

Broche compacte à grande vitesse entrainée par liquide de refroidissement |
 |
Productivité quadruple grâce aux broches qui tournent à grande vitesse avec la pression du liquide de refroidissement

Fonctionnalités
1. Broche HSM entrainée par liquide de refroidissement pour une productivité élevée avec des outils de petit diamètre sur des machines à régime limité
• SpinJet utilise l’alimentation en liquide de refroidissement existante de la machine-outil, entrainée par une pompe haute pression comme source d’énergie pour faire tourner une turbine à grande vitesse
• Un puissant jet de liquide de refroidissement prolonge la durée de vie de l’outil et la stabilité de l’usinage
2. Economie d’énergie
• Les outils ne tournent qu’avec la pression du liquide de refroidissement et la broche de la machine est inactive lorsque SpinJet est en marche
Remarque : la broche principale de la machine doit être immobile lorsque la broche SpinJet est montée sur la machine
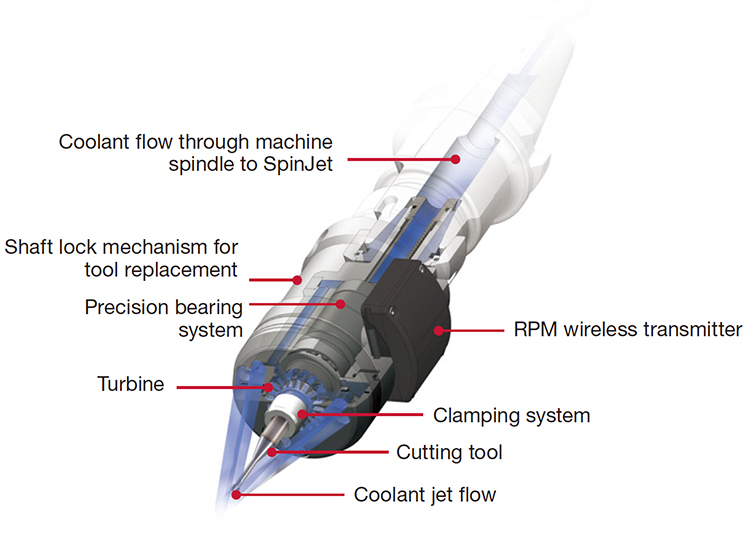
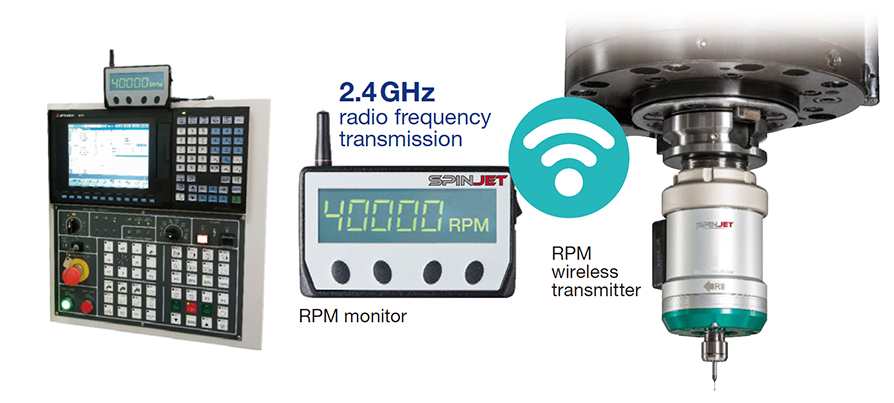
3. Système de surveillance RPM sans fil
• SpinJet est équipé d’un système d’affichage de vitesse en ligne et surveille la vitesse de rotation réelle de l’outil de coupe pendant l’usinage
Supports & Accessoires


Exemples pratiques
Exemple #1
Ingénierie générale
| Partie: | Parties machine |
| Matériau: | SUS303 / X10CrNiS18-9 (25HRC) |
| Support: | TJSGJETST20 |
| Fraise à embout : | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Nuance : | AH750 |
| Conditions de coupe : | Vc = 120 (m/min) n = 45,600 (RPM) fz = 0.016 (mm/t) ap = 0.01 (mm) ae = 1 (mm) Application: rainurage Liquide de refroidissement : avec Machine: Vertical M/C, BT30 |

Exemple #2
Industrie moules et matrices
| Partie: | Electrode |
| Matériau: | C1100 |
| Support: | TJSGJETST20 |
| Fraise à embout: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Nuance: | AH750 |
| Conditions de coupe: | Vc = 95 (m/min) n = 40,000 (RPM) fz = 0.025 (mm/t) ap = 0.04 (mm) ae = 0.04 (mm) Application: Profilage Liquide de refroidissement : avec Machine: Vertical M/C, BT30 |

Exemple #3
Industrie médicale
| Partie: | Equipement médical |
| Matériau: | Alliages titane |
| Support: | TJSGJETER32 |
| Fraise à embout: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Nuance: | AH750 |
| Conditions de coupe: | Vc = 80 (m/min) n = 35,000 (RPM) fz = 0.03 (mm/t) ap = 0.03 (mm) ae = 0.05 (mm) Application: Profilage Liquide de refroidissement : avec Machine: Vertical M/C, BT30 |

Standard cutting conditions
TJS M00
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
 |
Alloy steel 35 HRC |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.007 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.05 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.08 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.1 | 0.006 | ||||
| 2 | 23,000 | – | 0.1 | 0.006 | |||||
| 3 | 31,000 | – | 0.1 | 0.006 | |||||
| 4 | 40,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.006 | ||
| 2 | 23,000 | 1 | 0.1 | 0.006 | |||||
| 3 | 31,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 2 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 40,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 1.5 | 18,000 | 3 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 3 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 40,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.5 | 0.002 | |||
| 2 | 23,000 | 0.5 | 0.5 | 0.014 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.018 | |||||
 |
Stainless steel 180 – 250 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.015 |
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.015 | ||
| 2 | 23,000 | 1 | 0.1 | 0.015 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.15 | 0.015 | ||||
| 2 | 23,000 | 2 | 0.15 | 0.015 | |||||
| 3 | 31,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.35 | 0.15 | 0.02 | |||
| 2 | 23,000 | 0.35 | 0.15 | 0.02 | |||||
| 3 | 31,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.18 | 0.025 | |||||
 |
Aluminium alloy 80 – 160 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.01 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.017 | |||||
| 4 | 40,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.13 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.15 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.08 | 0.006 | ||||
| 2 | 23,000 | – | 0.09 | 0.006 | |||||
| 3 | 31,000 | – | 0.09 | 0.006 | |||||
| 4 | 40,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.025 | ||
| 2 | 23,000 | 1 | 0.1 | 0.025 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.2 | 0.025 | ||||
| 2 | 23,000 | 2 | 0.2 | 0.025 | |||||
| 3 | 31,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.25 | 0.02 | |||
| 2 | 23,000 | 0.5 | 0.25 | 0.02 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.025 |
TJS M90
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
|
Pre-hardened steel 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.05 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.08 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.1 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.05 | 0.006 | ||
| 3 | 44,000 | 0.5 | 0.05 | 0.006 | |||||
| 4 | 53,000 | 0.5 | 0.05 | 0.006 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.006 | ||||
| 3 | 44,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 2 | 35,000 | 2 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 53,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 2 | 35,000 | 3 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 53,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.5 | 0.001 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.018 | |||||
|
Stainless steel SUS316 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.015 |
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 1 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 2 | 35,000 | 1 | 0.1 | 0.015 | ||
| 3 | 44,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 2 | 35,000 | 2 | 0.15 | 0.015 | ||||
| 3 | 44,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.35 | 0.15 | 0.02 | |||
| 3 | 44,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.18 | 0.025 | |||||
|
Aluminium alloy ADC12 28 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.017 | |||||
| 4 | 53,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.13 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.15 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.09 | 0.006 | |||||
| 4 | 53,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.1 | 0.02 | ||
| 3 | 44,000 | 0.5 | 0.12 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.15 | 0.02 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.025 | ||||
| 3 | 44,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 2 | 35,000 | 2 | 0.2 | 0.025 | ||||
| 3 | 44,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.25 | 0.02 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.025 | |||||
 |
Tool steel SKD61 58 HRC |
Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.005 |
| 3 | 44,000 | – | 0.05 | 0.005 | |||||
| 4 | 53,000 | – | 0.05 | 0.005 | |||||
| 2 | 2 | 35,000 | – | 0.07 | 0.006 | ||||
| 3 | 44,000 | – | 0.08 | 0.006 | |||||
| 4 | 53,000 | – | 0.08 | 0.006 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 |
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog
Manuel
Video
Contact Tungaloy relate to SpinJet
If you need some assistances from Tungaloy, please contact us in the follwoing contact form

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.