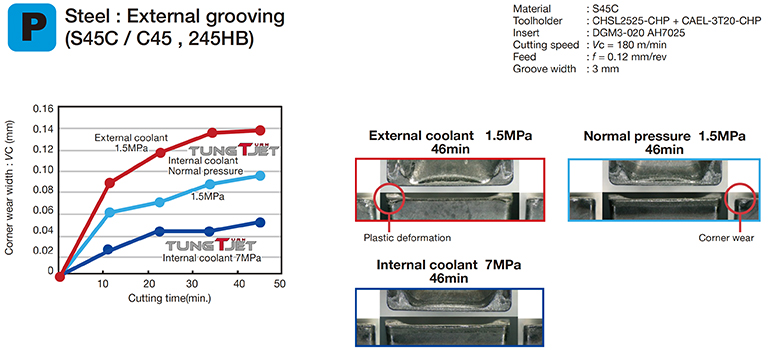
2. Avantages de l’alimentation en liquide de refroidissement haute pression TungTurn-Jet
Durée de vie de l’outil fortement améliorée
3. Brise-copeaux pour le rainurage et le tournage
Plaquettes & Nuances
Plaquettes

Plaquettes TungCut pour le rainurage extérieur, le tournage et le tronçonnage
- CW = 1.0 – 8.0 mm (.039″ – .315″)

Plaquettes TungCut et TungShortCut pour le tronçonnage et le profilage
- CW = 1.85 – 8.0 mm (.073″ – .315″)

Plaquettes TungCut et TungShortCut pour le rainurage et le tournage intérieurs
- CW = 0.8 – 8.0 mm (.031″ – .315″)

Plaquettes TungCut pour le rainurage et le tournage de face
- CW = 1.2 – 8.0 mm (.047″ – .315″)

Plaquettes CBN TungCut pour le rainurage et le tournage
- CW = 2.0 – 5.0 mm (.079″ – .197″)

Plaquettes PCD TungCut pour le rainurage et le tournage
- CW = 2.0 – 5.0 mm (.079″ – .197″)
Nuances principales
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- Excellente résistance à l’usure et grande rigidité
- Premier choix pour le rainurage de divers matériaux
T9225
![]()
- P15 – P25
- Premier choix pour l’ébauche à la coupe moyenne
- Haute résistance à la rupture
BX360
![]()
- Convient pour l’usinage général des aciers trempés
Porte-outils
Rainurage & Tronçonnage

Porte-outils TungCut
Système multifonctionnel pour divers besoins de rainurage
Internal grooving & Turning

Porte-outils TungShortCut
Toolholder that accommodates downsized internal grooving insert
Autre

Blocs d’outils TungCut, tiges
Système multifonctionnel pour divers besoins de rainurage

Exemples pratiques
Exemple #1
Industrie Miniature / Electronique
| Partie: | Encodeur annulaire |
| Matériau: | SUM22L |
| Porte-outil: | CTER2020-4T25 |
| Plaquette: | DGM4-030 |
| Nuance: | AH7025 |
| Conditions de coupe: | Vc = 180 (m/min) f = 0.2 (mm/rev) CW = 4 (mm/min) CDX = 8 (mm) Application: séparation Liquide de refroidissement : avec |

Exemple #2
Ingénierie générale
| Partie: | Carter d’engrenage |
| Matériau: | SCM420 / 20Cr4 |
| Porte-outil: | CTER2525-3T09 |
| Plaquette: | DTX3-030 |
| Nuance: | AH725 |
| Conditions de coupe: | Vc = 120 (m/min) f = 0.15 (mm/rev) CW = 3 (mm) CDX = 7 (mm) Application: rainurage Liquide de refroidissement : avec |

Exemple #3
Ingénierie générale
| Partie: | Valve |
| Matériau: | SUS304 / X5CrNi18-9 |
| Porte-outil: | CTIR25-3T05-D250 |
| Plaquette: | DTX3-030 |
| Nuance: | AH7025 |
| Conditions de coupe: | Vc = 80 (m/min) f = 0.08 (mm/rev) CW = 3 (mm) CDX = 2.2 (mm) Application: rainurage Liquide de refroidissement : avec |

Conditions de coupe recommandées
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
Steel S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | First choice | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Wear resistance | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Impact resistance | AH6235 | 50 – 120 | ||
| < 300 HB | Surface quality | NS9530 | 80 – 220 | ||
 |
Stainless steel SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | First choice | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Wear resistance | AH8005 | 50 – 120 | ||
| < 200 HB | Impact resistance | AH6235 | 50 – 120 | ||
 |
Grey cast iron FC250, etc. 250, etc. |
– | First choice | T515 | 150 – 700 |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Ductile cast iron FCD450, etc. 450-10S, etc. |
– | First choice | T515 | 150 – 300 | |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Aluminium alloys Si < 12% |
– | First choice | TH10 | 100 – 500 |
| – | First choice | KS05F | 100 – 600 | ||
 |
Superalloys Inconel718, etc. |
< HRC 40 | First choice | AH8005 | 20 – 60 |
| < HRC 40 | Impact resistance | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titanium alloys Ti-6Al-4V, etc. |
< HRC 40 | First choice | KS05F | 20 – 100 | |
| < HRC 40 | Impact resistance | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog



Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils