

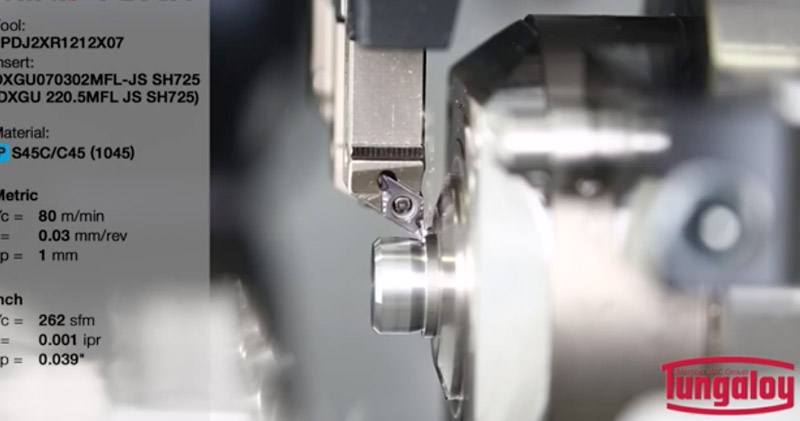
Wirtschaftliche, doppelseitig positive Wendeschneidplatte
Innovative Geometrie und Wendeplattensitz gewährleisten Stabilität und hohe Leistung


Anwendungen und Merkmale
Anwendungen


Merkmale
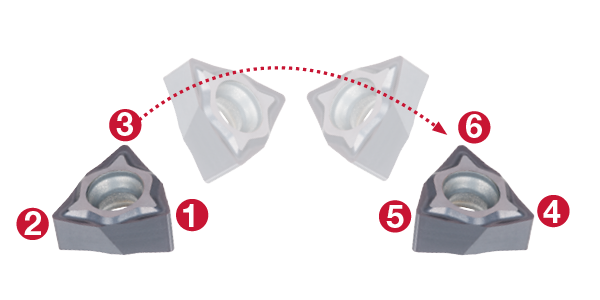
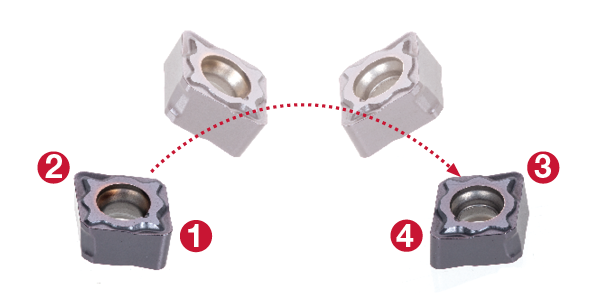
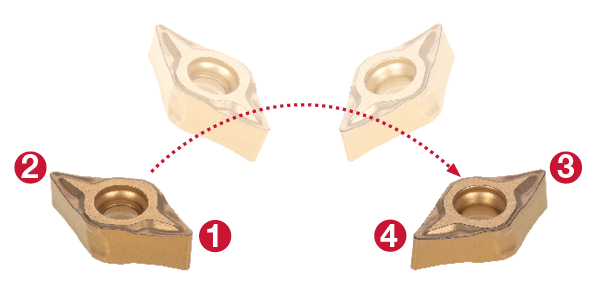
1. Wirtschaftliche, doppelseitig positive Wendeschneidplatte
WXGU
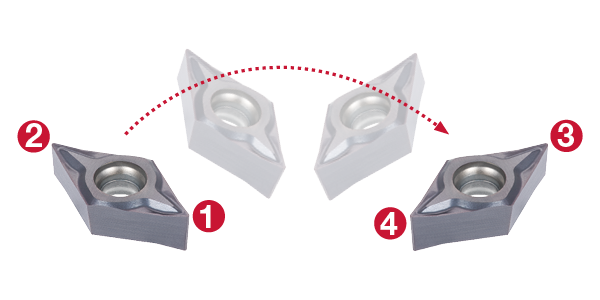
DXGU
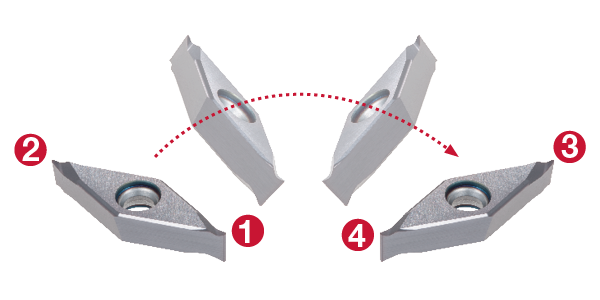
VXGU
CXMU
DXMU
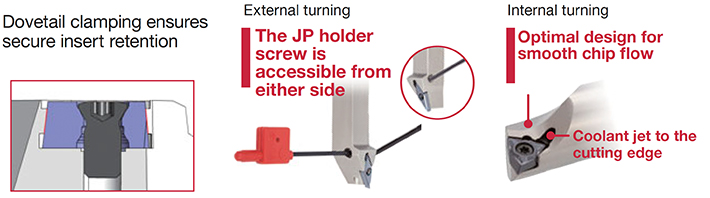
2. Werkzeughalter
3. Spanbrecher für die Feinbearbeitung
- JS Spanbrecher – Merkmale und Vorteile
- Bietet eine hervorragende Spankontrolle bei einer Vielzahl von Anwendungen.
- Ein großer Neigungswinkel an der Schneidkante sorgt für einen freien Schnitt.
- Ausgezeichnete Schneidkantenpräparation sorgt für eine glatte Oberflächenbearbeitung.
- Hinweis: Aufgrund des Spanbrecherprofils beträgt der maximale Wert für das Stirn- oder Innendrehen 1 mm.

Wendeschneidplatten & Sorten
WSP
WX-U Wendeschneidplatten
- 6 positive Schneidkanten
DX-U Wendeschneidplatten
- 4 positive Schneidkanten

VX-U Wendeschneidplatten
- 4 positive Schneidkanten
CX-U Wendeschneidplatten
- 4 positive Schneidkanten
MiniForce-Turn CBN Wendeschneidplatten
Hauptsorten
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Edelstahl und rostfreien Stählen
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
GT9530
![]()
![]()
- Hohe Verschleißfestigkeit
- Ausgezeichnete Oberflächenqualität beim Schlichten
Werkzeughalter
Außendrehen

MiniForce-Turn Werkzeugaufnahmen
Innovative, doppelseitig positive Wendeschneidplatte
Innendrehen

MiniForce-Turn Werkzeugaufnahmen
Innovative, doppelseitig positive Wendeschneidplatte

Anwendungsbeispiele
Beispiel 1
Miniatur-/Elektronikindustrie
| Teil: | Welle |
| Werkstoff: | SUS316 / X5CrNiMo17-12-3 |
| Werkzeughalter: | JSDJ2XR1212X07 |
| WSP: | DXGU070301MFL-JS |
| Sorte: | SH725 |
| Schnittbedingungen: | Vc = 61 (m/min) f = 0.02 (mm/U) ap = 0.12 (mm) Anwendung: Außendrehen Kühlmittel: Nass |

Beispiel 2
Miniatur-/Elektronikindustrie
| Teil: | Welle |
| Werkstoff: | S45C /C45 |
| Werkzeughalter: | JSWL2XR1212X04 |
| WSP: | WXGU040302L-TS |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 66 – 80 (m/min) f = 0.15 (mm/U) ap = 0.6 (mm) Anwendung: Außendrehen Kühlmittel: Nass |

Beispiel 3
Allgemeiner Maschinenbau
| Teil: | Welle |
| Werkstoff: | Legierte Stähle |
| Werkzeughalter: | JSDJ2XR1212X07 |
| WSP: | DXGU070301ML-JSS |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 66 – 80 (m/min) f = 0.15 (mm/U) ap = 0.6 (mm) Anwendung: Außendrehen Kühlmittel: Nass |

Standard-Schnittbedingungen
Für Außendrehen
| Anwendung | ISO | Werkstückmaterial | Priorität | Spanbrecher | Sorte | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f(mm/U) |
|---|---|---|---|---|---|---|---|---|
| Für Schweizer Drehautomaten | Karbonarmer Stahl SS400, etc. E275A, etc. Karbonstahl S45C, etc. C45, etc. Niedriglegierter Stahl SCM415, etc. 18CrMo4, etc. Legierter Stahl SCM440, etc. 42CrMo4, etc. |
Erste Wahl | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| Mit hoher Kantenschärfe | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Rostfreier Stahl (austenitisch) SUS304, etc. X5CrNi18-9, etc. Rostfreier Stahl (martensitisch und ferritisch) SUS430, etc. X6Cr17, etc. Rostfreier Stahl (Ausscheidungshärten) SUS630, etc. X5CrNiCuNb16-4, etc. |
Erste Wahl | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| Mit hoher Kantenschärfe | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| Für kleine CNC-Drehmaschinen | Karbonarmer Stahl SS400, etc. E275A, etc. Karbonstahl S45C, etc. C45, etc. Niedriglegierter Stahl SCM415, etc. 18CrMo4, etc. Legierter Stahl SCM440, etc. 42CrMo4, etc. |
Erste Wahl | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Für verbesserte Oberflächengüte | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Für Verschleißfestigkeit | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| Rostfreier Stahl (austenitisch) SUS304, etc. X5CrNi18-9, etc. Rostfreier Stahl (martensitisch und ferritisch) SUS430, etc. X6Cr17, etc. Rostfreier Stahl (Ausscheidungshärten) SUS630, etc. X5CrNiCuNb16-4, etc. |
Erste Wahl | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| Für Stoßfestigkeit | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
Für Innendrehen
| ISO | Werkstückmaterial | Sorte | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f(mm/U) |
|
|---|---|---|---|---|---|---|
| Erste Wahl | Zweite Wahl | |||||
| Karbonarmer / Niedriglegierter Stahl | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Karbonreicher / Legierter Stahl | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rostfreier Stahl (austenitisch) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rostfreier Stahl (martensitisch und ferritisch) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Rostfreier Stahl (Ausscheidungshärten) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| Graugusseisen | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Duktiles Gusseisen | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| Aluminiumlegierungen | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Kupferlegierungen | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| Titanlegierungen | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Nickelbasierte Legierungen | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| Gehärteter Stahl | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-bestückte DXGQ/U-Wendeschneidplatten
| ISO | Sorte | Zustand des Werkstücks | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f (mm/U) |
|---|---|---|---|---|---|
| BXA10 | Kontinuierlich | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Licht unterbrochen | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Kontinuierlich | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Unterbrochen | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Stark unterbrochen | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System