

Multifunktionales Werkzeug zum Bohren und Drehen
Multifunktionales Werkzeug für mehr Produktivität


Anwendungen und Merkmale
Anwendungen



Merkmale
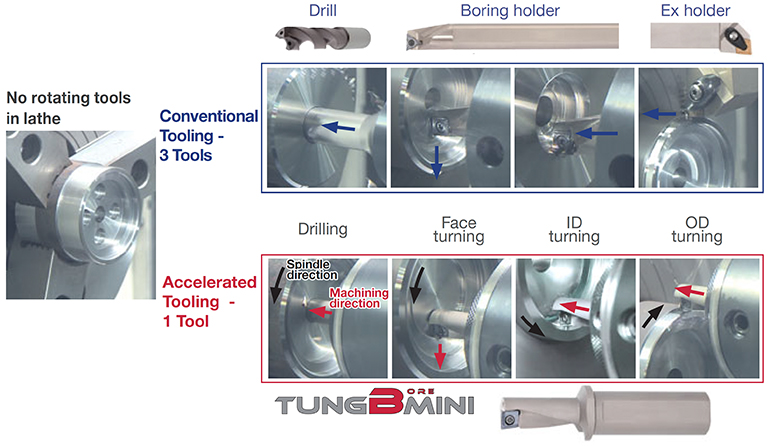
1. Minimale Anzahl von Werkzeugen für maximale Produktivität
- Ein einziges TungBoreMini-Werkzeug kann mehrere Arbeitsgänge ausführen, wie z. B. Innendrehen nach dem Bohren, ohne dass die Werkzeuge ausgetauscht werden müssen.
- Ermöglicht das Bohren und Vergrößern von Löchern in verschiedenen Materialien, anstatt einen Bohrer und ein Drehwerkzeug zu verwenden.
- Kann wie ein Standard-ISO-Drehwerkzeug zum Innen-, Außen- und/oder Stirndrehen verwendet werden.
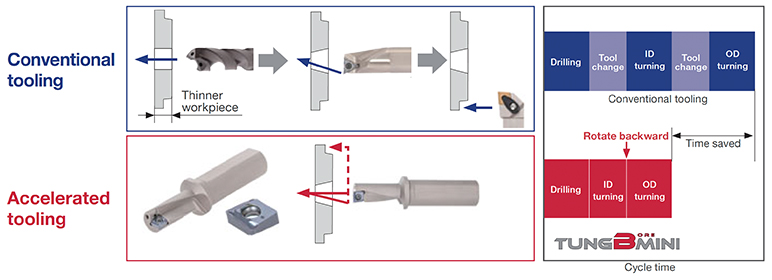
2. Reduzierte Maschinen-Stillstandszeiten
Mit dem multifunktionalen TungBoreMini entfällt die Zeit für den Werkzeugwechsel, wodurch die Zykluszeit erheblich reduziert wird – dies ist besonders effektiv bei Anwendungen, bei denen die individuelle Bearbeitungszeit kurz und schnell ist, was zu einer enormen Verbesserung der Zykluszeit führt.
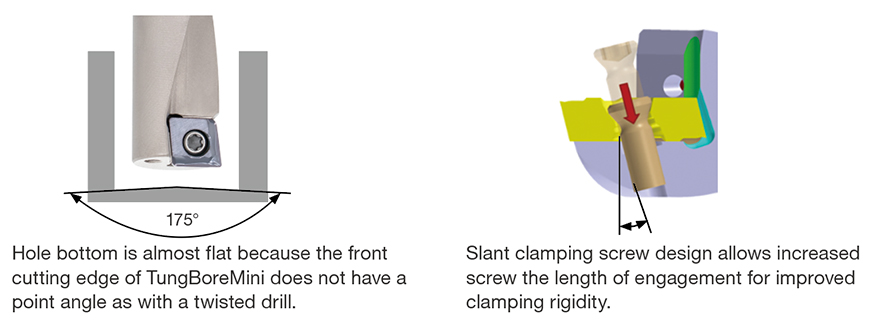
3. Merkmale
Wendeschneidplatten & Sorten
WSP

Sorten
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
Werkzeugaufnahmen
Außendrehen, Innendrehen, Stirndrehen, Bohren
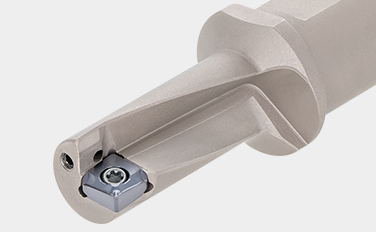
TungBoreMini Werkzeughalter
Multifunktionales Werkzeug zum Bohren und Drehen
Internal turning

TungBoreMini Werkzeugaufnahme
Aufschraubbare Bohrstange, für XOMU-Rhombuswendeschneidplatten
Anwendungsbeispiele
Beispiel #1
Allgemeiner Maschinenbau
| Teil: | Maschinenteile |
| Werkstoff: | SUS440 |
| Halterer: | TBM12R/LF16-2.25 |
| WSP: | XOMU06H204-PS |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 80 (m/min) f = 0.15 (mm/U) ap = 2.5 (mm) Kühlmittel: Nass |

Beispiel #2
Allgemeiner Maschinenbau
| Teil: | Maschinenteile |
| Werkstoff: | SUS304 / X5CrNi18-9 |
| Halterer: | TBM12R/LF16-2.25 |
| WSP: | XOMU06H204-PS |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 100 (m/min) f = Bohren: 0.03, Innendrehen:0.1 – 0.15 (mm/U) ap = 0.5 (mm) Kühlmittel: Nass |

Standard-Schnittbedingungen
Bohren
| ISO | Werkstoffe des Werkstücks | Schnittgeschw.
Vc (m/min) |
Minimaler Bohrungsdurchmesser: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Stahl mit niedrigem Kohlenstoffgehalt Kohlenstoffstahl |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Rostfreier Stahl | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Gusseisen | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aluminium-Legierungen | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Innendrehen
| ISO | Werkstoffe des Werkstücks | Schnittgeschw.
Vc (m/min) |
Minimaler Bohrungsdurchmesser: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Schnitttiefe: ap (mm) | |||||||||||
|
|
Stahl mit niedrigem Kohlenstoffgehalt Kohlenstoffstahl |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Vorschub: f (mm/U) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Werkstoffe des Werkstücks | Schnittgeschw.
Vc (m/min) |
Minimaler Bohrungsdurchmesser: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Schnitttiefe: ap (mm) | |||||||||||
|
|
Rostfreier Stahl | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Vorschub: f (mm/U) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Werkstoffe des Werkstücks | Schnittgeschw.
Vc (m/min) |
Minimaler Bohrungsdurchmesser: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Schnitttiefe: ap (mm) | |||||||||||
|
|
Gusseisen | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Vorschub: f (mm/U) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Werkstoffe des Werkstücks | Schnittgeschw.
Vc (m/min) |
Minimaler Bohrungsdurchmesser: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Schnitttiefe: ap (mm) | |||||||||||
|
|
Aluminium-Legierungen | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Vorschub: f (mm/U) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System