

Portaherramientas para torneado interno de gran rigidez con excelente evacuación de viruta
Se ha desarrollado una geometría de herramienta ideal para una excelente evacuación de viruta mediante una extensa simulación de análisis estructural.

Aplicaciones y características
Aplicaciones

Caracterísicas
Diseñado para una gran resistencia de la herramienta y una evacuación de viruta óptima
1. Mango de acero de aleación especial, diseñado para reducir la vibración.
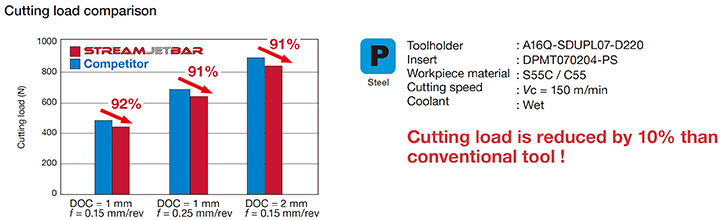
• Garantiza una calidad de acabado de superficie excelente comparada con las herramientas de torneado interior convencionales.
• Mayor durabilidad, eficiencia y ahorro en herramientas.

2. El diseño óptimo del mango garantiza bajas fuerzas de corte y un alto rendimiento en los diámetros de agujeros más pequeños
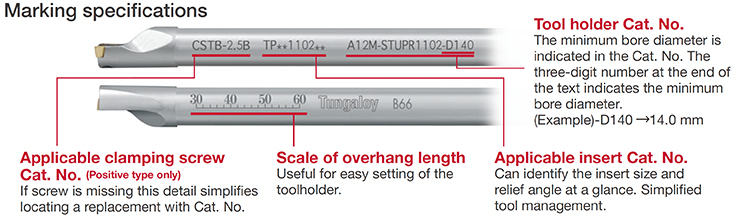
3. Fácil de utilizar
Especificaciones de significado de la nomenclatura de la herramienta
Plaquitas y calidades
Plaquitas
Calidades principales
T9215
![]()
![]()
![]()
- P10 – P20
- Buen balance entre la resistencial al desgaste y al astillado
- Primera opción para acero
- Gran versatilidad en un amplio rango de aplicaciones
T6130
![]()
- P15 – P30 / M15 – M30
- Alta resistencia al desgaste en velocidades de corte de media a alta.
- Primera opción para acero inoxidable
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Buen balance entre resistencia al desgaste y a la rotura
- Primera opción para el mecanizade de aleaciones termorresistentes en condiciones de corte estándar
Portaherramientas
Torneado interior

Portaherramientas StreamJetBar
Portaherramientas para torneado interior de gran rigidez con excelente evacuación de viruta
Ejemplos prácticos
Ejemplo #1
Ingeniería general
| Pieza: | Parte de máquina |
| Material: | S35C (C35) |
| Portaherramientas: | E20S-SDUCR11-D270 |
| Plaquitas: | DCMT11T304-PS |
| Calidades: | T9215 |
| Condiciones de corte: | Vc = 70 – 160 (m/min) f = 0.12 – 0.2 (mm/rev) ap = 1.0 (mm) Refrigeración: Taladrina |

Ejemplo #2
Indústria automovilística
| Pieza: | Pieza automóvil |
| Material: | S45C (C45) |
| Portaherramientas: | A12M-SDUPL07-D180-P |
| Plaquita: | DPMT070204-PS |
| Calidad: | T9215 |
| Condiciones de corte: | Vc = 130 (m/min) f = 0.1 (mm/rev) ap = 1.5 (mm) Refrigeración: Taladrina |

Condiciones de corte estándar
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|---|
| Low carbon steels, Alloy steels |
Medium carbon steels, Alloy steels |
High carbon steels, Alloy steels |
|||||||
| Precision finishing |
Continuous | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | Continuous | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to light cutting |
Continuous | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to Medium cutting |
Continuous to Heavy interrupted |
PS | T9215 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PS | T9125 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
| Medium cutting | Continuous to Heavy interrupted |
PM | T9215 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PM | T9125 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
Low carbon steels, Alloy steels: S10C, SCM415, SS400, SCr420H, etc. C10, 18CrMo4, E275A, 20Cr4, etc. Medium carbon steels, Alloy steels: S45C, SCM440, etc. C45, 42CrMo4, etc. Hi carbon steels, Alloy steels: SNCM439, etc. 41CrNiMo2, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) |
|---|---|---|---|---|---|---|---|
| Precision finishing | Continuous | Whh | GH330 | 0.05 – 2.0 | 0.03 – 0.2 | 100 – 150 | |
| Finishing | Continuous | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | |
| Light interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | ||
| Heavy interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 120 | ||
| Finishing to light cutting |
Continuous | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | |
| Light interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Finishing to medium cutting |
Continuous | PS | T6130 | 0.5 – 2.5 | 0.08 – 0.3 | 100 – 200 | |
| Light interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Medium cutting | Continuous | PM | T6130 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | |
| Light interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 |
* For CCMT0602 and DCMT0702 type inserts, a p = 0.5 – 2.5
Stainless steels: SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Grey cast irons | Ductile cast irons | |||||||
| Finishing | Continuous | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 150 – 700 | 150 – 300 | |
| Heavy interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 200 | 100 – 200 | ||
| Medium cutting | Light interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 300 | 100 – 250 | |
Grey cast irons: FC250, etc. 250, etc.
Ductile cast irons: FCD450, etc. 450-10S, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Titanium alloys | Ni-base alloys | |||||||
| Finishing | Continuous | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
| Finishing to medium cutting |
Continuous | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
Ni-base alloys: INCONEL718 etc.
Titanium alloys: Ti – 6Al – 4V etc.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock