
Descubra las ventajas del ranurado de precisión con Tungaloy
Se centra en tres aspectos cruciales: seleccionar las herramientas de forma eficaz, comprender la precisión del ancho de ranura y dominar el mecanizado de avance horizontal.
Tabla de contenidos:
1. Selección de herramientas para el ranurado exterior y el mecanizado de avance lateral
- Explore los criterios y consideraciones para la selección eficaz de herramientas en operaciones de ranurado exterior y avance lateral.
2. Precisión del ancho de ranura
- Profundice en los factores que influyen y las estrategias para lograr precisión en el ancho de ranura.
3. Mecanizado de avance lateral
- Guía de Instalación y Corte
- Notas sobre la trayectoria de la herramienta (ranurado + avance lateral)
- Notas sobre la trayectoria de la herramienta (Mecanizado de esquinas R)
- Notas sobre la trayectoria de la herramienta (Eliminar rebaba al extraer)
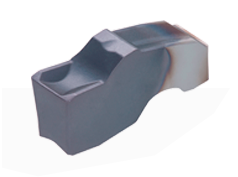
A la hora de seleccionar una herramienta de ranurado de diámetro exterior, la opción preferida es la de sujeción. La ventaja distintiva de las herramientas de ranurado con fijación radica en su capacidad para realizar las funciones de ranurado y alimentación transversal sin problemas con una sola herramienta. Además, es aconsejable elegir una herramienta en función de los requisitos específicos de mecanizado. Opte por un tipo de autoanclaje, que garantiza un control superior de la viruta, especialmente adecuado para ranuras profundas. Alternativamente, considere un tipo de sujeción por tornillo cuando trabaje con una baja rigidez de la pieza de trabajo, alineando la selección de la herramienta con el propósito de mecanizado previsto para un rendimiento óptimo.
Recomendaciones de Tungaloy:



Herramienta tipo sujeción de tornillo sólo para operaciones de ranurado, gran rigidez de fijación
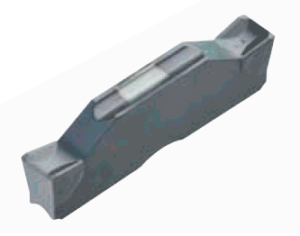
Las plaquitas se pueden clasificar en dos tipos principales: productos prensados, que se someten a un recubrimiento tras el proceso de prensado, y productos rectificados, que se pulen para mejorar la precisión. Las plaquitas pulidas presentan una mayor precisión de mecanizado, y su selección depende de los requisitos específicos de precisión de la pieza. Además, el voladizo de la pieza y la anchura de la viruta influyen significativamente en la precisión del mecanizado. Un gran voladizo puede provocar que la pieza se doble debido a una mayor resistencia al corte. Por el contrario, las anchuras de ranura agudas o los radios de esquina más pequeños pueden mitigar la resistencia al corte. La consideración cuidadosa de estos factores es crucial para optimizar el rendimiento del mecanizado.
Tolerancia de anchura típica:
Plaquitas de prensado directo: W ± 0.05 mm (.002″)
Plaquitas rectificadas: W ± 0.025 mm (.001″)

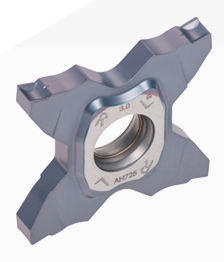
El mecanizado de avance lateral con una herramienta de ranurado ofrece ventajas como una menor concentración de la herramienta y tiempos de mecanizado más cortos, especialmente eficaces para profundidades de ranurado poco profundas en comparación con la anchura. Sin embargo, la precisión en el uso de la herramienta y el cumplimiento de las trayectorias específicas de la herramienta son cruciales para obtener resultados óptimos. Para garantizar el éxito del mecanizado de avance lateral, es primordial prestar atención a la instalación y a la guía de corte.
Minimizar la resistencia debida al ángulo de separación (α) durante la desviación de la herramienta facilita un mecanizado de avance lateral eficaz. Además, mantener la estabilidad del avance lateral requiere una profundidad de corte mínima que supere la esquina de viruta R (rƐ), con la profundidad de corte máxima idealmente fijada en aproximadamente el 80% de la anchura de la ranura (W).

Notas sobre la trayectoria de la herramienta (ranurado + avance lateral)
En el mecanizado de avance lateral, la posible resistencia al corte supone un riesgo de rotura de la herramienta si no se tiene en cuenta la desviación. Para mitigarlo, asegúrese de que la herramienta se aleja aproximadamente 0,1 mm de la pieza cerca de la pared antes de iniciar la operación de ranurado posterior. Además, si es necesario, tratar cualquier irregularidad en los bordes de la pared resultante del proceso de picoteo inicial al concluir el procedimiento de mecanizado general..

Notas sobre la trayectoria de la herramienta (mecanizado de esquinas R)
Realizar el copiado a lo largo del radio de la esquina supone un riesgo de aplicación simultánea de fuerza desde dos direcciones, lo que aumenta la probabilidad de rotura de la herramienta. Para solucionar este problema, utilice la estrategia de perforar el lado de la esquina R y trazar a lo largo del borde de la pared. Este enfoque minimiza eficazmente la fuerza ejercida simultáneamente desde dos direcciones, reduciendo el riesgo de daños en la herramienta.

Notas sobre la trayectoria de la herramienta (eliminar rebaba al extraer)
Cuando se mecaniza una pieza en forma de barra con agujeros, existe el riesgo de que aparezcan rebabas en anillo si la herramienta se desprende durante el avance lateral. Esto puede provocar problemas como daños en el material o enmarañamiento de la viruta, especialmente si la rebaba en anillo se entrelaza con el contrapunto. Para evitar estas complicaciones, es aconsejable colocar el extremo de salida por debajo de la anchura de la ranura y punzonar la pieza restante, evitando así la formación de rebabas en anillo.
