

Effektive Gewindewerkzeuge für CNC-Drehmaschinen, Langdreher und Multitasking-Maschinen
Standardartikel decken eine Vielzahl von Wendeschneidplatten zum Gewinden ab

Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
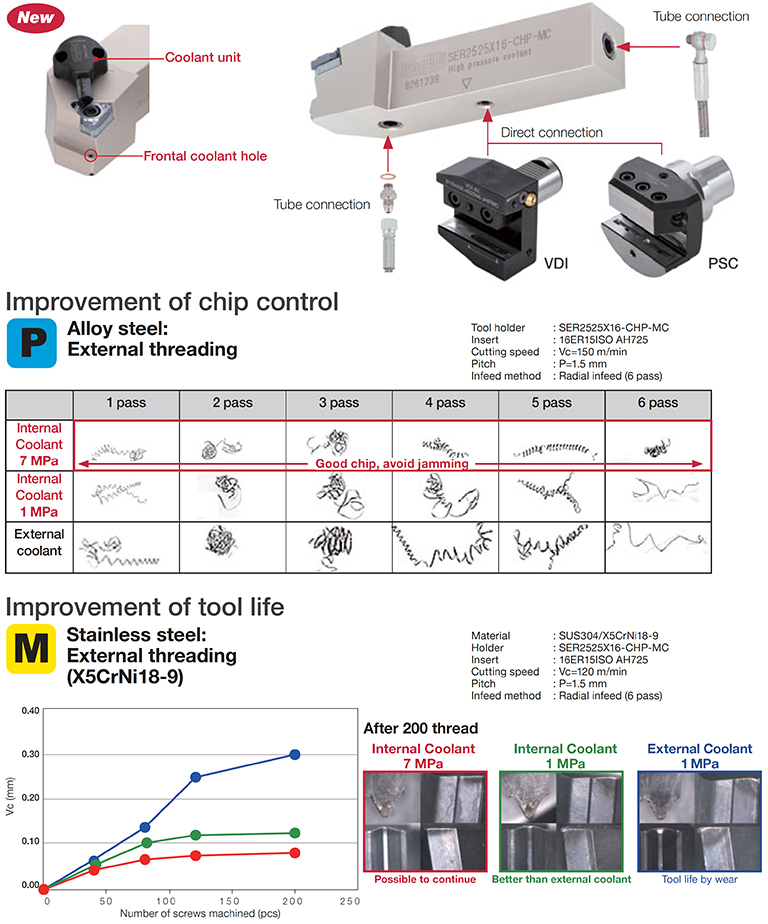
1. Werkzeughalter mit innerer Kühlmittelzufuhr
• Optimierte Zweistrahl-Hochdruck-Kühlmittelstrahlen zur Maximierung der Produktivität.
• Anwendbar in direkter Verbindung ohne Schlauch.
Wendeschneidplatten & Sorten
Wendeschneidplatten
Wendeschneidplatten für Außen-Gewinden
- Standard Wendeschneidplatten für eine Vielzahl von Gewindetypen
Wendeschneidplatten zum Innengewinden
- Standard Wendeschneidplatten für eine Vielzahl von Gewindetypen
Haupt-Sorten
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Zerspanungsbedingungen
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Stahl und rostfreiem Stahl
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
Werkzeughalter


Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Wellenteile |
| Material: | 42CrMo4/SCM440 |
| Werkzeughalter: | STVOL2525M4 (Vertikale Form) |
| Wendeschneidplatte: | TNMC43NT6PSTUBPT (3-Ecke) |
| Sorte: | AH725 |
| Schnittbedingungen: | Gewindeform = Stumpf ACME (3 ¾ (95.25mm)) Vc = 70 m/min (230 sfm) TPI = 6 TPI (4.23mm) Anzahl der Durchgänge = 30 Anwendung: Außengewindeschneiden Kühlmittel: Nass Maschine: NC-Drehmaschine |

Standard-Schnittbedingungen
TungThread
| ISO | Werkstoffe des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| AH8015 | T05HP | T05TP | AH725 | T313V | NS9530 | TH10 | BX330 | |||
| Stahl / Legierter Stahl S45C, SCM440, usw. C45, 42CrMoS4, usw. |
< 200 HB | 80 – 180 | 100 – 200 | 100 – 200 | 80 – 180 | 100 – 200 | 150 – 200 | – | – | |
| > 200 HB | 60 – 160 | 100 – 150 | 100 – 150 | 60 -160 | 100 – 150 | 100 – 170 | – | – | ||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | 50 – 130 | 70 – 130 | 70 – 130 | 50 – 130 | 70 – 130 | – | – | – | |
| Grauguss FC250, FC300, usw. 250, 300, etc. |
– | 60 – 150 | 70 – 150 | 70 – 150 | 50 – 100 | 70 – 150 | – | 70 – 90 | – | |
| Aluminium | – | – | – | – | 100 – 500 | – | ||||
| Hitzebeständige Legierungen | – | 20 – 80 | – | – | – | 10 – 40 | – | |||
| Hochgehärteter Stahl | 50 – 60 HRC | – | – | – | 10 – 30 | 50 – 200 | ||||
TungT-Klemme
| ISO | Werkstoffe des Werkstücks | Härte | Sorte | Anwendung | Schnittgeschw. Vc (m/min) |
Steigung (mm) | Gewinde pro Zoll (GPZ) |
|---|---|---|---|---|---|---|---|
| Stahl / Legierter Stahl S45C, SCM440, usw. C45, 42CrMoS4, usw. |
< 200 HB | AH725 | Gewindeschneiden | 80 – 180 | Intern 2.11 – 5.08 Extern 1.27 – 4.23 |
Intern 5 – 12 Extern 6- 20 |
|
| > 200 HB | AH725 | Gewindeschneiden | 60 -160 | Intern 2.11 – 5.08 Extern 1.27 – 4.23 |
Intern 5 – 12 Extern 6- 20 |
||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | AH725 | Gewindeschneiden | 50 – 130 | Intern 2.11 – 5.08 Extern 1.27 – 4.23 |
Intern 5 – 12 Extern 6- 20 |
TetraMini-Cut
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) |
Steigung (mm) | Gewinde pro Zoll (GPZ) |
|---|---|---|---|---|---|---|---|
| Stahl / Legierter Stahl S45C, SCM440, usw. C45, 42CrMoS4, usw. |
< 200 HB | Erste Wahl | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | |
| Bruchfestigkeit | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| > 200 HB | Erste Wahl | SH725 | 60 – 150 | 0.4 – 2.0 | 64 – 12 | ||
| Bruchfestigkeit | AH725 | 60 – 150 | 0.8 – 3.0 | 32 – 8 | |||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | Erste Wahl | SH725 | 50 – 80 | 0.4 – 2.0 | 64 – 12 | |
| – | Bruchfestigkeit | AH725 | 50 – 80 | 0.8 – 3.0 | 32 – 8 | ||
| Grauguss FC250, FC300, usw. 250, 300, etc. |
– | Erste Wahl | AH725 | 50 – 100 | 0.8 – 3.0 | 32 – 8 | |
| – | Schärfe | SH725 | 50 – 100 | 0.4 – 2.0 | 64 – 12 | ||
| Superlegierungen Ti-6AI-4V, Inconel718, usw. |
– | Erste Wahl | SH725 | 30 – 100 | 0.4 – 2.0 | 64 – 12 | |
| – | Bruchfestigkeit | AH725 | 30 – 100 | 0.8 – 3.0 | 32 – 8 |
DuoJust-Cut
| ISO | Material des Werkstücks | Härte | Sorte | Schnittgeschw. Vc (m/min) | Steigung (mm) |
Gewinde pro Zoll (GPZ) |
|---|---|---|---|---|---|---|
| Stahl / Legierter Stahl S45C, SCM440, usw. C45, 42CrMoS4, usw. |
< 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| > 200HB | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | ||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | SH725 | 50 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Aluminium-Legierungen A5056, A6061, usw. |
– | SH725 | 150 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Kupferlegierung C2600, C280C, usw. |
– | SH725 | 100 – 200 | 0.2 – 1.5 | 127 – 16 | |
| Superlegierungen Ti-6AI-4V, Inconel718, usw. |
– | SH725 | 30 – 80 | 0.2 – 1.5 | 127 – 16 |
TinyMini-Turn Innen-Gewinden
| ISO | Material des Werkstücks | Härte | Sorte | Schnittgeschw. Vc (m/min) | Anzahl der Pässe | ||||
|---|---|---|---|---|---|---|---|---|---|
| Steigung (mm) | |||||||||
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | |||||
| Stahl / Legierter Stahl S45C, SCM440, usw. C45, 42CrMoS4, usw. |
< 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| > 200HB | SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | ||
| Rostfreier Stahl SUS304, usw. X5CrNi18-9, usw. |
– | SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 | |
| Grauguss FC250, FC300, usw. 250, 300, etc. |
– | SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
| Aluminiumlegierungen, Kupferlegierungen Si < 12% |
– | SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 | |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:


Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System