

Différents types d’outils pour le filetage à la fraise |
 |
Convient parfaitement au filetage d’alliages résistants à la chaleur ou d’aciers trempés
Egalement applicable pour les filetages de grande taille avec de faibles forces de coupe


Applications & Fonctionnalités
Applications
Fonctionnalités
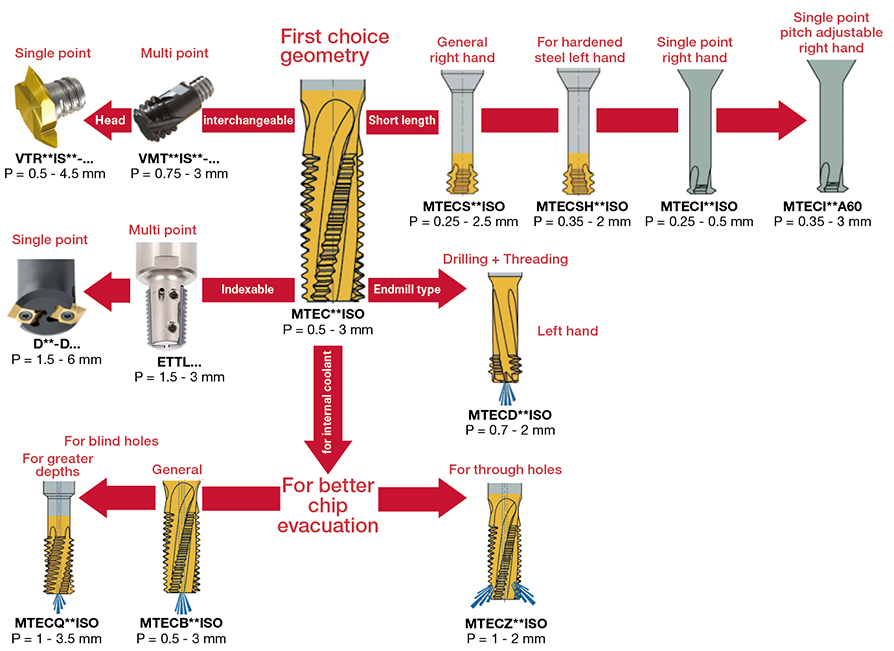
Guide de sélection d’outils pour filetages métriques ISO internes
Plaquettes, embouts, fraises en carbure monobloc et nuances
Plaquettes, embouts, fraises en carbure monobloc
Fraises carbure monobloc

SolidThread
- Pas 0.25 mm – 3.5 mm, diamètre d’outil 0.72mm
- Usinage de filets de petit diamètre, tels que M1x0.25 et 0-80UNF
Embouts

Embouts TungMeister pour le filetage (VMT / VTR)
- Pas 0.5 mm – 4.5 mm, diamètre de l’outil 10 mm
- Outils de filetage à embout interchangeable pour moins de temps d’arrêt qu’un outil de taraudage solide
Plaquettes

Plaquettes pour le fraisage indexable ThreadMilling
- Pas 1.5 mm – 6.0 mm, diamètre d’outil 17 mm
- Capable d’incorporer plusieurs plaquettes pour différents diamètres et pas de filetage
Nuances
AH725
![]()
![]()
![]()
![]()
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
GH330
![]()
![]()
![]()
- Haute résistance à l’usure et à la rupture
- Convient pour une coupe continue à moyennement interrompue
Corps d'outils
Type de tige
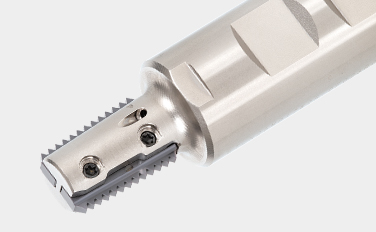
Thread Milling indexable (ø17- ø80 mm)
Porte-outils de type cylindrique pour contre-alésage

Exemples pratiques
Conditions de coupe recommandées
SolidThread
| ISO | Material | Condition | Tensile strength [N/mm2] |
Hardness HB |
Cutting speed (m/min) |
Tool dia: DC(mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed: f (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
 |
Non-alloy steel and cast steel, free cutting stee |
< 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≧ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≧ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel |
Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
 |
Stainless steel | Austenitic | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
 |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
 |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast, alloyed |
≦12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
 |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
 |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- When using long edge type tools, Feed should be reduced to 40% of above table.
MTECS – Petit diamètre, type court
| ISO | Matériau de la pièce | Vitesse de coupe Vc (m/min) |
Diamètre d’outil | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Avance par dent fz (mm/t) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Aciers en carbone bas et moyen | 60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aciers haute teneur en carbone | 60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| Aciers alliés, aciers traités | 50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Aciers moulés | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Aciers inoxydables | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Fontes | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aluminum | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Synthétiques, duroplastiques, thermoplastiques | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Alliages de nickel, alliages de titane | 20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
ETTL/ETLN
| ISO | Matériau de la pièce | Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|---|---|---|---|---|
| Acier à faible teneur en carbone | AH725 | 100 – 200 | 0.1 – 0.3 | |
| Acier à haute teneur en carbone | AH725 | 70 – 150 | 0.1 – 0.3 | |
| Acier à haute teneur en carbone | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Aciers moulés | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Aciers inoxydables | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Fontes ductiles | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Alliages d’aluminium | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Alliages résistants à la chaleur | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Alliages titane | AH725 | 20 – 90 | 0.02 – 0.1 |
- Le fraisage en montant est recommandé
Fraise à fileter à une dent
| ISO | Matériau de la pièce | Nuance | Vitesse de coupe Vc (m/min) |
Avance par dent fz (mm/t) |
|---|---|---|---|---|
| Aciers doux / Aciers non trempés < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Aciers au carbone / Aciers alliés < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Aciers pour matrices < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Aciers inoxydables < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Le fraisage en aval est recommandé
- Lors du filetage d’un trou borgne, utilisez une fraise à droite en rotation à droite.
- Coupez à partir du bas pour éviter la recoupe des copeaux
- Lors de l’usinage de filetages intérieurs à partir de la bouche, utilisez la fraise de gauche en rotation à gauche
TungMeister
| ISO | Matériau de la pièce | Condition | Force de traction [N/mm2] |
Dureté HB | Vitesse de coupe Vc (m/min) |
Diamètre d’outil | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Avance par dent fz (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Aciers non alliés et aciers moulés, aciers de décolletage | < 0.25 %C | Recuit | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Recuit | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Etanche et trempé | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Recuit | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Etanche et trempé | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Aciers faiblement alliés et aciers moulés (moins de 5% d’éléments d’alliage) |
Recuit | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Etanche et trempé | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| Aciers fortement alliés, aciers moulés et aciers à outils | Recuit | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Etanche et trempé | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Aciers inoxydables et aciers moulés | Ferritique/martensitique | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitique | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Aciers inoxydables | Recuit | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Fonte nodulaire (GGG) | Ferritique/martensitique | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Perlitique | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Fonte grise (GG) | Ferritique | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlitique | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Fonte malléable | Ferritique | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlitique | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Alliages d’aluminium forgés | Non curable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Durci | 100 | |||||||||||||||||
| Fonte d’aluminium, fonte d’aluminium allié | =<12% Si | Non curable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Durci | 90 | |||||||||||||||||
| >12% Si | Haute température | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Alliages de cuivre | >1% Pb | Coupe libre | 110 | |||||||||||||||
| Laiton | 90 | |||||||||||||||||
| Cuivre électrolytique | 100 | |||||||||||||||||
| Non-métallique | Duroplastiques, fibres plastiques | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Caoutchouc dur | ||||||||||||||||||
| |
Alliages haute température | Base Fe | Recuit | 200 | ||||||||||||||
| Durci | 280 | |||||||||||||||||
| Base Ni ou Co | Recuit | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Durci | 350 | |||||||||||||||||
| Coulée | 320 | |||||||||||||||||
| Alliages titane Ti | RM 400 | |||||||||||||||||
| Alliages durcis Alpha+beta | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Aciers trempés | Endurci | 55 HRC | 55 – 65 | ||||||||||||||
| Endurci | 60 HRC | 45 – 55 | ||||||||||||||||
| Fontes refroidies | Coulée | 400 | 90 – 105 | |||||||||||||||
| Fonte | Endurci | 55 HRC | 55 – 65 | |||||||||||||||
- Avec le bord long, réduisez l’avance à 40 %


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.