

Série d’outils de rainurage interne et de tournage de filets pour des alésages jusqu’à ø5 mm
Solution d’outillage indexable pour l’usinage interne d’alésages de petit diamètre

Applications & Fonctionnalités
Applications
Fonctionnalités
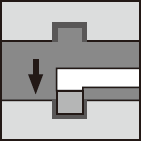
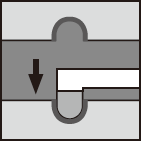
Domaines d’application / Support de rainurage interne

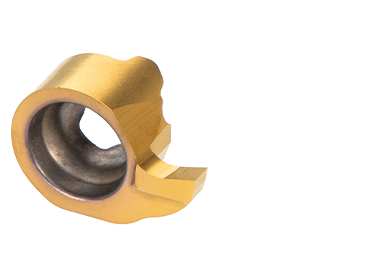
Trois géométries de plaquettes

Système de serrage unique pour un serrage très rigide

Corps de l’outil avec liquide de refroidissement traversant
Veillez à ce que, lors de l’assemblage, l’arête de coupe soit alignée avec la sortie du liquide de refroidissement pour une évacuation efficace des copeaux.

Répétabilité extrêmement précise des arêtes
Système de tête interchangeable avec une répétabilité extrêmement élevée

Plaquettes & Nuances
Plaquettes
Plaquettes MGR pour le rainurage
- CW = 1 – 2 mm

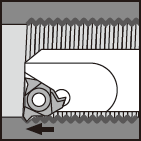
Plaquettes MTR pour le filetage
Nuances
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- La toute dernière nuance avec une arête de coupe tranchante conçue pour l’usinage de petites pièces.
- La combinaison d’un revêtement TiCN à structure colonnaire et d’un revêtement TiAlN multicouche offre une qualité de surface et une sécurité de processus supérieures.
Porte-outil

Manchon

Exemples pratiques
Exemple #1
| Workpiece Type: | Cover |
| Workpiece Material: | Alloy steel |
| Toolholder: | A07080-SMR4 |
| Insert: | MGR4100F000-D05 |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 38 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.7 (mm) Machining: Internal grooving Coolant: Wet |

Exemple #2
| Workpiece Type: | Valve seat |
| Workpiece Material: | Alloy steel |
| Toolholder: | A07080-SMR4 |
| Insert: | MGR4100F000-D05 |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.5 (mm) Machining: Internal grooving Coolant: Wet |

Conditions de coupe standard
Rainurage interne
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|
| RE = 0mm | RE = 0.03mm | RE = 0.1mm | RE = 0.2mm | ||||
 |
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 100 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 | 0.01 – 0.03 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 60 | 0.005 – 0.01 | 0.005 – 0.015 | 0.005 – 0.015 | 0.01 – 0.03 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 40 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.01 | 0.01 – 0.025 | |
 |
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.015 | 0.01 – 0.02 |
Profilage – rayon complet
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | ||
|---|---|---|---|---|---|---|
| RE = 0mm (Max.ap = 0.35mm) |
RE = 0.03mm (Max.ap = 0.5mm) |
RE = 0.2mm (Max.ap = 0.7mm) |
||||
|
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 120 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.018 | 0.01 – 0.015 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.015 | 0.005 – 0.013 | |
|
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.012 | 0.005 – 0.01 |
Filetage
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 100 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 60 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 40 | |
|
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 80 |
Passages d’alimentation recommandés pour les pas de vis
| Thread pitch (mm) | Insert designation | RE (mm) | Total depth of feed | Recommended number of passes | Depth of cut per pass (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pass 1 | Pass 2 | Pass 3 | Pass 4 | Pass 5 | Pass 6 | Pass 7 | Pass 8 | Pass 9 | |||||
| 0.5 | MTR460F003-D05 | 0.03 | 0.3 | 5 | 0.08 | 0.07 | 0.06 | 0.05 | 0.04 | ||||
| 0.75 | 0.03 | 0.47 | 6 | 0.12 | 0.1 | 0.08 | 0.07 | 0.06 | 0.04 | ||||
| 1 | MTR560F007-D07 | 0.07 | 0.6 | 6 | 0.18 | 0.15 | 0.1 | 0.08 | 0.05 | 0.04 | |||
| 1.25 | 0.07 | 0.76 | 7 | 0.18 | 0.15 | 0.12 | 0.1 | 0.1 | 0.07 | 0.04 | |||
Pour plus d’informations sur ce produit, visitez notre catalogue en ligne ou téléchargez la fiche produit :

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.