

Cermet-Sorten für das Feindrehen von Stahl
Cermet-Sorten mit bemerkenswerter, stabiler Werkzeugstandzeit aufgrund einer unglaublichen Bruchfestigkeit

Anwendungen & Eigenschaften
Anwendungen




Eigenschaften
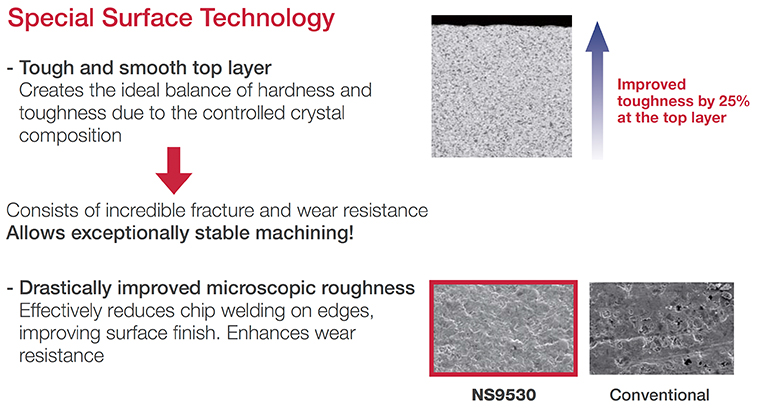
1. Spezielle Oberflächentechnik
Besteht aus außergewöhnlicher Bruch- und Verschleißfestigkeit für eine besonders stabile Bearbeitung!
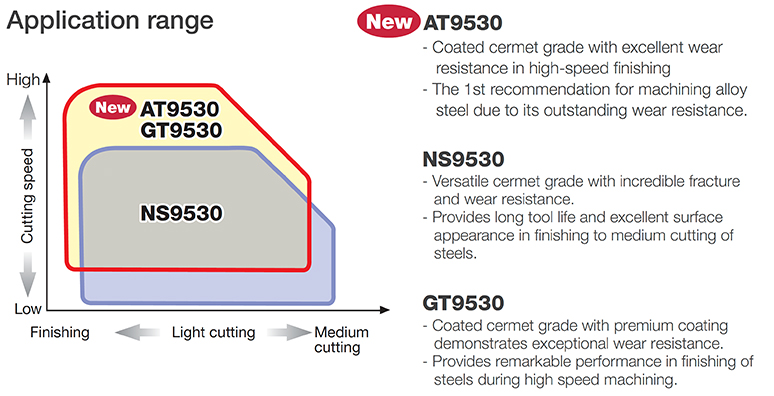
2. Anwendungsbereich
Sorten
NS9530
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für das Schlichten bis mittlere Schneiden von Stahl
GT9530
![]()
![]()
- Hohe Verschleißfestigkeit
- Ausgezeichnete Oberflächenqualität beim Schlichten
AT9530
![]()
- Hohe Verschleißfestigkeit
- Erste Wahl für die Bearbeitung von legiertem Stahl
Praxis-Beispiele
Beispiel 1
Allgemeines Ingenieurwesen
| Werkstücktyp: | Rotorteile |
| Material: | Gesintertes Material |
| Wendeschneidplatte: | VNMG160402-TSF |
| Sorte: | AT9530 |
| Schnittbedingungen: | Vc = 220 (m/min) f = 0.07 (mm/U) ap = 0.5 (mm) Anwendung: Plandrehen (kontinuierliches Schneiden) Kühlmittel: Nass |

Beispiel 2
Autoindustrie
| Werkstücktyp: | Automobilteile |
| Material: | SPCH |
| Wendeschneidplatte: | DNMG150408-TSF |
| Sorte: | GT9530 |
| Schnittbedingungen: | Vc = 225 (m/min) f = 0.25 (mm/U) ap = 0.3 (mm) Anwendung: Plandrehen (kontinuierliches Schneiden) Kühlmittel: Nass |

Beispiel 3
Autoindustrie
| Werkstücktyp: | Automobilteile |
| Material: | SCM415 |
| Wendeschneidplatte: | TPMT110304-PS |
| Sorte: | NS9530 |
| Schnittbedingungen: | Vc = 125 (m/min) f = 0.15 (mm/U) ap = 1.0 (mm) Anwendung: Innendrehen (kontinuierliches Schneiden) Kühlmittel: Nass |

Standard-Schnittbedingungen
NEGATIVE WENDESCHNEIDPLATTEN
Basis-Spanbrecher
| Anwendungen | Spanbrecher | Sorten | Schnittgeschw.: Vc (m/min) | Schnitttiefe ap (mm) |
Vorschub f(mm/U) |
||
|---|---|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt Legierte Stähle 180HB |
Stähle mit mittlerem Kohlenstoffgehalt Legierte Stähle 240HB |
Stähle mit hohem Kohlenstoffgehalt Legierte Stähle 300HB |
|||||
| Präzisionsschlichten | TF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.03 – 0.15 |
| Schlichten | TSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.08 – 0.4 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Schlichten bis mittleres Schneiden | TS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Komplementäre Spanbrecher
| Anwendungen | Spanbrecher | Sorten | Schnittgeschw.: Vc (m/min) | Schnitttiefe ap (mm) |
Vorschub f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt Legierte Stähle 180HB |
Stähle mit mittlerem Kohlenstoffgehalt Legierte Stähle 240HB |
Stähle mit hohem Kohlenstoffgehalt Legierte Stähle 300HB |
|||||
| Präzisionsschlichten | 01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.4 | 0.03 – 0.15 |
| A – D | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 4.0 | 0.1 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.03 – 0.2 | |
| Schlichten | ZF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| 11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.25 | |
| AFW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 1.5 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Hoher Vorschub, geringe Schnitttiefe | AS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.2 – 0.6 |
| ASW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.3 – 0.6 | |
| Bohren (Doppelseitiger Spanbrecher) |
CB | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.5 | 0.1 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Schlichten bis mittleres Schneiden | TQ | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| ZM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.7 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Mittleres Schneiden | Allround | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.2 – 0.4 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Parallel | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| S | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| P | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 4.0 | 0.2 – 0.5 | |
POSITIVE WENDESCHNEIDPLATTEN
Basis-Spanbrecher
| Anwendungen | Spanbrecher | Sorten | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f(mm/U) |
||
|---|---|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt Legierte Stähle 180HB |
Stähle mit mittlerem Kohlenstoffgehalt Legierte Stähle 240HB |
Stähle mit hohem Kohlenstoffgehalt Legierte Stähle 300HB |
|||||
| Schlichten | PSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Schlichten bis leichtes Schneiden | PSS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Schlichten bis mittleres Schneiden | PS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Mittleres Schneiden | PM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.15 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Komplementäre Spanbrecher
| Anwendungen | Spanbrecher | Sorten | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f(mm/U) |
||
|---|---|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt Legierte Stähle 180HB |
Stähle mit mittlerem Kohlenstoffgehalt Legierte Stähle 240HB |
Stähle mit hohem Kohlenstoffgehalt Legierte Stähle 300HB |
|||||
| Präzisionsschlichten | 01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.05 – 0.5 | 0.03 – 0.15 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Schlichten | PF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W08 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 1.0 | 0.03 – 0.15 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| W13 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W15 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W20 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| mit Ausführung | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.03 – 0.2 | |
| Schlichten bis mittleres Schneiden | ZF | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.3 – 1.5 | 0.05 – 0.25 |
| ZM | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.5 – 2.0 | 0.05 – 0.3 | |
| 23 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| SS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| Allround | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.05 – 0.2 | |
| Für Außendrehen auf kleinen Drehmaschinen | J10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 5.0 | 0.01 – 0.1 |
| Mittleres Schneiden | 24 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 3.0 | 0.08 – 0.3 |
| Starkes Schneiden | 61 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.0 | 0.3 – 1.0 |
| Schlichten bis mittleres Schneiden | – | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.05 – 0.3 |
JS, JP-Spanbrecher
| ISO | Werkstückmaterial | Spanbrecher | Sorte | Schnittgeschw.
Vc (m/min) |
Schnitttiefe
ap (mm) |
Vorschub :f (mm/U) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
 |
Kohlenstoffstahl Legierter Stahl |
JP | NS9530 | 150 – 250 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – |
| AT9530 | 150 – 300 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – | |||
| JS | NS9530 | 150 – 250 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | ||
| AT9530 | 150 – 300 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.