
Dies ist der Weg zum Erfolg, den die Vertriebsmitarbeiter von Tungaloy gemeinsam mit ihren Kunden gehen.
48 Stunden unbeaufsichtigter Wochenendbetrieb erreicht! Welches Werkzeug zum Anfasen löste den Engpass, der die Lights-out-Fertigung blockierte?
Interview-KooperationTsubakimoto Mayfran Inc.


Tungaloy Vertriebsmitarbeiter
Takahiko MurataTakahiko Murata
- Heimatort
- Kyoto, Präfektur Kyoto
- Werdegang
- Eintritt im Januar 1987 (Einstellung mit Berufserfahrung). 36. Jahr.
- Hobbys
- Ich habe in der Mittelschule mit alpinem Skirennsport begonnen und nehme auch heute noch aktiv an Wettkämpfen teil.
In der Off-Season dreht sich alles um Golf.
Jeder, der mit Metallzerspanung zu tun hat, hat mindestens einmal einen „Späneförderer“ gesehen. Dieses Mal stellen wir ein Verbesserungsbeispiel im Zusammenhang mit Späneförderern vor.
Tsubakimoto Mayfran Inc. mit Hauptsitz in Koka, Präfektur Shiga, wurde 1973 als Joint Venture zwischen Tsubakimoto Chain Co. und Mayfran International gegründet. 1974 begann das Unternehmen mit der Produktion seines „ChipTote“-Späneförderers. Seitdem hat das Unternehmen eine breite Palette an Material-Handling-Produkten entwickelt und ist heute weithin als Komplettanbieter für Material-Handling- sowie Kühlmittelaufbereitungsanlagen bekannt.
Tsubakimoto Mayfran Inc. bietet weiterhin Produkte und Dienstleistungen höchster Qualität, um weltweit Kundenzufriedenheit und Vertrauen im Bereich „Handling und Verarbeitung“ von „Metallspänen, Kühlmittel und Feststoffabfällen“ zu gewinnen.
Inhaltsverzeichnis
- Projekt zur Eigenfertigung von Bandbolzen
- Der Engpassprozess, der den unbeaufsichtigten Betrieb blockierte
- Lösungen für den Engpassprozess
- Schaftfräser mit Wechselkopf TungMeister: Umfangreiche Varianten an Anfas-Köpfen
- 48-stündiger unbeaufsichtigter Wochenendbetrieb erreicht
- Auf dem Weg zu noch längeren unbeaufsichtigten Laufzeiten
Projekt zur Eigenfertigung von Bandbolzen
Tsubakimoto Mayfran Inc. fertigt Förderer – ihr Flaggschiffprodukt – im Werk am Hauptsitz in Koka, Präfektur Shiga. Das Werk am Hauptsitz ist das Leitwerk, das in einem integrierten Förderer-Produktionsprozess alles von Blechbearbeitung über Schweißen, Montage bis hin zu Lackierung abdeckt. In dieser Zeit trat ein Problem bei der Beschaffung von Bandbolzen auf, einem der wichtigsten Förderer-Komponenten. Zuvor hatte das Werk am Hauptsitz nahezu keine Metallzerspanung durchgeführt, und Bandbolzen, die eine Bearbeitung erforderten, waren zur Fertigung ausgelagert worden. Allerdings wurde es für den Zulieferer schwierig, die Produktion fortzusetzen. Um dieses Problem zu lösen, wurde ein Projekt zur Eigenfertigung von Bandbolzen gestartet. Herr Ichihashi aus der Abteilung Produktionstechnik, der über fundiertes Wissen zur Metallzerspanung verfügte, wurde zum Projektleiter ernannt.

„Indem wir die zuvor ausgelagerte Bandbolzenfertigung in unserem Werk am Hauptsitz ins Haus holen, können wir viele Vorteile erzielen, daher haben wir beschlossen, die Eigenfertigung voranzutreiben. Die Eigenfertigung ermöglicht eine flexible Produktionsplanung entsprechend der Nachfrage und erleichtert die Kleinserienfertigung. Bei der Auslagerung mussten wir aufgrund von Bestelllosgrößen und Lieferzeiten große Teilebestände (Work-in-Progress) vorhalten. Durch die Eigenfertigung können wir Produktionspläne und Losgrößen flexibel an die Anforderungen unserer Kunden anpassen. Die Einführung von Just-in-time-Produktion hat zu einer deutlichen Reduzierung des Teilebestands geführt.“
Es handelte sich um ein wichtiges Projekt, von dem Verbesserungen der Produktionseffizienz erwartet wurden.
„Neben den Erwartungen an kürzere Durchlaufzeiten und geringere Bestände haben wir für dieses Anlaufprojekt auch Kostenwettbewerbsfähigkeit als Ziel gesetzt. Unter Berücksichtigung der Produktionskosten wäre eine Fertigung im Ausland eine Option gewesen, doch die Herstellung der Komponenten im Werk am Hauptsitz – dem Endmontagestandort – ist hinsichtlich Transportdurchlaufzeiten optimal (lokale Produktion für lokalen Verbrauch). Daher haben wir uns das Ziel gesetzt, auch bei inländischer Fertigung eine kostenwettbewerbsfähige Fertigungslinie aufzubauen, die mit der Produktion im Ausland mithalten kann. Wir waren der Ansicht, dass der Schlüssel zur Kostenwettbewerbsfähigkeit „Automatisierung und verlängerte unbeaufsichtigte Laufzeit“ ist.“
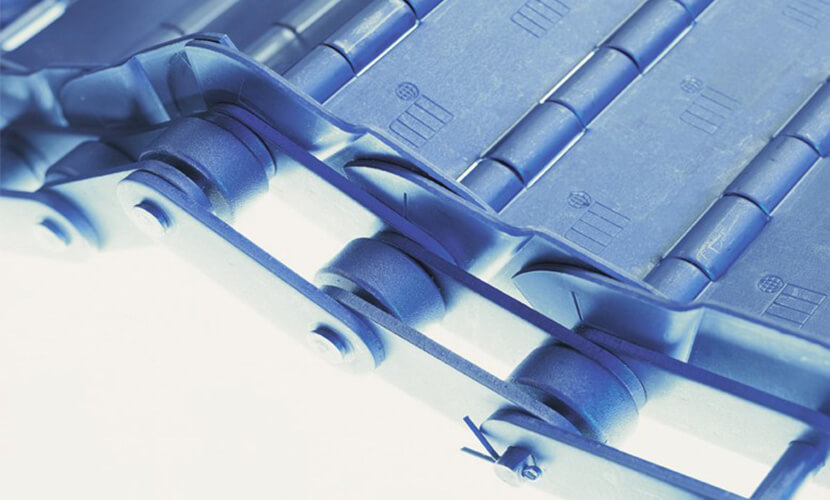
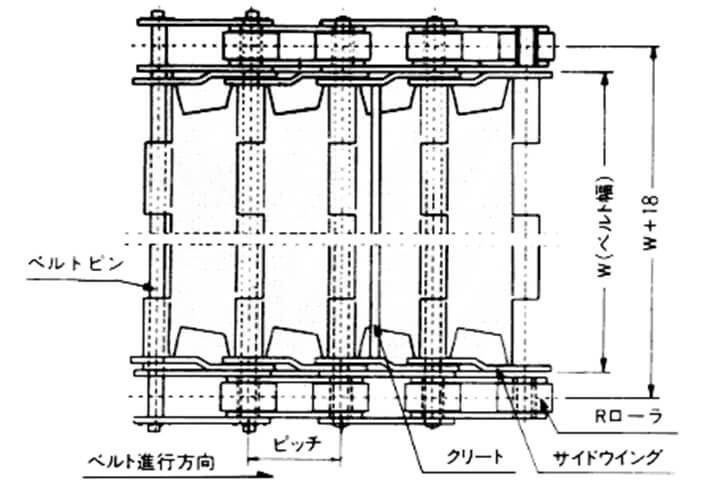
Erscheinungsbild und Aufbau eines Scharnier-Stahlbandförderers
Erscheinungsbild der Bandbolzen

Der Engpassprozess, der den unbeaufsichtigten Betrieb blockierte
Um die gesetzten Ziele zu erreichen, schritt der Linienaufbau voran. Da Bandbolzen lange zylindrische Teile sind, wurde zur Materialzufuhr ein Stangenlader eingesetzt. Zusätzlich wurde zur Automatisierung des Umspannens langer Werkstücke und der Bearbeitung beider Enden eine NC-Drehmaschine mit Gegenspindel ausgewählt, wodurch alles vom Werkstückladen über die Bearbeitung bis zum Werkstückentladen automatisiert wurde.
Bandbolzen gibt es in verschiedenen Ausführungen mit unterschiedlichen Durchmessern und Längen. Für jedes Modell wurden Bearbeitungsprogramme erstellt und verifiziert, und der Anlauf der ersten im Werk bearbeiteten Komponenten wurde erfolgreich abgeschlossen.
Obwohl der Bearbeitungsanlauf erfolgreich abgeschlossen wurde, war das andere Ziel – eine verlängerte unbeaufsichtigte Laufzeit zu erreichen – noch nicht erfüllt. Die in zwei Prozessen eingesetzten Werkzeuge hatten eine kurze Standzeit, und die hohe Häufigkeit von Werkzeugwechseln machte einen verlängerten Betrieb unmöglich.
„Wir wollten Modelle mit relativ großen Fertigungslosen durch unbeaufsichtigten Betrieb an Feiertagen bearbeiten. Zum Beispiel: Am Freitag vor dem Verlassen rüsten und dann die Bearbeitung starten. Wenn wir die Bearbeitung über das Wochenende (Samstag und Sonntag) unbeaufsichtigt laufen lassen könnten, würde das erheblich zur Linienproduktivität und zu den Produktionskosten beitragen. Dafür mussten wir etwa 48 Stunden unbeaufsichtigten Betrieb erreichen, aber Standzeitprobleme in den Engpassprozessen verhinderten, dass wir das Ziel erreichten.“
Engpassprozesse bei der Bandbolzenbearbeitung
Engpassprozess 1: Abstechen / Planflächen-Finishing-Drehen
Da die Produktion einen Stangenlader verwendete, war der Abstechprozess einer der Hauptvorgänge. Außerdem wurde aufgrund der Begrenzung der Werkzeuganzahl und der Revolverstationen, die für die Bearbeitung verschiedener Modelle erforderlich sind, das Abstechwerkzeug auch für das Planflächen-Finishing eingesetzt, um den Werkzeugeinsatz zu bündeln.
Engpassprozess 2: Anbohren + Anfasen
Zur Verbesserung der Lochpositionsgenauigkeit wurde vor der Lochbearbeitung angebohrt. Da diese Bohrungen ein C-Anfasen erforderten, wurde der Prozess so ausgelegt, dass ein 90°-Anfaswerkzeug vorab tiefer eingestochen wird, um Anbohren und Anfasen in einem Arbeitsgang zu kombinieren.
Bearbeitungsbild des Prozesses „Anbohren + Anfasen“
- Prozess 1
Anbohren + Anfasen

- Prozess 2
Bohren
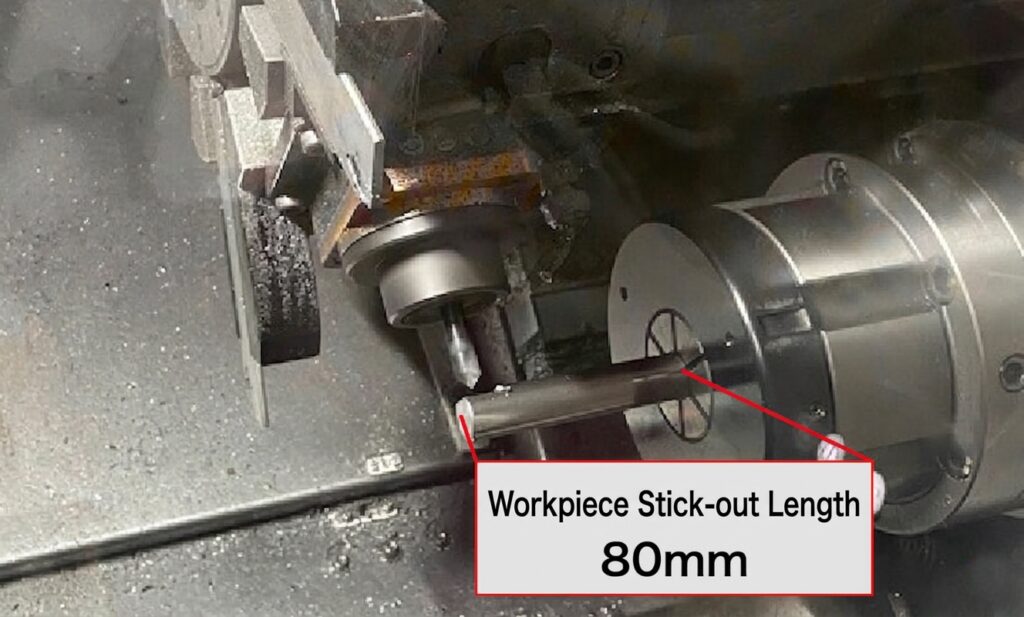
„Der Prozess, den ich als besonders problematisch empfand, war dieser Prozess „Anbohren + Anfasen“. Aufgrund von Interferenzen zwischen dem Spannzangenhalter, der das Werkstück greift, und der angetriebenen Werkzeugeinheit sowie aufgrund der Begrenzungen des Fräsbereichs der Maschine musste das Werkstück für Fräsoperationen etwa 80mm herausragen. Zudem fand die Bearbeitung nahe der Stirnfläche statt, sodass sie in einer auskragenden Aufspannung erfolgen musste. Bei geringer Werkstücksteifigkeit wurde die Bearbeitung instabil. Insbesondere bei Bandbolzenmodellen mit kleinerem Durchmesser war Rattern stark ausgeprägt, was zu Anfasungen mit unregelmäßigen Lochformen führte.“
„Wir hatten bei mehreren Herstellern Werkzeugverbesserungen angefragt und arbeiteten an Optimierungen. Wir ließen von einem Hersteller Sonderwerkzeuge fertigen und führten Tests durch, aber wir taten uns schwer, ein Werkzeug zu finden, das die benötigte Verbesserung brachte.“
Das Ziel einer verlängerten unbeaufsichtigten Laufzeit war in eine Sackgasse geraten.
NC-Drehmaschine mit Stangenlader und Gegenspindel für die Center-Pin-Bearbeitung

Ansicht des Prozesses „Anbohren“ + „Anfasen“
Lösungen für den Engpassprozess
Etwa zu dieser Zeit trafen sich Herr Ichihashi und Murata aus dem Tungaloy-Vertriebsbüro Kyoto erstmals.
Eine Beratungsanfrage zur Bearbeitung mit einem Bohrprodukt, das Herr Ichihashi ausgewählt hatte, erreichte Murata über einen Händler. Als Murata Herrn Ichihashi besuchte, erfuhr er von den Herausforderungen, vor denen Herr Ichihashi stand.
„Für die Verbesserung des Abstech-/Planflächen-Drehwerkzeugs schlug ich TungCut vor. TungCut verfügt über einen einzigartigen bogenförmigen Wendeschneidplatten-Sitz, der eine hohe Widerstandsfähigkeit gegen seitliche Kräfte bietet, wodurch es eine Stech-/Abstechwerkzeugserie ist, die nicht nur zum Abstechen, sondern auch für Drehbearbeitungen geeignet ist. Für die wendeschneidplatten wählte ich AH7025, unsere neueste Sorte. Da diese Sorte bei anderen Kunden bereits hervorragende Ergebnisse geliefert hatte, empfahl ich, sie zu testen.“
„Als wir AH7025 testeten, konnten wir die Standzeit verlängern und einen der Engpassprozesse lösen. Ursprünglich verwendeten wir aus Sicht der Standzeit und der Oberflächenqualität Kühlmittel. Der Einsatz von Kühlmittel erfordert jedoch aufgrund der Verschlechterung der Wasserqualität einen regelmäßigen Austausch, und die Entsorgung als Altöl wirft Umweltfragen auf, die in letzter Zeit zunehmend problematisch geworden sind. Wir wollten eine Trockenbearbeitung ohne Kühlmittel etablieren. In dieser Hinsicht lieferte AH7025 auch bei Trockenbearbeitung eine zufriedenstellende Oberflächenqualität und erreichte gleichzeitig die Ziel-Standzeit ausreichend. Wir waren ehrlich beeindruckt von Ihrer Werkzeugtechnologie.“
„Für den anderen Engpassprozess – „Anbohren + Anfasen“ – erwartete ich, dass eine Verbesserung aufgrund des kleinen Werkstückdurchmessers und der großen Auskragung schwierig sein würde. Da das Wechselkopfwerkzeug TungMeister eine große Auswahl an Anfas-Köpfen bietet, habe ich geprüft, ob wir aus dieser Reihe den optimalen Kopf für die Bandbolzenbearbeitung auswählen können.“

Schaftfräser mit Wechselkopf TungMeister: Umfangreiche Varianten an Anfas-Köpfen
Der Schaftfräser mit Wechselkopf TungMeister bietet über quadratische Köpfe hinaus ein umfangreiches Kopfprogramm, darunter High-Feed-, Kugelkopf-, Anfas-, Bohr- und Nutkopf-Typen. Insbesondere das Anfaswerkzeug-Programm umfasst Anfas-Köpfe mit deutlich unterschiedlichen Eigenschaften.

„Unter den verfügbaren Kopftypen habe ich für diese Anwendung den VDS-Typ ausgewählt – das Design mit der schärfsten Schneide und dem geringsten Widerstand.“
TungMeister-Anfas-Köpfe sind in drei Typen erhältlich: der „VCP-Typ mit pressgeformtem Design für Kosteneffizienz“, der „VCA-Typ mit Mehrschneiden-Design für Produktivität“ und der „VDS-Typ mit großem Drallwinkel-Design für widerstandsarmes Schneiden“.
„Ich habe den VDS-Typ ausgewählt, da ich erwartete, dass sein großer Drallwinkel und das widerstandsarme Design für diese Anwendung geeignet sind. Außerdem stellte ich bei der Untersuchung der Anfaswerkzeuge des Wettbewerbs, die Tsubakimoto Mayfran verwendete, fest, dass bei keinem eine Ausdünnung an der Schneidkante vorhanden war. Ich dachte, dass der Einsatz des VDS-Typs mit seiner Ausdünnungsfunktion die Vorschubkraft reduzieren und dadurch die Werkstückdurchbiegung selbst bei Werkstücken mit geringer Steifigkeit unterdrücken würde.“
TungMeister Anfas-Kopfprogramm

Kosteneffizienter VCP-Typ (mit zentrischer Schneide)

Produktivitätsorientierter VCA-Typ (ohne zentrische Schneide)

Schärfeorientierter VDS-Typ (mit zentrischer Schneide)
Merkmale des VDS-Typs
- Frontansicht des VDS-Kopfs
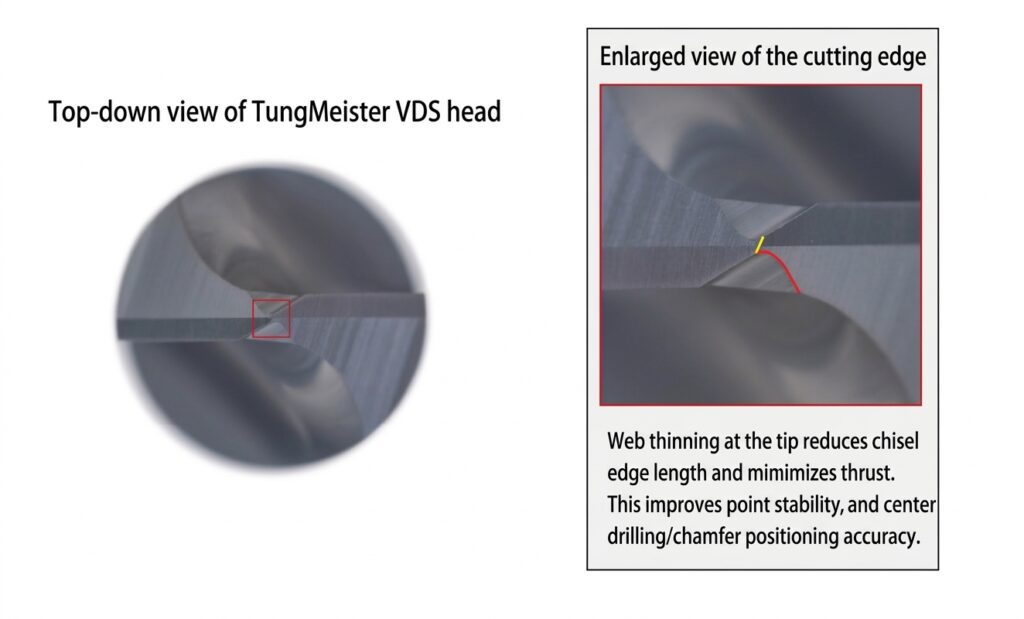
- VDS-Kopf

48-stündiger unbeaufsichtigter Wochenendbetrieb erreicht
Mit hohen Erfolgserwartungen begannen die Tests. Während das bisherige Werkzeug mit Rattern bearbeitete, unterdrückte der VDS-Typ das Auftreten von Rattern deutlich. Nach Bestätigung einer stabilen Bearbeitung ging der Test in einen Produktionslauf über. Die Testergebnisse zeigten:
- Standzeit auf 3.000 Teile verlängert – 5-mal so hoch wie die bisherige Standzeitvorgabe von 600 Teilen
- Der angefaste Bereich, der zuvor eine unregelmäßige Form hatte, wurde zu einer sauberen Kreisform, wodurch sich die Produktqualität verbesserte
Das waren erhebliche Verbesserungen.
„Die Ergebnisse der Bearbeitung mit diesem Werkzeug waren eine erstaunliche Reihe neuer Erkenntnisse. Die Lösung der beiden Engpassprozesse und das Erreichen eines 48-stündigen unbeaufsichtigten Wochenendbetriebs haben wesentlich zur Produktivitätssteigerung der Bandbolzen-Bearbeitungslinie beigetragen. Da die Bandbolzenbearbeitung mit Universalmaschinen selbst im Ausland noch nicht realisiert wurde, glaube ich, dass diese neue Linie mit einer Kostenwettbewerbsfähigkeit aufgebaut wurde, die mit der Produktion im Ausland mithalten kann.“
„Neben der verbesserten Bearbeitungsstabilität und der verlängerten Standzeit schätzen wir auch die einfache Werkzeugwechselbarkeit von TungMeister. Bei Vollhartmetallwerkzeugen erforderte jeder Werkzeugwechsel das Lösen und erneute Festziehen der Spannzange, das Einstellen der Werkzeugauskragung sowie Korrekturen des Werkzeuglängen-Offsets im NC-Programm. Wir hatten auch Anfaswerkzeuge mit schraubbarer Kopfaufnahme verwendet, aber es kam vor, dass Schrauben beim Entfernen in die Maschine fielen und dort verloren gingen. TungMeister, bei dem der Kopfwechsel nur mit einem Schlüssel möglich ist, ohne den Schaft zu demontieren, hat auch die Werkzeugwechselabläufe verbessert.“
Die Vorteile, die Wechselkopfwerkzeuge auf Drehmaschinen bieten – wo Werkzeugwechsel in der Maschine häufig sind –, wurden deutlich gewürdigt.

Bearbeitete Anfasung mit TungMeister VDS-Kopf

Wesentliche Verbesserungspunkte
-
Widerstandsarmer Anfas-Kopf VDS-Typ für „Anbohren“ + „Anfasen“ bei geringer Werkstücksteifigkeit – stabile Bearbeitung erreicht und Standzeit drastisch verbessert
Der VDS-Typ-Kopf verfügt über ein Design mit großem Drallwinkel und eine ausgedünnte Schneidkanten-Geometrie. Er reduziert den Schnittwiderstand und unterdrückt die Werkstückdurchbiegung, wodurch auch bei geringer Steifigkeit eine stabile Bearbeitung möglich ist.
-
Die Lösung der Engpassprozesse ermöglichte eine 48-stündige unbeaufsichtigte Produktion
Die stabilisierte Bearbeitung verbesserte die Standzeit deutlich. Die Reduzierung der Werkzeugwechselhäufigkeit trug zur Verlängerung der unbeaufsichtigten Laufzeit bei.
Auf dem Weg zu noch längeren unbeaufsichtigten Laufzeiten
Tsubakimoto Mayfran gibt sich mit den aktuellen Verbesserungen nicht zufrieden und arbeitet bereits an weiteren Optimierungen.
„Nachdem die beiden Engpassprozesse gelöst sind, ist ein anderer Bearbeitungsprozess – die Planbearbeitung – zum aktuellen Engpass geworden. Durch die Verbesserung dieses Prozesses möchten wir als Nächstes 60 Stunden unbeaufsichtigten Betrieb anstreben.“
Als er das nächste Ziel hörte, antwortete Murata:
„Ähnlich wie beim Prozess „Anbohren + Anfasen“ herrschen auch bei der Planbearbeitung Bedingungen mit geringer Steifigkeit. Auch hier möchte ich durch die Auswahl eines Fräsers mit möglichst geringem Schnittwiderstand eine stabile Bearbeitung und eine verlängerte Standzeit erreichen.“
„Seit meinem Eintritt in dieses Unternehmen schätze ich das Motto „A pinch is a chance“, das mir ein Senior-Kollege beigebracht hat. Wie in diesem Fall läuft es manchmal gut, aber es gibt auch Zeiten, in denen die Bearbeitung nicht wie geplant verläuft und Probleme auftreten. Doch statt leicht aufzugeben, ist es meiner Meinung nach am wichtigsten, zu prüfen, ob es andere Ideen oder Verbesserungsmaßnahmen gibt, und weiter Herausforderungen anzunehmen. Ich habe das Gefühl, dass das Lösen von Problemen in besonders schwierigen Fällen die nachfolgende Vertrauensbeziehung zum Kunden stärkt.“
Murata setzt sich auch dafür ein, die nächste Herausforderung – das Erreichen von 60 Stunden unbeaufsichtigtem Betrieb – zu unterstützen.
„Es gibt viele Dinge in der Bearbeitung, die man nur versteht, wenn man es tatsächlich ausprobiert. Wir wollen uns weiterhin Herausforderungen stellen, ohne durch bestehende Konzepte eingeschränkt zu sein.“
Herr Ichihashi teilte seine Ambitionen für die nächste Herausforderung.
Bei Tungaloy werden wir weiterhin danach streben, die Fertigungsprofis zu unterstützen, die sich jeden Tag neuen Herausforderungen stellen.

Links: Herr Daisuke Kuroiwa, Abteilungsleiter, Fertigungsabteilung, 1. Fertigungssektion
Rechts: Herr Junpei Ichihashi, Abteilung Produktionstechnik
In diesem Artikel vorgestellte Produkte
Wählen Sie das optimale Werkzeug aus einer Vielzahl von Werkzeuggeometrien, um die Bearbeitungseffizienz zu verbessern
TungMeister
Werkzeugwechselzeit drastisch reduzieren