

Varios tipos de herramientas para roscado
Muy adecuado para el roscado en aleaciones termorresistentes y acero templado.
También aplicable para roscas de gran tamaño con bajas fuerzas de corte.


Aplicaciones y características
Aplicaciones
Características
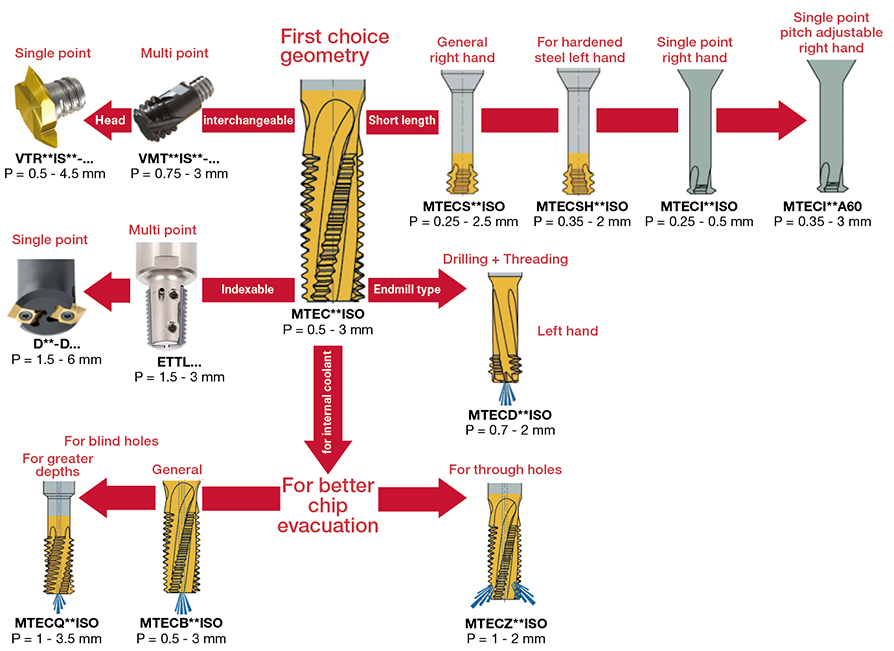
Guía de selección de herramientas para roscas métricas ISO internas
Plaquitas, cabezales, fresas y calidades de metal duro
Plaquitas, cabezales, fresas de metal duro
Fresas de metal duro

SolidThread
- Paso 0.25 mm – 3.5 mm, diámetro de herramienta 0.72mm
- Mecanizado de roscas de diámetro pequeño, como M1x0,25 y 0-80UNF
Puntas

TungMeister Heads para roscado (VMT / VTR)
- Paso 0.5 mm – 4.5 mm, diámetro de herramienta 10 mm
- Herramientas de roscado de punta intercambiable para reducir el tiempo de inactividad que una herramienta de roscado de metal duro
Plaquitas

Plaquitas intercambiables para roscado
- Paso 1.5 mm – 6.0 mm, diámetro de herramienta 17 mm
- Capaz de incorporar múltiples tipos de plaquita para varios diámetros y pasos de rosca
Calidades
AH725
![]()
![]()
![]()
![]()
- Buen equilibrio entre la resistencia al desgaste y al astillado
- Adecuada para el mecanizado de acero y acero inoxidable en condiciones de corte estándar
GH330
![]()
![]()
![]()
- Alta resistencia al desgaste y a la rotura
- Adecuada para operaciones con cortes con interrupciones o medio
Cuerpos de fresa para roscado
Tipo mango
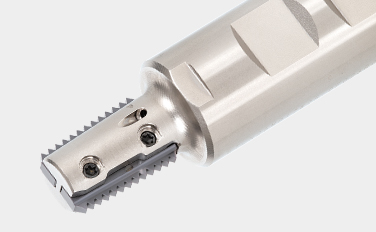
Roscado de plaquita intercambiable (ø17- ø80 mm)
Mango cilíndrico para avellanado

Ejemplos prácticos
Condiciones de corte estándar
SolidThread
| ISO | Material | Condition | Tensile strength [N/mm2] |
Hardness HB |
Cutting speed (m/min) |
Tool dia: DC(mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed: f (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
 |
Non-alloy steel and cast steel, free cutting stee |
< 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≧ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≧ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel |
Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
 |
Stainless steel | Austenitic | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
 |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
 |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast, alloyed |
≦12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
 |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
 |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- When using long edge type tools, Feed should be reduced to 40% of above table.
MTECS – Diámetro pequeño, tipo corto
| ISO | Material | Velocidad de corte Vc (m/min) |
Diámetro de herramienta | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Avance por diente fz (mm/t) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Aceros medios-bajos en carbono | 60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Acero alto en carbono | 60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| Aleaciones de acero, aceros tratados | 50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Fundición de acero | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Acero inoxidable | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Fundición | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aluminio | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Sintéticos, duroplásticos, termoplásticos | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Aleaciones de níquel, aleaciones de titanio |
20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
ETTL/ETLN
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|---|---|---|---|---|
| Acero bajo en carbono | AH725 | 100 – 200 | 0.1 – 0.3 | |
| Acero bajo en carbono | AH725 | 70 – 150 | 0.1 – 0.3 | |
| Aceros al carbono | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Fundición de acero | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Acero inoxidable | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Fundición | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Aleaciones de aluminio | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Aleaciones termorresistentes | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Aleaciones de titanio | AH725 | 20 – 90 | 0.02 – 0.1 |
- Se recomienda el fresado en ascenso.
Fresas de roscado de un solo diente
| ISO | Material | Calidad | Velocidad de corte Vc (m/min) |
Avance por diente fz (mm/t) |
|---|---|---|---|---|
| Aceros dulces / Aceros no templados < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Aceros al carbono / Aleaciones de acero < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Aceros para herramientas < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Aceros inoxidables < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Se recomienda el fresado en ascenso.
- Al roscar un agujero ciego, utilice una fresa a derechas. Corte desde abajo para evitar que se vuelvan a cortar las virutas.
- Al mecanizar roscas internas desde la boca, utilice la fresa a izquierdas.
SolidThread / TungMeister
| ISO | Material | Condición | Fuerza de tensión [N/mm2] |
Dureza HB | Velocidad de corte Vc (m/min) |
Diámetro de la herramienta | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Avance por diente fz (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Acero sin alear y fundición de acero, acero de fácil mecanización | < 0.25 %C | Recocido | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Recocido | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Apagado y templado | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Recocido | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Apagado y templado | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Acero de baja aleación y fundición de acero (menos del 5% de elementos de aleación) |
Recocido | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Apagado y templado | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| Acero de alta aleación, fundición de acero y acero para herramientas. | Recocido | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Apagado y templado | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Acero inoxidable y fundición de acero | Ferrítico/martensítico | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensítico | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Acero inoxidable | Recocido | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Fundición nodular (GGG) | Ferrítico/martensítico | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Perlítico | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Fundición gris (GG) | Ferrítico | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlítico | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Fundición maleable | Ferrítico | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Perlítico | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Aleación forjada de aluminio | No curable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Curado | 100 | |||||||||||||||||
| Fundición de aluminio, fundición de aluminio aleado | =<12% Si | No curable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Curado | 90 | |||||||||||||||||
| >12% Si | Altas temperaturas | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Aleaciones de cobre | >1% Pb | Corte libre | 110 | |||||||||||||||
| Latón | 90 | |||||||||||||||||
| Cobre electrolítico | 100 | |||||||||||||||||
| No metales | Duroplásticos, fibras plásticas | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Goma dura | ||||||||||||||||||
| |
Aleaciones termorresistentes | de base Fe | Recocido | 200 | ||||||||||||||
| Curado | 280 | |||||||||||||||||
| de base Ni o Co | Recocido | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Curado | 350 | |||||||||||||||||
| Fundición | 320 | |||||||||||||||||
| Aleaciones de titanio Ti | RM 400 | |||||||||||||||||
| Aleaciones alfa+beta curadas | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Acero templado | Templado | 55 HRC | 55 – 65 | ||||||||||||||
| Templado | 60 HRC | 45 – 55 | ||||||||||||||||
| Fundición enfriada | Fundición | 400 | 90 – 105 | |||||||||||||||
| Fundición | Templado | 55 HRC | 55 – 65 | |||||||||||||||
- Con la arista de corte larga, reduzca la velocidad de avance al 40 %.
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial
Generador de programa CNC


Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.