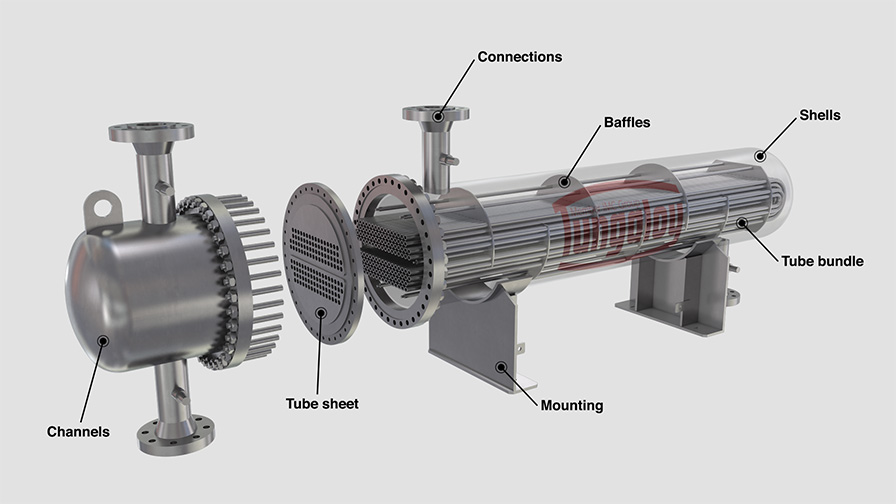
Échangeurs de chaleur – Tôle tubulaire
L’échangeur de chaleur est constitué de nombreux tubes traversant une enveloppe étanche. En recouvrant les tubes de fluides ayant des énergies thermiques différentes, l’énergie thermique est échangée entre le fluide contenu dans les tubes et le fluide contenu dans l’enveloppe.
En raison du grand nombre de trous, le principal procédé de fabrication des plaques tubulaires est le perçage. L’amélioration de l’efficacité du processus de perçage est l’une des clés de l’amélioration de la productivité. Tungaloy propose une large gamme d’outils et de solutions pour améliorer la production de feuilles tubulaires.

Concepts d’outillage
- Tournage d’ébauche très efficace grâce à la combinaison de la méthode « high D.O.C » et de la méthode « high feed ».
- Solution de perçage profond avec une productivité et une précision élevées
- Rainure interne par fraisage permettant l’intégration des processus
- Solutions de chanfreinage très économiques et à haute productivité
Processus à l’honneur






Processus 1 : Tournage de face brut
Avantages
- Appliquer le tournage à haut D.O.C. pour l’enlèvement des peaux forgées. En réduisant le nombre de trajectoires d’usinage, les effets de l’écrouissage des matériaux sont réduits et la durée de vie de l’outil est prolongée.
- Après l’opération d’enlèvement de la peau forgée, appliquer le tournage à grande avance pour réduire le temps d’usinage.
- La même plaquette peut être montée sur les deux porte-outils pour un D.O.C. élevé et une grande avance
- Solution très économique grâce à la plaquette à 10 coins

![]()
")
- Deux types de porte-outils sont disponibles en fonction des exigences d’usinage
- La nuance AH8015 convient aux matériaux difficiles à couper.

Processus 2 : Perçage (plaque tubulaire mince)
Avantages
- La tête DMC pour le perçage de haute précision offre une grande précision de positionnement et de rectitude des trous.
- La tête DMC ne nécessite pas de processus de pré-perçage, même en cas de perçage 12XD, et réduit le temps d’usinage.



Tête de forage DMC
- Géométrie innovante d’auto-centrage pour un perçage en douceur et une tolérance de trou précise
- Les doubles marges assurent une finition de surface supérieure et la rectitude des trous.

Processus 3 : Perçage pour les matériaux plaqués
Avanages
- Enlever la couche de matériau de revêtement avec des forets 1,5XD ou 3XD avec une grande rigidité de l’outil en premier lieu, puis utiliser un foret long pour une profondeur de trou plus importante. En appliquant cette méthode d’usinage, la stabilité et la durée de vie de l’outil sont considérablement améliorées dans les matériaux plaqués qui sont difficiles à usiner.
Tête de forage DMC
- Géométrie innovante d’auto-centrage pour un perçage en douceur et une tolérance de trou précise
- Les doubles marges assurent une finition de surface supérieure et la rectitude des trous.

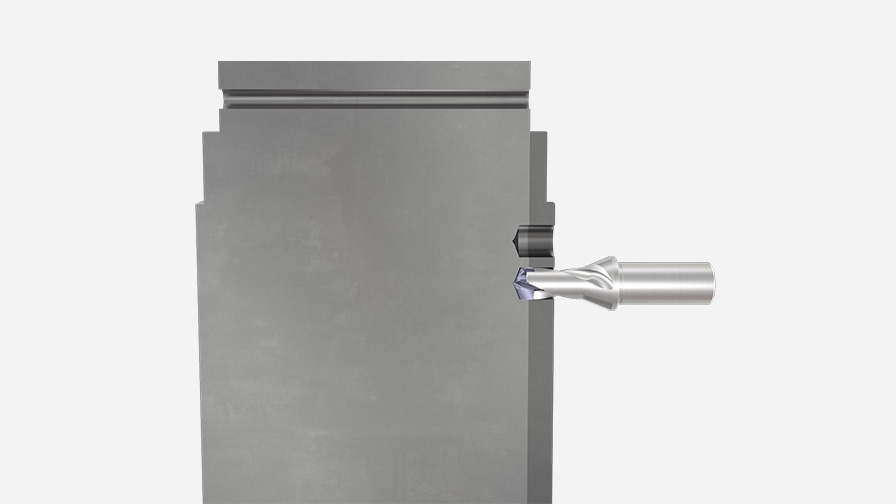
Processus 4 : Forage profond (plaque tubulaire épaisse)
Avantages
- Appliquer le foret de type insert interchangeable, DeepTri-Drill pour le processus de forage profond au-delà d’une profondeur de trou de 12XD.
- Le perçage au canon est une méthode de perçage qui permet d’obtenir la meilleure rectitude et le meilleur positionnement des trous.
- Améliore la qualité des tôles tubulaires en évitant le désalignement et la flexion des trous, qui sont des problèmes avec les tôles tubulaires épaisses.

![]()

- Le meilleur foret pour obtenir une grande rectitude de perçage
- Le séparateur de copeaux sur la plaquette crée de petits copeaux pour les évacuer facilement

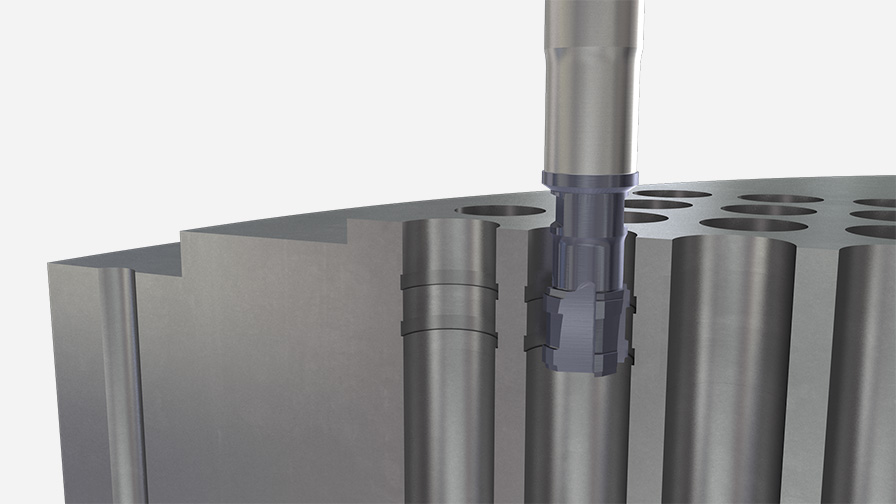
Processus 5 : Rainure interne par fraisage
Avantages
- Tête spéciale pour plaques tubulaires permettant de réaliser deux rainures en une seule passe
- La suppression du processus d’usinage permet de réduire le temps d’usinage

")
- Aucun réaffûtage n’est nécessaire, ce qui facilite la gestion des outils
- La grande variété de têtes et d’arbres de TungMeister permet des combinaisons et des longueurs d’outils flexibles pour un outillage adapté avec la plus grande rigidité.

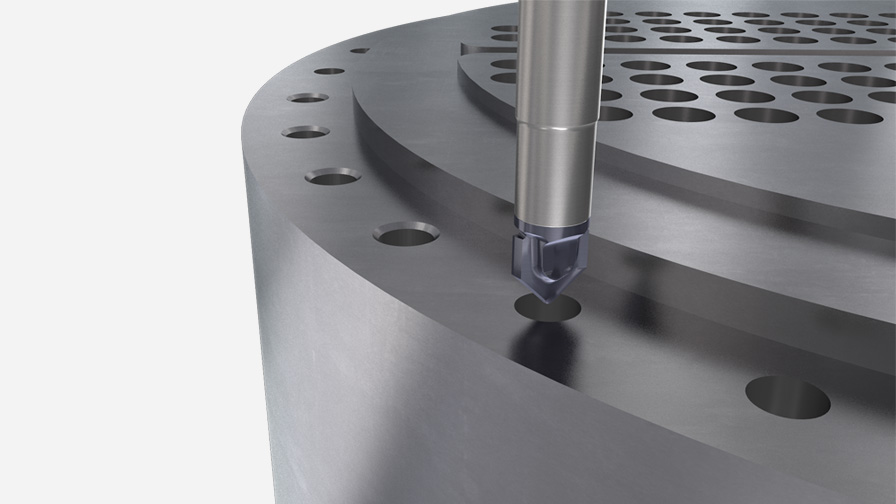
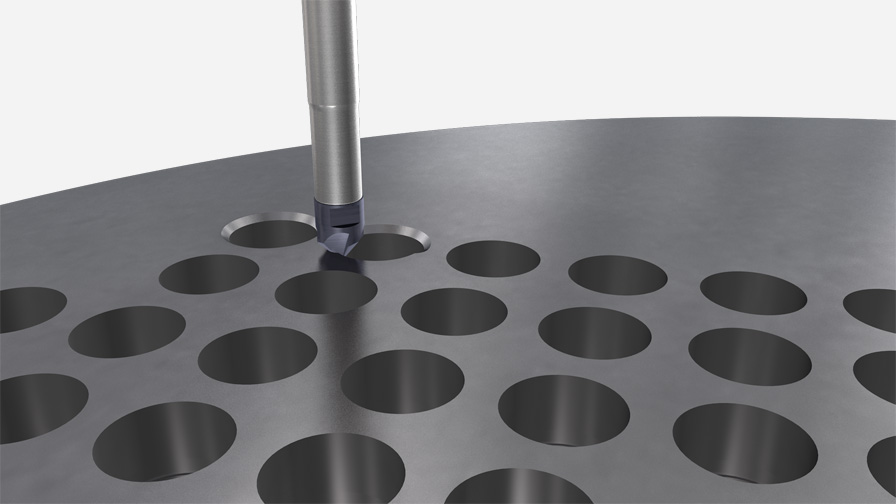
Processus 6 : Chanfreinage
Avantages
- Pour le chanfreinage en Z, il est recommandé d’utiliser la tête VCP qui offre des avantages économiques importants.
- Pour le chanfreinage par fraisage, la tête VCA est recommandée avec une densité d’arêtes élevée.
Tête VCP
Tête VCA

VCP VCA
- Aucun réaffûtage n’est nécessaire, ce qui facilite la gestion des outils
- La grande variété de têtes et d’arbres de TungMeister permet des combinaisons et des longueurs d’outils flexibles pour un outillage adapté avec la plus grande rigidité.

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.